




حکاکی لیزری چوب، تابلوها، جوایز و هدایای ویژه را از تخته سه لا شما در عرض چند دقیقه میسازد - تفاوت بین یک پرداخت تیره و تمیز و قابل تکرار و یک آشفتگی و کثیفی سوخته و پرزدار به چند انتخاب بستگی دارد: کلاس دستگاه، گونه چوب، قدرت و سرعت و کنترل عمق. ما در این راهنمای ۲۰۲۶، هر مرحله از مسیر را با مراحل قیمت منتشر شده و انتخاب چوب و نکات ساخت و ساز مبتنی بر انجمن که راهنماهای خرید تجاری فاقد آن هستند، پیگیری کردهایم.
مشخصات سریع - حکاکی لیزری چوب در یک نگاه
| انواع لیزر رایج | CO2 (10.6 میکرومتر)، دیود (450 نانومتر)، فیبر (1064 نانومتر) |
| حداقل توان برای حکاکی روی چوب | دیود ۱۰ وات (برای علامتگذاری سطح کافی است) |
| ضخامت برش — دیود محصور شده ۴۰ وات | تا ۶ میلیمتر (۱/۴ اینچ) تکگذر؛ ۱۵ میلیمتر با چندگذر |
| ضخامت برش — ۵۵ وات CO2 | تک گذر تا ۱۸ میلیمتر |
| سرعت حکاکی (معمولی) | ۳۰۰–۶۰۰ میلیمتر بر ثانیه (بسته به دستگاه) |
| کلاس ایمنی مورد نظر | کلاس ۱ محصور شده (طبق ANSI Z136.1 / IEC 60825-1) |
| محدوده قیمتگذاری (ورودی → صنعتی) | ۲۰۰ دلار آمریکا → ۲۵۰۰۰ دلار به بالا (سهماهه اول ۲۰۲۶) |
حکاکی لیزری چوب چگونه کار میکند؟
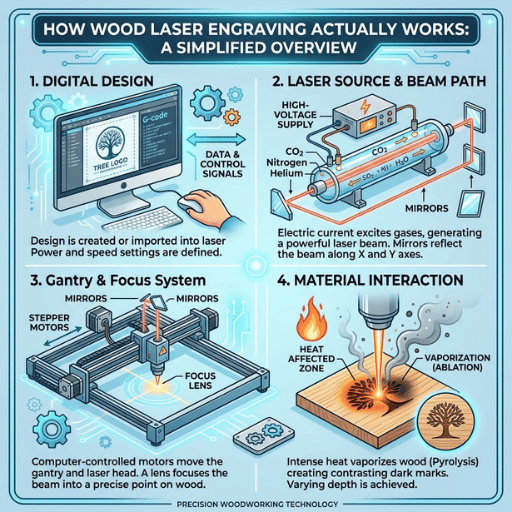
یک دستگاه حکاکی لیزری چوب، با تاباندن پرتوی نور به سطح چوب، لایه بالایی آن را از بین میبرد. چوب با مصرف انرژی فوتون، گرمای خود را از آستانه پیرولیز (که برای اکثر گونهها حدود ۲۵۰ تا ۳۰۰ درجه سانتیگراد است) عبور میدهد و بسته به توان، زمان توقف و میزان رزین چوب، درجا گرم یا تبخیر میشود.
سه نوع لیزر، با توجه به نحوه تعامل آنها با چوب به دلیل طول موجشان، بر بازار تسلط دارند:
- لیزرهای CO2 (10.6 میکرومتر، مادون قرمز دور): چوب معمولاً این طول موج را به خوبی جذب میکند و برشهای تمیز و حکاکی ثابتی با کشش الکتریکی نسبتاً کم ارائه میدهد.
- لیزرهای دیودی (۴۵۰ نانومتر، آبی): چوب انتهای آبی طیف را به خوبی جذب میکند؛ دیودهای مدرن ۴۰ واتیِ محصور شده اکنون در اکثر کارهای چوبی با لیزرهای قدیمی CO2 با توان ۵۵-۶۰ واتی قابل مقایسه هستند.
- لیزرهای فیبری (۱۰۶۴ نانومتر، نزدیک به مادون قرمز): برای فلزات عالی است - اما طول موج به طور یکنواخت توسط چوب جذب نمیشود و سوختگیهای ناهمگونی ایجاد میکند. برای چوب توصیه نمیشود.
اندازه پرتو همگرا، وضوح جزئیات را تعیین میکند. به طور کلی، لیزرهای دیودی تا فاصله بین 0.06 تا 0.08 میلیمتر و لیزرهای CO2 تا 0.10 تا 0.18 میلیمتر فوکوس میکنند. در شرایط مساوی، نقاط کوچکتر به معنای حکاکیهای ظریفتر هستند. به همین دلیل است که لیزرهای دیودی شهرت خود را به عنوان ابزارهای نوظهور برای کارهای دقیق به تأخیر انداختند: این بازاری بود که محصولات CO2 در آن تسلط داشتند - تا زمانی که ماشینهای دیودی نسبتاً کوچک و ارزان قیمت در دسترس قرار گرفتند. برای پیشینه اصطلاحات، به ... مراجعه کنید. تفاوت بین مارک گذاری لیزری و حکاکی.
راهنمای خرید دستگاه حکاکی لیزری چوب

سوالات بیشتری در مورد خرید دستگاه حکاکی لیزری چوب در حال حاضر وجود دارد، زیرا هزینه/فایده نقش خود را ایفا کرده است: دیود ۷۰۰ دلاری امروزی، دو برابر یک CO2 پنج ساله ۵۰۰۰ دلاری کارایی دارد. عوامل کلیدی برای انتخاب خوب به سه عنصر بستگی دارد - اینکه چقدر در مقیاس بزرگ استفاده میکنید، اینکه پروژههای شما چقدر بزرگ هستند و اینکه چقدر در مورد ایمنی محدودیت دارید - نه وات خام.
| درجه | مورد استفاده | کلاس و وات | محدوده قیمت (سهماهه اول ۲۰۲۶، دلار آمریکا) |
|---|---|---|---|
| ورود / سرگرمی | کارت، چرم، هدایای کوچک | دیود ۵ تا ۱۰ وات (قاب باز یا بسته) | $ 200- $ 500 |
| مصرفکنندهی حرفهای / کسبوکارهای کوچک و متوسط | تابلوها، جوایز، شخصیسازی دستهای | دیود ۲۰ تا ۴۰ وات or ۵۵–۶۰ وات CO2 | $ 800- $ 3,000 |
| تولید | حجم بالا، جنس ضخیمتر، استفاده روزانه | ۸۰–۱۵۰ وات CO2 (کاملاً محصور) | $ 5,000- $ 25,000 |
| صنعتی / علامت گذاری | علامت گذاری محصول دسته ای روی قطعات استوانه ای | دیود محصور شده ۴۰ وات + + اتصال چرخشی | $ 3,000- $ 10,000 |
قیمتگذاری بر اساس ارزشهای خیابانی نرمافزاری سهماهه اول ۲۰۲۶ از منابع خردهفروشی و B2B شناختهشده است. سیستمهای CO2 صنعتی به اندازه اندازه بستر و نرمافزار، تنوع زیادی دارند.
هزینه حکاکی لیزری روی چوب چقدر است؟
صادقانه بگویم، این یکی از معدود دفعاتی است که کف بازار پایین آمده و سقف آن به خوبی حفظ شده است: اکنون یک دستگاه مبتدی واقعاً مناسب برای فروش با قیمت ۲۰۰ تا ۵۰۰ دلار وجود دارد - چیزی محصور، ایمن در کلاس ۱، دیود ۵-۱۰ وات با نرمافزار قابل استفاده. قیمت دیودهای ۲۰-۴۰ وات محصور که برای اکثر تابلوها و شخصیسازیها مناسب هستند، از ۸۰۰ تا ۲۰۰۰ دلار متغیر است: قیمت ۵۰۰۰ تا ۲۵۰۰۰ دلار برای دستگاههای خانگی پنج ساله - و دستگاههای تولیدی صنعتی ۸۰-۱۵۰ وات با گاز CO2 - هنوز هم از فعالان صنعت محافظت میکند. تحلیلگران صنعت، بازار دستگاههای حکاکی لیزری چوب را ... ۴.۱۴ میلیارد دلار در سال ۲۰۲۶، پیشبینی میشود تا سال ۲۰۳۳ به ۷.۰۰ میلیارد دلار برسد — نرخ رشد مرکب سالانه ۷.۸٪: این رشد عمدتاً در دسته مصرفکنندگان حرفهای است، به همین دلیل است که قیمتگذاری در محدوده ۵۰۰ تا ۳۰۰۰ دلار در اینجا رقابتیترین است.
برای حکاکی روی چوب به چه وات دستگاهی نیاز دارم؟
برای علامتگذاری روی اکثر چوبهای نرم و چوبهای سخت نازک (تا ۳ میلیمتر)، یک دیود ۱۰ وات کار میکند؛ البته اگر مایل باشید مدتی صبر کنید. برای برشهای کمعمق روی چوبهای نرم یا بالسا کمتر از ۳ میلیمتر، ۱۰ وات - به آرامی - جواب میدهد. برای برش یکنواخت در تخته سهلای ۶ میلیمتری (۱/۴ اینچ) - محبوبترین ابزار پروژه - یک دیود ۴۰ وات با محفظه بسته، برش را بدون هیچ مشکلی و تنها با یک بار عبور انجام میدهد، در حالی که یک CO2 ۵۵ وات، برش را با یک بار عبور به ۱۸ میلیمتر میرساند.
هر چه عمیقتر، در محدودهی ۸۰ تا ۱۵۰ وات CO2 هستید. سطوح وات را به طور مفصل در راهنمای ما مقایسه کنید. نحوه انتخاب وات لیزر برای علامت گذاری، حکاکی و برشو حس خوبی پیدا کنید تفاوت دستگاههای علامتگذاری لیزری 20 و 30 واتی برای معمای علامتگذاری در مقابل حکاکی.
📐 نکته مهندسی - ایمنی کلاس ۱
وجود برچسب «محصول لیزری کلاس ۱» را مطابق با ... تأیید کنید. ANSI Z136.1 (ایالات متحده) یا IEC-60825 1 (بینالمللی). طبق راهنمایی EHS دانشگاه ویسکانسین، یک برشدهنده لیزری کلاس ۱، برشی است که محفظه آن از قرار گرفتن انسان در معرض پرتو در حین کار عادی جلوگیری میکند. حکاکیکنندههای دیودی با قاب باز (اغلب کلاس ۴ در داخل مسیر پرتو) نیاز به عینک اختصاصی و یک منطقه کاری قفلشده دارند - که به طور قابل توجهی هزینه عملیاتی و پیچیدگی را افزایش میدهد. فهرست استانداردهای خطرات لیزر OSHA و راهنمای برش لیزری MIT EHS هر دو، کلاس ۱ ضمیمه را به عنوان پیشفرض عملی برای کاربردهای غیرتحقیقاتی در نظر میگیرند.
مقایسه لیزر CO2، دیود و فیبر برای چوب
سوال «کدام نوع لیزر برای چوب بهترین است» دیگر یک سوال کلیشهای نیست. تا حدود سال ۲۰۲۲، CO2 بهترین پاسخ برای هر کار جدی روی چوب بود. نسل جدید دیودهای محصور ۴۰ واتی که در سالهای ۲۰۲۳-۲۰۲۴ دیده شد، این موضوع را حداقل برای ضخامتهای زیر ۱۸ میلیمتر صادق کرد.
در اینجا نحوهی قرارگیری این سه نوع چوب روی چوب امروزی آورده شده است:
| صفت | CO2 | دیود | فیبر |
|---|---|---|---|
| طول موج | 10.6 میکرومتر | ۴۵۰ نانومتر (آبی) | 1064 نانومتر |
| حداکثر برش چوب (تک مرحلهای) | ۱۸ میلیمتر در ۵۵ وات؛ ۲۵ میلیمتر+ در ۱۰۰ وات | ۶ میلیمتر در ۴۰ وات؛ ۱۵ میلیمتر چندگذره | توصیه نمیشود |
| جزئیات حکاکی | خوب - لکه 0.10-0.18 میلیمتر | عالی - نقطه 0.06-0.08 میلیمتر | روی چوب ناسازگار است |
| عمر لوله/منبع (معمولی) | ۲۰۰۰ تا ۱۰۰۰۰ ساعت (لوله شیشهای) | ۱۰،۰۰۰+ ساعت (حالت جامد) | 100,000،XNUMX+ ساعت |
| قیمت پایه (سهماهه اول ۲۰۲۶، دلار آمریکا) | ۲۰۰ تا ۱۵۰۰ دلار (۵ تا ۴۰ وات) | ۲۰۰ تا ۱۵۰۰ دلار (۵ تا ۴۰ وات) | $ 3,000- $ 8,000 |
| بهترین گزینه برای چوب | تولید، جنس ضخیم | سرگرمی، SMB، جزئیات دقیق | از چوب اجتناب کنید |
افسانهی همیشگی مبنی بر اینکه «لیزرهای دیودی واقعاً نمیتوانند چوب را برش دهند» ریشههای آن به دستگاههای اولیه قاب باز ۵ تا ۱۰ واتی برمیگردد. انجمنهای r/lasercutting در ردیت نشان میدهند که افراد حرفهای بهطور معمول چوب سخت ۶ میلیمتری را با دیودهای ۴۰ واتی در یک مسیر و ۱۵ میلیمتری را در چند مسیر برش میدهند - با لبههای تمیزتر نسبت به سیستمهای CO2 سطح پایین معادل به دلیل اندازه نقطه برش کوچکتر. مزیت CO2 اکنون عمدتاً در بالای ۱۸ میلیمتر و در توان عملیاتی صنعتی وجود دارد.
برای آشنایی بیشتر با فناوریهای مربوطه، به [مطالب بیشتر] مراجعه کنید. انواع نور لیزر و کاربردهای آنها و لیزر فیبر در مقابل لیزر CO2.
سوزاندن چوب (پیروگرافی) در مقابل حکاکی لیزری - کدام یک برنده میشود؟
پیروگرافی از یک نوک فلزی گرم شده استفاده میکند که مستقیماً روی چوب فشرده میشود. این روش بسیار کندتر است، همیشه در دست است و ظاهری دستساز را حفظ میکند که مصرفکنندگان حاضرند مبلغ قابل توجهی را برای آن در فروشگاههای صنایع دستی بپردازند. حکاکی لیزری بین ۵۰ تا ۲۰۰ برابر سریعتر است، میتواند به طور معمول و به طور یکسان بین تیراژهای تولید تکرار شود و میتواند جزئیات را ۱۰ برابر دقیقتر انجام دهد.
سازش هوشمندانه: پیروگرافی بر اصالت هنری و آثار منحصر به فرد غالب است، حکاکی لیزری بر هر حجم و تمام کارهای لوگو و هر پروژهای با جزئیات واقعگرایانه عکس پیروز است.
بهترین چوبها برای حکاکی لیزری — تخته سه لا، ام دی اف و چوبهای سخت (از جمله افرا)
راهنمای خریداران، تمام چوبهای «خوب» را فهرست میکند - اما این فقط نیمی از جواب است. همان گونه ذکر شده میتواند روی یک قطعه، حکاکی ترد و روی قطعه دیگر، زغال ملایمی ایجاد کند، زیرا سه عامل مهمتر از برچسب روی جعبه هستند.
💡 مثلث تطابق چوب و لیزر: تراکم × رزین × ضخامت
بیشتر راهنماهای خرید لیستی از چوبهای «خوب» را به شما ارائه میدهند - اما همان گونههای ذکر شده میتوانند حکاکی واضحی روی یک قطعه و حکاکی دودی روی قطعه دیگر ایجاد کنند. سه متغیر نتایج را با اطمینان بیشتری نسبت به نام گونه روی جعبه پیشبینی میکنند:
- حداقل چگالی (g/cm3). حکاکیهای با چگالی کمتر (0.30-0.50) برای حکاکیهای تمیز در سطوح قدرت پایین (محدوده 10-30) مطلوب هستند؛ حکاکیهای با چگالی بیشتر (0.65-0.90) به قدرت بیشتری در هر بار عبور نیاز دارند و از قبل علائم سوختگی نسبتاً تیرهتری ایجاد میکنند.
- میزان رزین. چوبهای کم رزین (ابیتوود، توسکا) چه در سطوح رزین بالا و چه در سطوح رزین پایین، به طور یکنواخت طرحدار میشوند؛ چوبهای پر رزین (کاج، سرو، بلوط تازه) چه در سطوح رزین بالا و چه در سطوح رزین پایین، طرحدار شدن نسبتاً ناهموارتری دارند و تمایل به ایجاد لکه روی لنزها دارند.
- ضخامت. برای کارهای هنری و برشهای چند مرحلهای، در محدوده ضخامت برش تک مرحلهای اعلام شده توسط سازنده بمانید، اما هرگز برای حکاکی سطحی (سطوح عمق سیستماتیک متناقض خواهند بود) این کار را انجام ندهید.
بهترین چوبهای سخت (افرا، گیلاس، گردو، بلوط، توسکا)
چوبهای سخت با رگههای ثابت (افرا، گیلاس، گردو، توسکا) تمیزترین آثار هنری را حکاکی میکنند. افرا (با چگالی حدود ۰.۶۵ گرم بر سانتیمتر مربع) و توسکا (با چگالی حدود ۰.۴۹ گرم بر سانتیمتر مربع) به دلیل فاصله مساوی و کنتراست بالای رگهها، معمولاً برای جزئیات ظریف ترجیح داده میشوند. حکاکیهای گردو به زیبایی برش داده میشوند، اما چگالی و سطح تانن بالاتر آنها باعث ایجاد لکههای سوختگی سنگینتر میشود، در حالی که گیلاس در وسط قرار دارد. توزیع رگههای منحنی بلوط باعث میشود خطوط ریز ناهموار باشند و انتخاب مناسبی برای چوبهای مبتدی نباشند.
تخته سه لا - توس، کاج، بامبو
تخته سه لا به اندازه کافی همه کاره است که به عنوان ماده اصلی تابلو انتخاب شود زیرا ساختار چند لایه متقاطع آن تاب برداشتن را کاهش میدهد و برشهای تمیزی ایجاد میکند. تخته سه لا توس بالتیک در بین متخصصان مورد علاقه است - ضخامت ثابت، حفرههای کم لایه متقاطع، پاسخ دقیق به لیزر. تخته سه لا کاج هزینه کمتری دارد اما حفرههای بزرگ رزین منجر به سایه سوختگی غیرقابل پیشبینی میشود. تخته سه لا بامبو به دلیل چگالی سنگینتر، تیرهتر میسوزد و برای ظروف آشپزخانه مجلل استفاده میشود. با این حال، چگالی بالاتر آنها نیز به قدرت بیشتری برای حکاکی نیاز دارد و منجر به لکههای سوختگی تیرهتر میشود. اختصاصی ما تخته سه لا برش لیزری این راهنما، اطلاعات عمیقتری در مورد کار با تخته سهلا ارائه میدهد.
ام دی اف - حکاکی مداوم، بخارات چسبنده
ام دی اف (تخته فیبر با چگالی متوسط) به دلیل نداشتن رگه، قابل پیشبینیترین ماده برای واکنش لیزر است - حکاکی در سراسر سطح یکنواخت است. متأسفانه، چسب اوره-فرمالدئید آن، بخارات رزینی چسبندهای ایجاد میکند که روی فیلترهای استخراج بخار متراکم میشوند و آنها را زودتر از موعد مسدود میکنند. حتی متخصصانی که از دستههای ام دی اف استفاده میکنند، پیشفیلترهای قربانی اضافه میکنند. برای بررسی عمیقتر ما به طور خاص روی ام دی اف، به بخش فرعی مراجعه کنید. برش لیزری ام دی اف.
جنگلهایی که باید از آنها اجتناب کرد (یا با احتیاط به آنها نزدیک شد)
- الوارهای شیمیایی شده. هنگام سوختن بخار آرسنیک آزاد میکنند. با این ماده لیزر نکنید.
- کاج و سرو (بهویژه تازه): تجمع رزین روی این مواد منجر به سوختگیهای ناهموار و آلودگی لنز میشود.
- پانلهای «چوبی» با روکش وینیل و روکش PVC: گاز کلرید هیدروژن (عامل خورنده برای اجزای فلزی دستگاه و سرطانزا) آزاد میکنند.
- چوبهای سخت غیربومی روغنی (ساج، چوب رز): به طور ناهموار میسوزند؛ ممکن است در برخی گونهها باعث تحریک تنفسی شود.
برای سازگاری گستردهتر مواد فراتر از سوهانهای چوبی، به ... مراجعه کنید. تمام مواد مناسب برای برش لیزری.
چه نوع چوبی برای حکاکی لیزری مناسب است؟
فهرست کوتاه فاقد صلاحیت: چوب باس، تخته سه لا از توس بالتیک، توسکا و افرا، چهار مادهای هستند که بیشترین برش را در بین مصارف تفریحی و حرفهای دارند. همه آنها سه ویژگی زیر را دارند: چگالی متوسط (0.40-0.65 گرم بر سانتیمتر مربع)، محتوای رزین کم، رگههای با فاصله مساوی. یک بررسی سیستماتیک در سال 2024 در مورد عوامل حکاکی لیزری در چوب سخت نشان داد که یکنواختی رگه و چگالی، پیشبینیکننده بسیار بهتری برای دقت حکاکی نسبت به تعیین گونه به تنهایی است. اگر در حکاکی تازهکار هستید، چوب باس یا تخته سه لا از توس بالتیک درجه لیزری را از یک خردهفروش متمرکز بر صنایع دستی خریداری کنید - استانداردسازی ابعادی، زمان راهاندازی بیشتری را نسبت به اختلاف قیمت 30 تا 50 درصدی برای شما صرفهجویی میکند.
تنظیماتی که واقعاً کار میکنند - قدرت، سرعت، نرمافزار

هیچ تنظیم «صحیحی» برای حکاکی روی چوب وجود ندارد، زیرا قدرت، سرعت و فوکوس با هر دستگاه، لنز و دسته چوب در تعامل هستند. آنچه در ادامه میآید، یک جدول مقدماتی بر اساس مستندات سازندگان و گزارشهای متخصصان است - شما باید قبل از اجرای کارهای تولیدی، دستگاه خود را کالیبره کنید.
| کلاس ماشین | حکاکی سطحی (چوب باس) | حکاکی سطحی (افرا) | تخته سه لا 3 میلی متری را برش دهید |
|---|---|---|---|
| دیود ۴۰ وات | ۸۰٪ / ۳۰ میلیمتر بر ثانیه / ۱ پاس | ۸۰٪ / ۳۰ میلیمتر بر ثانیه / ۱ پاس | ۱۰۰٪ / ۲۰۰ میلیمتر بر ثانیه / ۲ پاس |
| دیود ۴۰ وات | ۸۰٪ / ۳۰ میلیمتر بر ثانیه / ۱ پاس | ۸۰٪ / ۳۰ میلیمتر بر ثانیه / ۱ پاس | ۱۰۰٪ / ۲۰۰ میلیمتر بر ثانیه / ۲ پاس |
| دیود ۴۰ وات | ۸۰٪ / ۳۰ میلیمتر بر ثانیه / ۱ پاس | ۸۰٪ / ۳۰ میلیمتر بر ثانیه / ۱ پاس | ۸۰٪ / ۳۰ میلیمتر بر ثانیه / ۱ پاس |
| ۵۵–۶۰ وات CO2 | ۸۰٪ / ۳۰ میلیمتر بر ثانیه / ۱ پاس | ۸۰٪ / ۳۰ میلیمتر بر ثانیه / ۱ پاس | ۸۰٪ / ۳۰ میلیمتر بر ثانیه / ۱ پاس |
تنظیمات، نقاط شروع هستند - هر دستگاه، سن لنز، دسته چوب، بهینه را تغییر میدهد. همیشه قبل از شروع تولید، یک شبکه آزمایشی کوچک اجرا کنید.
دو گزینه نرمافزاری بر حکاکی چوب تسلط دارند: LightBurn پولی (با هزینه مجوز حدود ۶۰ تا ۱۲۰ دلار، تقریباً از هر دستگاهی پشتیبانی میکند) و laserGRBL (رایگان، متنباز، فقط برای دستگاههای کنترلکننده GRBL). LightBurn استاندارد عملی ایدهآلی برای استفاده SMB/prosumer است. الگوریتمهای لرزش تصویر آن حکاکیهای عکس فوقالعاده برتری روی چوب ارائه میدهند. LaserGRBL برای کارهای برداری و کارهای ساده شطرنجی در دستگاههای دیود سطح مبتدی مناسب است.
بیشتر دستگاههای نیمهحرفهایِ بسته با نرمافزار طراحی مخصوص به خود فروخته میشوند؛ انتخاب بین استفاده از برنامه و محصول اصلی سازنده یا تغییر به LightBurn عموماً به این بستگی دارد که آیا به دنبال ویژگیهای پیشرفتهتر تبدیل تصویر به حکاکی هستید یا خیر.
📐 نکته مهندسی - کمک هوایی اختیاری نیست
کمک هوا. اعمال جریان هوای فشرده به ناحیه برش که دود و مواد پرتاب شده را از لنز و قطعه کار دور میکند. عدم وجود کمک هوا باعث میشود دود روی سطح چوب متراکم شود (لکه زرد)، لنز را بخار کند (از فوکوس خارج شود) و ناخالصیها به صورت لکههای سوختگی روی آن جمع شوند.
برای حکاکی سطحی روی چوبهای روشن، اضافه کردن تنها ۳-۵psi در انتهای نازل میتواند کنتراست را به میزان قابل توجهی افزایش دهد. برای برش، محدوده معمول شما ۲۰-۳۰psi است. اگر دستگاه شما بدون کمک هوا ارسال میشود، یک پمپ آکواریوم ارزان و یک خط پنوماتیک با قطر کوچک، یک سرمایهگذاری ۳۰ دلاری است.
تکنیکهای کنترل عمق و تیرهسازی

دو سوال در انجمنهای پشتیبانی چوب مطرح است. چگونه میتوانم حکاکی را «تیرهتر» کنم؟
چگونه از ظاهر شدن «علائم سوختگی» تیره روی صفحه جلوگیری کنم؟
ایجاد سرعت پایینتر همراه با قدرت بیشتر با یک احتیاط همراه است. اگر کسی خیلی پیش برود، متخصصان در ردیت و جوامع تخصصی نجاری مجموعهای از تکنیکهایی را پیدا میکنند که در کتابچههای راهنمای تجاری اصلی ذکر نشدهاند. در اینجا رویکردهایی که بر شهادت متخصصان غالب است، آورده شده است.
پنج روش برای تیره کردن حکاکیهای چوبی
- محلول بوراکس یا جوش شیرین. بوراکس را با آب مخلوط کنید (تقریباً به نسبت ۱:۱۰)، روی چوب اسپری کنید یا بمالید، بگذارید کاملاً خشک شود، سپس حکاکی کنید. باقیمانده قلیایی با چوب گرم شده واکنش نشان میدهد و یک علامت کربنیزه شده به طور قابل توجهی تیرهتر ایجاد میکند. متخصصان برش لیزری/r به طور مداوم بهبود کنتراست چشمگیر را روی چوبهای سخت با رنگ روشن گزارش میدهند.
- لیزر را از فوکوس خارج کنید. قطعه کار را با فاصله ۱.۵ تا ۳ میلیمتر، یک لنز ۲ اینچی، آویزان کنید (یا هد را رها کنید). آسیب دیده کلمه اشتباهی است؛ پرتو از فوکوس خارج شده به جای اینکه ماده را بسوزاند، آن را میسوزاند و بنابراین رنگی تیرهتر و با درخشش کمتر به جا میگذارد. این میتواند جلوهای مطلوب باشد.
- نوار محافظ روی پوشش G.. اگر هنوز به اندازه کافی تیره نیست، تمام سطح را با نوار انتقال (نوعی که برای برش اشکال برچسب هنگام طراحی با وینیل استفاده میشود) بپوشانید، سپس طرح را حکاکی کنید. چسب با لیزر ترکیب میشود تا یک علامت متضاد تیرهتر ایجاد کند و نوار از نشستن دود روی بقیه چوب جلوگیری میکند. پس از حکاکی آن را بردارید.
- لایه رویی را بسوزانید (مخصوص تخته سه لا). روی تخته سه لا از جنس توس بالتیک، یک پاس اول عمدی با قدرت بسیار کم اجرا کنید تا روکش رویی بسوزد - پاس دوم به لایه چسب نمایان شده، با نشانهای از سیاهی مطلق، کربنیزه میشود. انجمن گزارش میدهد که این روش بالاترین کنتراست را برای تخته سه لا دارد، اگرچه کنترل دقیق عمق لازم است.
- پر کردن با رنگ (تکنیک با کنتراست بالا). چوب را با پوشش شفاف بپوشانید، ماسک بزنید، عمیقاً حکاکی کنید (در صورت لزوم چندین بار)، به آرامی رنگ را داخل فرورفتگی اسپری کنید، سپس ماسک را جدا کنید. رنگ، فضای خالی حکاکی شده را با جوایز و علائم با کنتراست بالا و تقریباً بینقص پر میکند.
چگونه از ایجاد لکه سوختگی هنگام حکاکی لیزری روی چوب جلوگیری کنیم؟
لکههای سوختگی و حلقههای زغال در اطراف ناحیه حکاکی شده به سه دلیل ایجاد میشوند: جمع شدن دود روی چوب اطراف، گرمای تابش لیزر و پختن سطح، و ماندن بیش از حد لیزر روی یک نقطه. پنج راهکار برای کاهش این مشکل به صورت ترکیبی عمل میکنند: (1) کمک هوا با فشار کافی برای دور کردن فوری دود، (2) زیرلایه برش لانه زنبوری برای حذف گرمای تابشی از زیر، (3) چسباندن نوار چسب روی ناحیه حکاکی شده برای جذب دود و باقی گذاشتن باقیمانده آن، (4) سرعت بالاتر با قدرت کمتر در صورت تحمل چوب، و (5) پاک کردن مرطوب سطح قبل از حکاکی برای خنک کردن آن. این راهکارها به تنهایی مشکل چوبهای متراکم را حل نمیکنند - اکثر مردم از سه یا چهار راهکار به صورت ترکیبی برای چوبهای گیلاس، گردو و غنی از رزین استفاده میکنند.
📐 نکته مهندسی — کنترل عمق
برای عمق کنترلشده و ثابت در حکاکی ظریف، به جای تغییر قدرت، پاسها را با قدرت و سرعت یکسان تغییر دهید. هر پاس مقدار مشابهی عمق اضافه میکند (تقریباً 0.05-0.15 میلیمتر با استفاده از دیود 40 وات روی چوب سخت، به طور متوسط) و نتایج را ثابت و ایمن میکند. قدرت متغیر، عمق و ویژگی را با هم تغییر میدهد و اصلاح آن را دشوارتر میکند.
آمادهسازی و پردازش نهایی چوب - سنباده، رنگآمیزی، درزگیری

کارهایی که قبل و بعد از روشن شدن لیزر انجام میشود، اغلب از خود حکاکی مهمتر است. سه سوال مطرح میشود: آیا ابتدا باید چوب را سنباده زد، چه زمانی رنگآمیزی در روند کار انجام میشود و چگونه میتوان نتیجه را برای کاربردهای فضای باز یا سخت، آببندی کرد.
آیا قبل از حکاکی لیزری باید چوب را سنباده بزنم؟
اگر سطح چوب صاف یا ناهموار نیست یا اگر چوب شما پرداختی دارد که منجر به عمق ناهموار میشود، قبل از حکاکی، چوب را سنباده بزنید. برای مرحله نهایی از سنباده ۲۲۰ استفاده کنید. سنبادههای درشتتر باعث ایجاد شیارهای ریز میشوند که در کارهای ظریف به صورت نواری شدن قابل مشاهده هستند. قبل از قرار دادن روی تخت برش، با یک پارچه مخصوص سنباده یا پنبه مرطوب آن را پاک کنید - گرد و غبار شل ممکن است توسط گرمای لیزر به محل حکاکی جذب شود و باعث ایجاد نواحی کوچک سوخته شود که در کار نهایی به لکه تبدیل میشوند. سنباده زدن پس از حکاکی به ندرت منطقی است - ناحیه حکاکی شده فرورفته است و هرگونه سنباده زدن آن را صاف میکند یا جزئیات را از بین میبرد.
قبل یا بعد از حکاکی رنگآمیزی کنیم؟
اول رنگآمیزی، دوم حکاکی. یک سطح تیره رنگآمیزی شده حداکثر کنتراست را با چوب تازه و روشنی که توسط لیزر نمایان میشود، ایجاد میکند. دو نکته احتیاطی برای این ترتیب: رنگ باید قبل از حکاکی کاملاً خشک شود (حداقل ۲۴ تا ۴۸ ساعت!) - نباید لکه خیس در محیط یا لکههای زغالی ظاهر شود - و با استفاده از رنگهای آب یا روغن به جای لاک یا پلی اورتان، از تشکیل هرگونه بخار سمی هنگام برش لیزری جلوگیری کنید. انتخاب تخته سه لا از قبل رنگآمیزی شده و آماده لیزر از فروشگاههای لوازم هنری بسیار زیاد است.
آب بندی چوب حکاکی شده
برای استفاده در فضای داخلی، یک پلیاتیلن شفاف و پایه آب (روکش مات یا ساتن) تضادهای حکاکی شده را بدون زرد شدن حفظ میکند. لاکها میتوانند سطوح براقتری ایجاد کنند، اما ممکن است در حکاکیهای عمیق جمع شوند. برای تابلوهای فضای باز، دو لایه پلیاتیلن یا اورتان اسپار گرید دریایی برای محافظت در برابر آسیب UV و آب اعمال کنید - 2-3 سال قبل از اینکه چوب زیر روکش به اندازه کافی تیره شود تا تضاد حکاکی را کاهش دهد، پیشبینی کنید.
برای وسایلی که با غذا در تماس هستند (تختههای برش، ظروف)، از روغن معدنی یا موم زنبور عسل که برای مواد غذایی مناسب است، استفاده کنید - آنها کاملاً آببندی نمیشوند، اما به غذا نفوذ نمیکنند.
✔ چک لیست قبل از حکاکی
- چوب از نظر ابعادی پایدار است (بدون تاب برداشتن، ترک خوردن یا گره خوردن در ناحیه حکاکی)
- سطح تا سنباده ۲۲۰ سنباده زده شده و گرد و غبار آن پاک شده است
- لکه (در صورت وجود) 24 تا 48 ساعت کاملاً خشک میشود
- کمک هوایی تأیید شده است که جریان دارد
- تخت لانه زنبوری در جای خود قرار دارد
- شبکه آزمایشی روی یک قطعه از همان دسته اجرا میشود
کاربردهای حکاکی لیزری چوب - از دکور تا تولید
حکاکی لیزری چوب یکی از معدود سرمایهگذاریهای ثابتی است که در مصارف سرگرمی، خردهفروشی و صنعتی سودآور خواهد بود - نیازی به تغییر دستگاه نیست. انتخاب کلاس لیزر و وات باید با هدف مورد نظر مطابقت داشته باشد - یک CO2 100 واتی برای هدایای عروسی یک پیشنهاد بازنده است، یک دیود قاب باز 10 واتی برای تابلوهای تولیدی یک اتلاف وقت است.
| کاربرد | مقیاس معمولی | دستگاه توصیه شده |
|---|---|---|
| هدایای شخصیسازیشده (جاکلیدی، زیرلیوانی، پلاک) | ۱۰۰ تا ۵۰۰۰ واحد در ماه | دیود محصور ۲۰ تا ۴۰ وات |
| تابلوها و جوایز سفارشی | ۱۰۰ تا ۵۰۰۰ واحد در ماه | دیود محصور ۴۰ وات یا CO2 با توان ۴۰ تا ۶۰ وات |
| وسایل آشپزخانه (تخته برش، ظروف) | ۱۰۰ تا ۵۰۰۰ واحد در ماه | ۴۰ تا ۶۰ وات CO2 با اتصال چرخشی |
| مدلهای معماری، نمونههای اولیه | صفحات بزرگتر مبتنی بر پروژه | ۶۰ تا ۱۰۰ وات CO2، بستر بزرگ |
| علامتگذاری قطعات تولیدی (شماره شناسایی/سریال) | ۲۸۰+ واحد در روز | دیود محصور شده ۴۰ وات + + اتوماسیون |
| دکوراسیون عروسی، شخصیسازی رویداد | موجودی متنوع و مبتنی بر پروژه | دیود محصور ۲۰ تا ۴۰ وات |
آیا حکاکی لیزری چوب در سال 2026 یک کسب و کار سودآور است؟
بله، با در نظر گرفتن برخی ملاحظات. تحلیلگران صنعت پیشبینی میکنند که بازار حکاکی لیزری چوب تا سال ۲۰۳۳ با نرخ رشد مرکب سالانه ۷.۸ درصد رشد کند و به طور خاص، بازار خدمات حکاکی لیزری ایالات متحده با نرخ رشد مرکب سالانه ۱۲.۱ درصد پیشبینی میشود - تقاضای خدمات از فروش تجهیزات پیشی میگیرد. این نکته در انجمنهای متخصصان خود را نشان میدهد: بخش هدایای شخصیسازیشده سطح مبتدی در Etsy و eBay اشباع شده است و فروشندگان غیرمتمایز حاشیه سود فشردهای را گزارش میدهند.
مدلهای قابل اجرا در سال ۲۰۲۶ حول سه الگوی اصلی جمع میشوند - B2B محلی (تابلوها، جوایز، املاک و مستغلات، مهماننوازی)، خطوط تولید تخصصی (وسایل آشپزخانه ممتاز، مدلهای معماری، کارهای شخصیسازیشده خاص که از کشف الگوریتمی جان سالم به در میبرند) و پیمانکاری فرعی تولید برای طراحان و برندهای کوچک. علاقهمندانی که میخواهند «دستگاه را فقط در Etsy به دست آورند» با شیب تندتری نسبت به سال ۲۰۲۲ مواجه هستند. برای نگاهی عمیقتر به جنبه سرمایهگذاری تجهیزات در این تصمیم، به آیا خرید دستگاه حکاکی لیزری ارزشش را دارد؟.
به دنبال یک دستگاه حکاکی لیزری چوب برای تولید یا کار دستهای هستید؟
UDTECH حکاکیهای لیزری CO2 و دیودی محصور شدهای را برای تولید چوب میسازد - مشخصات، زمان تحویل و قیمتگذاری را برای درخواست خود درخواست کنید.
چشمانداز صنعت ۲۰۲۶ - مسیر حکاکی لیزری چوب
با ورود به سال 2026، سه نیرو در حال تغییر حکاکی لیزری چوب هستند: جهش عملکرد لیزر دیود که سیستمهای کلاس 1 محصور 40 واتی را به جریان اصلی کارهای چوبی وارد کرد، اقتصاد شخصیسازی که همچنان به تقاضای SMB دامن میزند، و افزایش انتظارات پیرامون محفظههای ایمنی، زیرا دانشگاهها و فضاهای کاری اشتراکی فقط بر روی کلاس 1 استانداردسازی میشوند.
دو نکته کاربردی برای خریداران در سال ۲۰۲۶:
- ردیف دیود ۴۰ واتیِ محصور، اکنون به عنوان پیشفرض جدید SMBها در نظر گرفته شده است. اگر برای تابلو، جوایز یا شخصیسازی هر حجمی کمتر از تولید روزانه خرید میکنید، انتخاب دیود اکنون با تمام سیستمهای CO2 قبلی در اکثر معیارها و با نصف هزینه، رقابت میکند یا از آنها پیشی میگیرد. بودجه CO2 خود را برای قطعات ضخیمتر (>۱۸ میلیمتر) و کارهای با حجم بالاتر ذخیره کنید.
- صرف نظر از رده قیمتی، کلاس ۱ بسته را خریداری کنید. راهنمایی EHS دانشگاه از MIT, دانشگاه فلوریدا و کارنگی ملون تمام استانداردهای مربوط به فضای مشترک در کلاس ۱ محصور - این الزام در حال حاضر در حال ورود به قراردادهای بیمه تجاری و اجاره نیز هست. حق بیمه محفظه کلاس ۱ از «دو برابر قیمت» در طول سال ۲۰۲۰ به چیزی نزدیک به ۲۰ تا ۳۰ درصد در سال ۲۰۲۶ کاهش یافته است، و هزینههای سربار عینک و قفل داخلی را به طور کلی حذف کرده است.
سوالات متداول

س: آیا میتوان چوب را با لیزر حکاکی کرد؟
مشاهده پاسخ
س: آیا میتوان چوب رنگآمیزی شده را با لیزر حکاکی کرد؟
مشاهده پاسخ
س: آیا بهتر است چوب را قبل یا بعد از حکاکی لیزری رنگآمیزی کنیم؟
مشاهده پاسخ
س: دستگاه برش لیزری چوب را تا چه ضخامتی میتواند برش دهد؟
مشاهده پاسخ
س: چوب برای حکاکی لیزری را از کجا بخریم؟
مشاهده پاسخ
س: سوزاندن چوب در مقابل حکاکی لیزری - کدام بهتر است؟
مشاهده پاسخ
مقالات مرتبط
منابع و مراجع
- ایمنی برش لیزری — دانشگاه ویسکانسین محیط زیست، بهداشت و ایمنی
- خطرات لیزر - استانداردها — اداره ایمنی و بهداشت شغلی
- لیزرها: شیوههای کار ایمن (PDF) — اورگان OSHA
- دستورالعمل EHS — ایمنی برش لیزری (PDF) — دانشگاه کارنگی ملون
- راهنمای برش/حکاکی لیزری (PDF) — دانشگاه فلوریدا EHS
- راهنمای ایمنی برش لیزری (PDF) — محیط زیست، بهداشت و ایمنی MIT
- روندها و پیشبینیهای بازار دستگاههای حکاکی لیزری ۲۰۲۶-۲۰۳۳ — بینشهای منسجم بازار
درباره این راهنمای حکاکی لیزری چوب
این راهنما، ردههای قیمتگذاری حکاکی لیزری چوب ۲۰۲۶، دادههای عملکرد کلاس دستگاه و تکنیکهای متخصصان (از جمله روشهای بوراکس، دیفوکوس و تیرهسازی لایه بالایی با سوزاندن) را که توسط انجمنها تهیه شدهاند، ترکیب میکند - و با راهنماییهای ایمنی کلاس ۱ از برنامههای EHS دانشگاههای ایالات متحده تأیید شده است. در مواردی که تکنیکها به جای استانداردهای منتشر شده، به گزارشهای متخصصان متکی هستند، نام آن منبع در متن ذکر شده است. توسط تیم مهندسی UDTECH برای دقت فنی در سیستمهای دیود و CO2 بررسی شده است.



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


