



Înțelegerea tăierii EDM
Procesul de prelucrare prin electroeroziune (EDM) pentru tăierea implică îndepărtarea materialului de la o piesă de prelucrat folosind scântei electrice. Electroeroziunea cu fir folosește o pastă fină, sârmă încărcată electric pentru a tăia materiale conductive cu o precizie extremă. Deoarece firul nu intră în contact cu piesa de prelucrat, posibilitatea de solicitare mecanică sau deformare este redusă la minimum. Pentru generarea de forme complexe, detalii minunate și toleranțe strânse, își găsește aplicații largi în industria aerospațială, auto și în industria de fabricație a dispozitivelor medicale.
Ce este prelucrarea cu descărcare electrică?
EDM utilizează descărcări electrice sau scântei în scopuri de prelucrare de pe o piesă de lucru conductivă, fără a stabili niciun contact fizic. Și-a găsit aplicații deosebite în prelucrarea metalelor dure și a materialelor dificil de prelucrat folosind metode tradiționale. EDM creează o scânteie electrică intensă între electrod și piesa de lucru, care stinge orice cantitate de descărcare. Această descărcare, la rândul ei, generează suficientă căldură pentru a vaporiza sau topi o cantitate mică de material.
Beneficii cheie ale EDM:
- Permite producătorilor să formeze geometrii complexe cu toleranțe excelente
- Produce finisaje netede ale suprafețelor
- Funcționează eficient cu metale dure și materiale dificil de prelucrat
- Niciun contact fizic nu reduce stresul mecanic
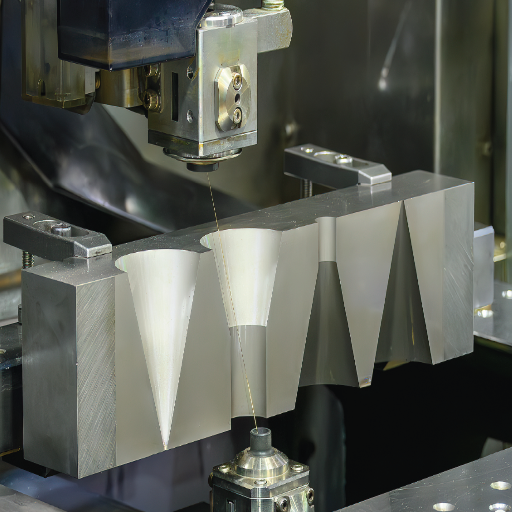
Prezentare generală a procesului de electroeroziune cu fir
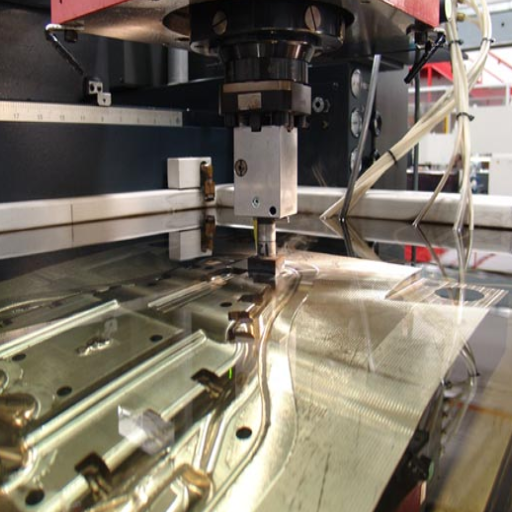
Prelucrarea prin electroeroziune cu sârmă este o operațiune de fabricație de precizie în care un fir subțire este încărcat electric pentru a tăia un material conductiv. Piesa de prelucrat este imersată într-un fluid dielectric, care servește dublului scop de agent de răcire și izolator. Curentul electric este apoi trimis prin fir pentru a produce o serie de descărcări electrice rapide. Aceste descărcări erodează materialul de-a lungul liniei de tăiere dorite, permițând crearea de forme complexe și complicate cu o precizie remarcabilă.
Electroeroziunea cu fir este potrivită pentru producerea de componente cu toleranțe strânse, caracteristici delicate și finisaje de suprafață deosebite. Tehnologii de ultimă generație, cum ar fi sistemele de control automat și materialele îmbunătățite pentru sârmă, au fost introduse pentru a îmbunătăți și mai mult electroeroziunea cu fir, făcând-o și mai rapidă, mai precisă și mai eficientă.
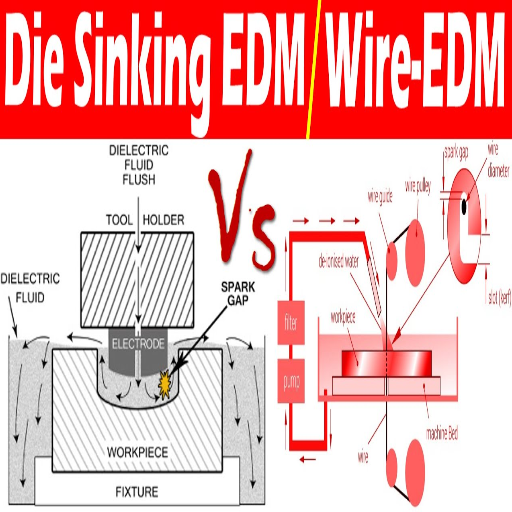
Tipuri de electroeroziune: cu fir vs. cu percuție
Cele două tipuri principale de EDM sunt EDM cu sârmă (folosește un fir subțire pentru tăiere) și EDM cu percuție (folosește un electrod pentru modelare).
| Parametru | Sârmă EDM | Sinker EDM |
|---|---|---|
| Instrument | Sârmă subțire | Electrod modelat |
| Material | conductive | conductive |
| Precizie | Înalt | Moderat |
| Aplicatii | Tăiere | Conturarea |
| Complexitate | Tăieturi complicate | Cavități complexe |
| Finisarea de suprafață | Smooth | Variază |
| Costat | Superior | Coborâți |
| Configurarea | simplu | Complex |
| Viteză | Mai lent | Mai rapid |
| Folosire | Prototipurilor | Matrițe/Matrițe |
Aplicații ale electroeroziunii electroerozionale în diverse industrii
Datorită preciziei ridicate obținute la materiale dure, tăierea prin electroeroziune a devenit o opțiune populară în multe industrii:
- Industria aerospațială: Pentru fabricarea de componente complexe cu toleranțe excelente, inclusiv pale de turbină și piese de motor
- Medical: Pentru instrumente chirurgicale și implanturi foarte delicate și precise
- Fabricarea sculelor și matrițelor: EDM este utilizată pentru matrițe, ștanțe și scule exacte pentru producția de masă
- Automotive: Folosit pentru fabricarea de piese complexe, cum ar fi componentele motorului și mecanismele de transmisie
- Electronică: Asistență în producerea de piese minuscule pentru dispozitive electronice și conectori
Utilizări ale electroerozării cu fir în industria auto
Prelucrarea prin electroeroziune cu fir (EDM cu fir) joacă un rol crucial în fabricația de precizie a componentelor auto, în special atunci când se lucrează cu piese care necesită toleranțe extrem de strânse și finisaje detaliate. Datorită dezvoltărilor auto futuriste, cum ar fi motoarele mai mici, mai ușoare și mai eficiente, piesele trebuie să se mențină în toleranțe strânse.
Principalele aplicații auto includ:
- Duze injectoare de combustibil
- Scaune supape motor
- Angrenaje de transmisie
- Conectori de baterie pentru vehicule electrice și hibride
- Structuri ușoare pentru eficiență energetică
Aplicații aerospațiale ale tăierii EDM
Odată cu producerea de componente de înaltă precizie din materiale dificil de prelucrat, tehnologia EDM joacă un rol vital în industria aerospațială. Domeniul aerospațial necesită toleranțe strânse, geometrii complexe și materiale care rezistă la condiții dure de funcționare.
Aplicații aerospațiale critice:
- Fabricarea palelor turbinei: EDM oferă prelucrarea palelor de turbină cu canale de răcire și contururi ultrafine pentru motoarele cu reacție
- Reducerea greutății componentelor: Prelucrarea EDM susține reducerea greutății prin prelucrarea metalelor ușoare precum superaliajele pe bază de titan sau nichel
- Elemente de fixare aerospațiale: Produce o precizie superlativă în elementele de fixare, realizând potriviri precise care contribuie la integritatea structurală
- Prelucrarea materialelor compozite: Tăierea prin electroeroziune se efectuează pe materiale compozite fără a provoca deteriorări precum bavuri sau zone afectate termic.
- Componente ale sistemului de alimentare cu combustibil de precizie: Creează micro-găuri și geometrii complexe cu precizie ridicată pentru un flux optimizat de combustibil
Fabricarea de dispozitive medicale cu EDM
Prelucrarea prin electroeroziune (EDM) a reprezentat un avantaj pentru fabricarea dispozitivelor medicale datorită preciziei și consecvenței sale de neegalat. Lumea medicală solicită standarde de siguranță extrem de ridicate, biocompatibilitate și precizie la scară micro în dispozitive precum instrumentele chirurgicale, implanturile și echipamentele de diagnostic.
Aplicații medicale:
- Instrumente chirurgicale cu geometrii complexe
- Implanturi biocompatibile din titan și oțel inoxidabil
- Instrumente de intubație și microace
- Componente ale echipamentelor de diagnosticare
Limitări și provocări ale tăierii prin electroeroziune

Limitări cheie
- Constrângeri materiale: Procesul EDM este limitat la lucrul cu materiale conductive. Nu poate funcționa cu materiale neconductoare, cum ar fi unele materiale ceramice și materiale plastice.
- Viteză redusă pentru tăieturi mari: Acest proces poate dura mult timp pentru tăieturi mari sau adânci, ceea ce poate duce la pierderi de productivitate.
- Consum mare de energie: Consumul semnificativ de energie electrică duce la creșterea costurilor operaționale
- Considerații privind finisarea suprafeței: Se poate obține o precizie fină, dar finisajul impecabil al suprafeței elementelor complexe poate necesita post-procesare.
- Uzura sculei: Electrozii EDM suferă modificări morfologice în timpul prelucrării, necesitând înlocuiri frecvente
Considerații privind costurile pentru mașinile de electroeroziune
Atunci când se investește într-o mașină EDM, trebuie luați în considerare mai mulți factori de cost:
- Costul inițial de achiziție: Mașinile EDM variază de la 50,000 USD până la mult peste 200,000 USD, în funcție de model, dimensiune și capacitate.
- Întreținere și reparații: Piesele de schimb, reparațiile și programele de întreținere contribuie la cheltuieli curente substanțiale
- Consumul de energie: Necesarul continuu de energie electrică contribuie la costuri operaționale mai mari
- Costuri electrozi: Materialele consumabile scumpe, precum grafitul sau cuprul, necesită înlocuire frecventă
- Formare și muncă: Sunt necesari tehnicieni calificați, ceea ce crește costurile cu personalul și instruirea
Compararea tăierii prin electroeroziune cu alte metode de prelucrare
Timpi de procesare comparativ cu alte metode
Timpii de procesare EDM sunt în general mai lenți decât metodele tradiționale, cum ar fi frezarea, dar oferă o precizie de neegalat pentru modele complexe și materiale dure.
| Parametru | EDM | frezare | Măcinare |
|---|---|---|---|
| Viteză | Mai lent | Mai rapid | Moderat |
| Precizie | Înalt | Moderat | Înalt |
| Material | Dur/Conductor | Moale / tare | Greu |
| Timp de configurare | Mai lung | Mai scurte | Moderat |
| Costat | Superior | Coborâți | Moderat |
| Aplicatii | Desene complexe | Îndepărtarea în vrac | Finisaj |
| Uzura sculei | Scăzut | Înalt | Moderat |
| Finisarea de suprafață | Smooth | Variază | Smooth |
| Volum | Scăzut | Înalt | Moderat |
| Utilizarea energiei | Înalt | Moderat | Moderat |
EDM cu fir vs. tăiere cu laser
Electroeroziunea cu fir oferă o precizie de neegalat pentru materialele conductive, în timp ce tăierea cu laser este mai rapidă și versatilă pentru o gamă largă de materiale.
| Parametru | Sârmă EDM | Tăiere cu laser |
|---|---|---|
| Precizie | Ultra-înalt (0.0001″) | Ridicat (0.001″) |
| Viteză | Mai lent | Mai rapid |
| Material | Metale conductoare | Metale, materiale plastice, lemn |
| Grosime | Până la 12 ″ | Până la 0.25 ″ |
| Calitate margine | Mai aspru | Smooth |
| Aplicatii | Desene complexe | Productie in masa |
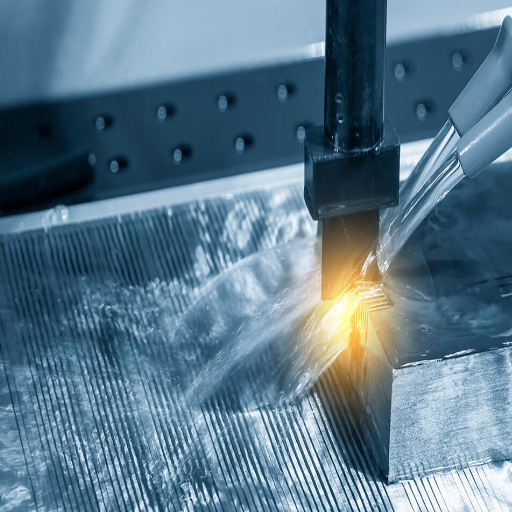
Tăiere cu jet de apă vs. electroeroziune cu fir
| Parametru | Sârmă EDM | Tăiere cu jet de apă |
|---|---|---|
| Precizie | Ultra-înalt (0.0001″) | Moderat (0.003″) |
| Viteză | Mai lent | Mai rapid |
| Material | Numai conductiv | Aproape orice material |
| Grosime | Până la 12 ″ | Până la 3 ″ |
| Afectat de căldură | Da | Nici unul |
| Aplicatii | Desene complexe | Productie in masa |
Frezarea CNC și diferențele sale față de EDM
Frezarea CNC și prelucrarea prin electroeroziune sunt două procese distincte de fabricație, fiecare cu avantaje adaptate cerințelor specifice ale proiectului. Frezarea CNC implică extragerea materialului folosind scule așchietoare rotative, ceea ce o face extrem de eficientă pentru producția rapidă din diverse materiale, inclusiv metal, plastic și lemn.
EDM erodează piesele de prelucrat prin descărcări electrice și excelează la prelucrarea materialelor dure, cum ar fi carbura de tungsten sau oțelurile călite. EDM este preferată atunci când sunt implicate toleranțe extrem de strânse sau când trebuie tăiate forme complicate pe care sculele de frezare nu le pot realiza.
Ultimele tendințe și progrese tehnologice
Dezvoltările recente în domeniul tăierii prin electroeroziune s-au concentrat pe precizie, eficiență și sustenabilitate. Printre tendințele cheie se numără:
Automatizare în mașinile de electroeroziune
Automatizarea EDM se află în avangarda proceselor de fabricație de precizie. Fuziunea dintre robotică, învățarea automată avansată și IoT a permis sistemelor EDM să devină entități autonome cu intervenție umană minimă.
Capacitățile automatizate includ:
- Optimizarea traseului sculei
- Gestionarea electrozilor
- Monitorizare în timp real a performanței
- Întreținere predictivă
- Diagnosticare bazată pe inteligență artificială
Sisteme hibride în prelucrarea prin electroeroziune
Sistemele hibride EDM combină tehnicile tradiționale de electroeroziune cu tehnologii moderne, inclusiv CNC și control adaptiv. Aceste sisteme sunt concepute pentru o precizie sporită, un timp de procesare redus și o gamă extinsă de materiale.
Eficiență energetică îmbunătățită în electroeroziune cu fir
Conservarea energiei în sistemele EDM cu fir a devenit crucială pentru obiectivele de fabricație sustenabilă. Ultimele evoluții evidențiază:
- Sisteme inteligente de alimentare cu energie
- Metode de recuperare a energiei
- Generatoare de impulsuri eficiente energetic
- Parametri de tăiere optimizați
- Tensiune și consum de curent reduse în gol
Întrebări frecvente (FAQ)
Surse de referință
-
Studiul tăierii prin electroeroziune a carburii de siliciu monocristaline
-
Analiza și controlul sârmei pentru tăiere EDM de precizie
-
Prelucrare prin electroeroziune (EDM) de ultimă generație
-
Măsurare la scară micro și modelare FEM a tensiunilor reziduale în aliajul de aluminiu AA6082-T6 generate prin tăiere EDM cu fir






