




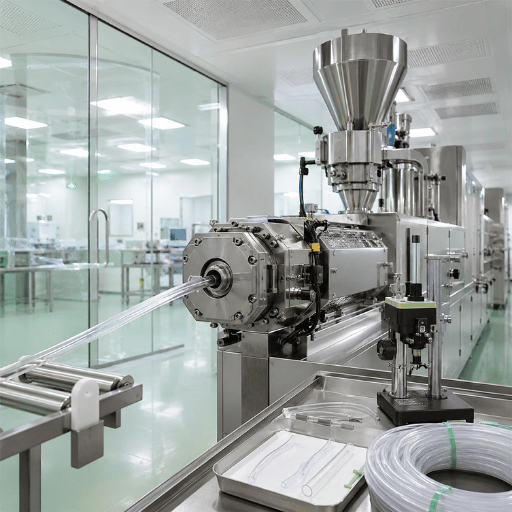
Un extruder de calitate medicală este o mașină de extrudare construită, echipată și operată pentru a procesa polimeri biocompatibili în tuburi, catetere și profile relevante din punct de vedere medical. Dincolo de simpla mașinărie, calitatea medicală înseamnă construirea cu materiale rezistente la coroziune într-o cameră curată, asigurând trasabilitatea lotului de materiale și integrând un proces dovedit și monitorizat. Acest articol vă ghidează prin aceste patru elemente esențiale: extrudere medicale vs. extrudere de uz general (cu un singur șnec vs. cu două șnecuri, compatibilitate cu polimerii), o prezentare generală a procesului de extrudare, cerințele de conformitate FDA și ISO pentru camerele curate și sfaturi pentru achiziționarea unui sistem.
Un extruder de calitate medicală, capabil să creeze tuburi și componente de calitate pentru dispozitive medicale, diferă de echipamentele generale de producție a plasticului prin faptul că funcționează sub patru constrângeri distincte: utilizarea pieselor umede din oțel inoxidabil sau necorozive, utilizarea unui... ISO 14644 cameră curată, utilizarea de rășini biocompatibile și trasabile și un proces monitorizat și validat care atinge o toleranță la perete de până la ±0.0005 inch (13 µm). Extruderele cu un singur șnec sunt potrivite pentru majoritatea aplicațiilor de tuburi medicale, în timp ce mașinile cu două șnecuri corotative sunt de obicei preferate pentru aplicații de compoundare și farmaceutice cu topire la cald.
Specificații rapide: Extrudare de grad medical, prezentare generală
| Tipuri comune de mașini | Șurub simplu (tubulatură); șurub dublu corotativ (compounding, HME) |
| Raportul tipic L/D al șurubului | 24:1–30:1 (single); 20:1–40:1 (twin) |
| Materiale comune | PVC medical, Pebax, poliuretan/TPU, silicon, PEEK, nailon 11/12 |
| Toleranță realizabilă la perete | ±1% tipic; microalezaj ±5 µm; microcateter ±0.0005″ |
| Clasa camerei curate | ISO 14644 Clasa 7 sau Clasa 8 |
| Standarde cheie | FDA 21 CFR 820 / QMSR, ISO 13485:2016, USP Clasa a VI-a / ISO 10993 |
- „Calitate medicală” nu se referă la un material, ci la întregul sistem de procesare, respectând standardul de calitate medicală cu 4 piloni.
- A extruder cu două șuruburi nu este în mod inerent superior pentru toate aplicațiile medicale; șuruburile simple sunt ideale pentru majoritatea tuburilor, iar șuruburile duble sunt mai bune pentru compoundare și extrudare prin topire la cald.
- Pentru majoritatea proceselor de tubulatură, precizia peretelui se obține de obicei cu o pompă cu angrenaje pentru topitură cu precizie de 0.01%, nu în principal prin șurubul în sine.
- Regulamentul FDA privind sistemul de management al calității este programat să includă ISO 13485:2016 în temeiul 21 CFR Partea 820 în vigoare la 2 februarie 2026.
Ce face ca un extruder să fie „de calitate medicală”?

Un extruder de calitate medicală nu este definit de mașină în mod izolat, ci mai degrabă de patru condiții sincronizate pe care trebuie să le îndeplinească. Este o concepție greșită des întâlnită că o structură din oțel inoxidabil califică automat o mașină drept de calitate medicală; construcția din oțel inoxidabil este doar un element. Mai degrabă, „grad medical” descrie o configurație completă de producție capabilă să documenteze cu precizie ce a fost fabricat, cum a fost fabricat și din ce materiale au fost utilizate. Consolidăm aceste cerințe în ceea ce numim Standardul de Calitate Medicală cu 4 Piloni.
| Stâlp | Ce înseamnă | Cerință tipică |
|---|---|---|
| 1. Construcția de mașini | Părți umezite care nu vor contamina topitura; fără generare de electricitate statică sau praf | Șuruburi și cilindri din oțel inoxidabil / rezistente la coroziune; acționări fără perii; suprafețe ușor de curățat |
| 2. Mediu de cameră curată | Număr controlat de particule din aer în jurul liniei | ISO 14644 Clasa 7 sau 8 |
| 3. Trasabilitatea materialelor | Rășină biocompatibilă cu istoricul lotului documentat | Materiale USP Clasa VI / ISO 10993; înregistrări lot și certificat |
| 4. Validarea procesului | Proces documentat, repetabil și monitorizat | IQ/OQ/PQ, SPC, sistem de calitate ISO 13485 |
Achiziționarea de echipamente de calitate medicală necesită luarea în considerare a fiecăruia dintre acești patru piloni ca opțiuni separate de investiție și operare. S-ar putea instala un extruder din oțel inoxidabil, dar totuși să nu treacă auditurile de reglementare dacă trasabilitatea lotului de rășini lipsește sau dacă un proces validat rulează pe echipamente care depun particule într-un spațiu neclasificat.
FDA Regulamentul Sistemului de Management al Calității, care va integra standardul ISO 13485:2016 în 21 CFR Partea 820 începând cu 2 februarie 2026, conectează aceste standarde în cadrul SUA. Prin urmare, atunci când un furnizor susține că utilajele sale sunt „de calitate medicală”, întrebarea cheie pe care trebuie să o pun este: „Pe care dintre acești patru piloni îl acoperă în mod specific acest utilaj și care sunt responsabilitățile pe care trebuie să le gestionez în continuare?”
Șnec simplu vs. șnec dublu: Alegerea tipului de extruder
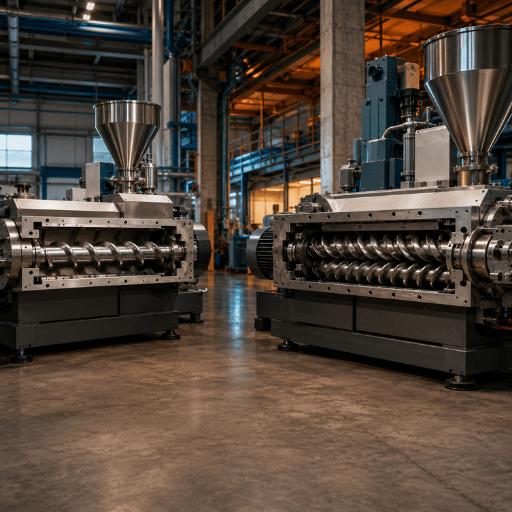
Mașină cu un singur șnec sau cu două șnecuri pentru uz medical? Atunci când faci saltul, instinctul este să cumperi un extruder cu două șnecuri ca fiind opțiunea „mai bună”, mai scumpă și de top. Pentru majoritatea aplicațiilor medicale, acest lucru este greșit: un extruder cu un singur șnec este de obicei mai potrivit pentru tuburi medicale, deoarece implică în principal topirea și transportul lin al unui polimer. Acest lucru poate fi realizat mult mai economic cu un singur șnec și cu un efort semnificativ mai mic de validare. Mașinile cu două șnecuri își câștigă locul în etapele de procesare cu amestecare intensivă, cum ar fi amestecarea, amestecarea topiturilor (compounding), dezvoltarea amestecurilor, eliberarea de gaze și extrudarea topiturilor la cald în domeniul farmaceutic. Alegerea greșită este costisitoare în ambele cazuri: rularea unui amestec sensibil la forfecare pe un singur șnec riști să amesteci prost și să obții loturi în afara specificațiilor, în timp ce forțarea tubulaturii simple pe o linie cu două șnecuri irosește capital și adaugă săptămâni de muncă de validare unui program de producție medicală.
„Nu există așa ceva ca un șurub «de uz general». Pentru liniile de producție a tuburilor medicale, este adesea judicios să existe o bibliotecă de șuruburi care se potrivesc tuturor materialelor utilizate și să se introducă schimbarea șuruburilor ca procedură standard la fiecare schimbare de material.”
| Factor | Un singur șurub | Șurub dublu co-rotativ |
|---|---|---|
| Loc de muncă principal | Topire + transport un polimer | Amestecați, compuneți, devolatilizați |
| L/D tipic | 24: 1-30: 1 | 20:1–40:1 (HME ~30:1) |
| Amestecare / forfecare | Scăzut–moderat (ușor) | Înalt, configurabil |
| Cost și complexitate relative | Coborâți | Superior |
| Cel mai bun pentru | Tuburi cu un/mai multe lumene, manșoane pentru catetere | Compounding, masterbatch, HME farmaceutic |
Ce este un extruder cu șnec dublu corotativ?
Extruderele cu două șnecuri corotative acționează simultan două șnecuri interpenetrante, care oferă un comportament de curgere bun spre foarte bun, combinat cu un grad extrem de ridicat de topire omogenă și, prin urmare, un control stabil al temperaturii prin acțiunea de angrenare pentru procese precum amestecarea, amestecarea, developarea topiturii, eliberarea gazelor sau extrudarea topiturii la cald în cadrul unei configurații integrate a mașinii. Acestea reprezintă „starea tehnicii” în special pentru aplicații cu amestecuri complexe sau materiale foarte sensibile la forfecare. Pentru prelucrarea tuburilor pur medicale, este util să se utilizeze... extruder cu un singur șurubs. O scară de dezvoltare și/sau producție extruder de laborator în ambele variante servește ca bază pentru verificarea procesului înainte de extindere.
Materiale de calitate medicală și potrivirea mașinii cu polimerul
Selecția materialelor formează baza pentru toate celelalte decizii privind extruderul, cum ar fi configurația șnecului, materialele pentru șnec și cilindru, designul cilindrului, controlul temperaturii și sistemele de alimentare și uscare. Polimerii termoplastici tipici procesați includ TPU, silicon, Pebax (polieter bloc amidă), nailon 11 și 12, PET și materiale de înaltă performanță, cum ar fi PEEK, în timp ce PVC-ul domină în continuare tuburile medicale. Fiecare polimer are o anumită fereastră de topire pe care extruderul trebuie să o mențină.
| Material | Clasă | Notă de procesare | Implicația mașinii |
|---|---|---|---|
| PVC medical | Flexibilitate în materie de mărfuri | Topire ~100–210°C; HCl peste ~120°C; se degradează ~230°C | Barieră/șurub de amestecare, control strict al temperaturii |
| TPU / poliuretan | elastomerului | Higroscopic; sensibil la reversie | Pre-uscare; rate de tragere mai mici |
| Pebax (PEBA) | elastomerului | Higroscopic; gamă largă de moduli de încovoiere | Uscător + alimentare etanșată; potrivit pentru consum mare de aer |
| silicon | elastomerului | Adesea vindecat în aval; furaje diferite | Dedicat extruder de silicon configurarea |
| Nailon 11 / 12 | Inginerie | Higroscopic; toleranță ridicată la tragere în jos | Pre-uscare; potrivit pentru microbore/multi-lumen |
| PET / poliester | Inginerie | Tub higroscopic cu balon cu pereți subțiri | Pre-uscare; control termic precis |
| Policarbonat (PC) | Inginerie | Clar, rigid; sensibil la umiditate | Pre-uscare; conectori și conectori Luer |
| ARUNCA O PRIVIRE | Performanta ridicata | Temperatură ridicată (~700°F / 371°C) | Butoi și scule pentru temperaturi înalte |
| FEP / fluoropolimer | Fluoropolimer | Produși corozivi de degradare a HF | Șurub Hastelloy; căptușeală cilindrică din aliaj de nichel |
| PTFE | Fluoropolimer | Extrudare pastă, nu topire | Linie dedicată pentru pastă; nu este un șnec standard pentru topire |
Pre-uscarea materialelor hidroscopice (de exemplu, TPU, PET, nailon 11/12) este absolut necesară, deoarece în cazul polimerilor higroscopici netratați se formează abur în topitură, care poate forma bule, pungi de aer sau zone vulnerabile ale peretelui. Prelucrarea fluoropolimerilor corozivi, cum ar fi FEP, este posibilă doar prin menținerea conținutului de fier din suprafețele umede sub aproximativ 1% și utilizarea de aliaje speciale pentru șuruburi și cilindri, precum și pentru căptușeala șuruburilor și a țevilor. În timpul degradării lor termice, se pot forma produse de descompunere extrem de corozive, inclusiv HF, care ar coroda oțelul convențional pentru scule, iar această selecție trebuie făcută la selecția mașinii, nu ulterior.
Pentru produsele flexibile din PVC, în mod specific, este nevoie de un mașină de extrudare PVC medicală cu un șurub de barieră promovează reducerea gelului necesară pentru claritate, în timp ce elastomerii termoplastici funcționează pe o Extruder TPE configurație reglată pentru temperaturile lor mai scăzute de procesare.
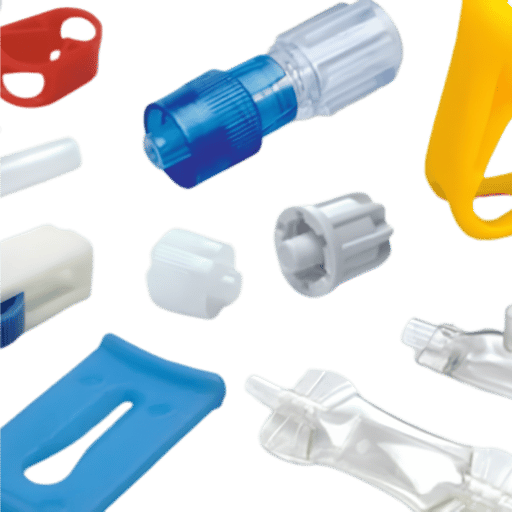
Ce produc extruderele de calitate medicală
Extrudarea tubulaturii medicale produce mult mai mult decât un simplu tub rotund. Cunoașterea familiei de produse este importantă, deoarece alegerea construcției greșite este o greșeală costisitoare: specificarea unui design cu un singur lumen atunci când un cateter are nevoie de fapt de trei lumeni înseamnă reechiparea matriței și revalidarea procesului, ceea ce reprezintă adesea o întârziere de 6-8 săptămâni pentru un program de dispozitive medicale. Adaptați matrița, sculele și comenzile mașinii la produs înainte de a tăia metalul.
- Tub cu lumen unic (așa cum este produs, de exemplu, pentru utilizare intravenoasă sau prin cateter urinar).
- Tub cu lumeni multipli (cu lumeni multipli în interiorul unui perete, realizat de obicei folosind instrumente externe și presiune a aerului controlată per lumen sau mandat); un astfel de tub este de obicei utilizat ca tub de cateter.
- Co-extrudare și tubulatură multistrat, inclusiv benzi radioopace, coextrudate dintr-un al doilea extruder pentru vizibilitate cu raze X.
- Tub cu proeminențe și conice, cu perete sau diametru variabil pe lungime, pentru tijele cateterului.
- Profile și forme speciale, tuburi de pipetă, tuburi de biuretă, mantale pentru hipotuburi și tuburi pentru pompe peristaltice.
Ce este extrudarea multi-lumen?
Extrudarea multi-lumen formează un singur tub cu două sau mai multe canale interne care se întind pe întreaga lungime. Fiecare lumen are propria sa funcție - livrarea fluidului, o cale de ghidare a firului sau umflare - așa că fiecare trebuie să își mențină propria secțiune transversală. Forma este controlată cu o matriță cu cap transversal plus fie fire de mandren pentru formarea găurilor, îndepărtate după răcire, fie presiunea aerului reglată individual, alimentată în fiecare lumen. Este una dintre cele mai solicitante sarcini de extrudare, motiv pentru care activitatea de brevetare în jurul lumenului multi-lumen și... scule de tuburi vasculare cu pereți subțiri rămâne activ.
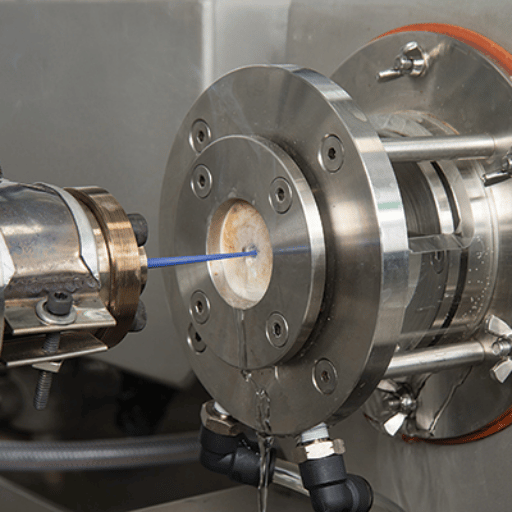
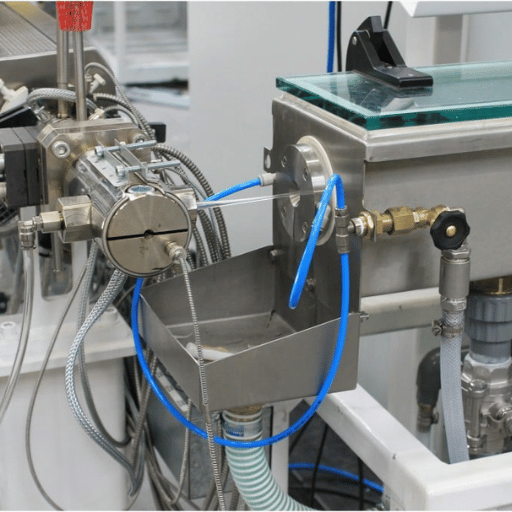
În interiorul liniei: Procesul de extrudare medicală pas cu pas

Un extruder de grad medical este o singură mașină dintr-o linie de extrudare a țevilor coordonată. Toleranța se obține sau se pierde în cinci etape – le cartografiem aici ca Harta Liniei de Extrudare Medicală în 5 Etape. Partea contraintuitivă: elementul de precizie nu este de obicei șurubul, ci pompa cu angrenaje de topire care dozează polimerul la matriță.
- Alimentare și uscare, rășina este uscată (pentru polimeri higroscopici) și alimentată în condiții controlate.
- Extruder și pompă cu angrenaje, șnecul topește și transportă; o pompă cu angrenaje de precizie pentru topire dozează apoi polimerul în matriță, menținând viteza la aproximativ 0.01% și variația debitului masic sub 1%.
- Matriță și scule, sculele aerodinamice din oțel inoxidabil modelează tubul; matrițele cu cap în cruce adaugă lumeni, fire sau straturi coextrudate.
- Dimensionare și răcire în vid, un rezervor de dimensionare în vid fixează diametrul exterior în timp ce tubul se răcește într-o baie de apă.
- Măsurarea, extragerea și tăierea, manometrele laser și cu ultrasunete alimentează o buclă închisă care ajustează presiunea tractorului și a aerului; un cabestan de extragere (pentru tub sub 2 mm) menține tensiunea înainte de tăiere sau bobinare.
Cât de strâns poate rezista? O toleranță dimensională tipică este de ±1%, ceea ce pentru un diametru intern de 1.6 mm corespunde la aproximativ ±10 µm - aproximativ o șapte parte din diametrul de 75 µm al unui fir de păr uman, conform Materiale plastice medicale și biomaterialeLucrările cu microcalibre și multi-lumen ajung la ±5 µm, iar microcateterele pentru uz neurovascular pot necesita ±0.0005″ (aproximativ 13 µm). Închiderea buclei dintre micrometrul laser și pompa de tracțiune sau cu angrenaj este ceea ce face ca aceste numere să fie repetabile.
Un exemplu practic arată de ce este importantă măsurarea. Un procesor care rulează TPU cu pereți subțiri la o putere de 10 kg/h reduce toleranța de la ±0.08 mm la ±0.01 mm pe un tub cu diametrul interior de 1.0 mm și un perete de 0.225 mm. Numai acest lucru reduce consumul de materiale cu aproximativ 12.5% - la aproximativ 10,000 USD pe tonă pentru un compus medical, economia reprezintă bani reali pe schimb și provine din controlul procesului, nu dintr-un polimer diferit.
Extrudare la cald (HME) pentru produse farmaceutice
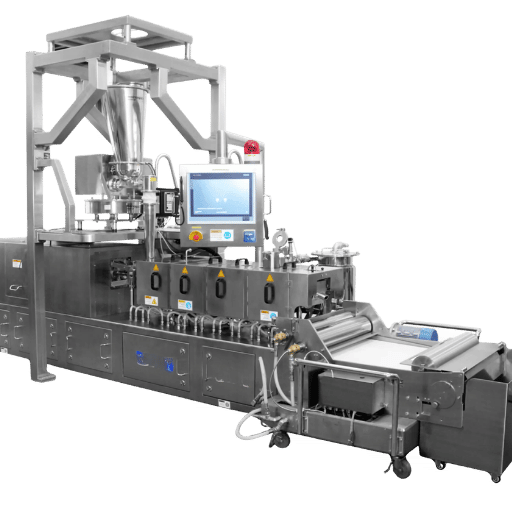
Extrudare prin topire la cald – este tipul de extrudare medicală în care plasticul produce medicamentul, nu dispozitivul. Folosim un extruder cu două șuruburi pentru a amesteca medicamentul și polimerul, topind cele două componente într-un singur solid.
Ce este extrudarea termofuzibilă în industria farmaceutică?
Extrudarea prin topire la cald (HME) este un proces într-o singură etapă în care un compus insolubil în medicament, dispersat într-un vehicul polimeric procesat prin topire, este convertit în formă amorfă pe măsură ce amestecul se solidifică, rezultând dispersia solidă amorfă (ASD) care îmbunătățește dizolvarea medicamentului. În această tehnică, se utilizează un extruder cu șnec dublu pentru a dispersa ingredientul activ slab solubil în polimerul topit și a transforma amestecul într-un ASD monolitic după solidificare. Articolele farmaceutice evaluate de colegi demonstrează extrudările de medicamente în laborator folosind echipamente cu șnec dublu (precum și o gamă de dimensiuni de extrudare experimentale, cum ar fi o mașină de 16 mm care funcționează cu un raport de aspect de 30:1 și o matriță de 0.8 mm) pentru a realiza ASD-uri.
Ca și cumpărător, diferența cheie de remarcat este că extrudarea HME farmaceutică și extrudarea tubulaturii medicale nu sunt realizate cu același tip de echipament. Primele necesită amestecarea configurației unui șnec dublu co-rotativ, temperaturi de procesare strict controlate pentru a preveni degradarea medicamentelor și adesea... extruder de laborator pentru dezvoltarea formulărilor. Principala provocare în HME este termică: dacă se menține topitura prea fierbinte sau prea mult timp, ingredientul activ se degradează, astfel încât procesul riscă să eșueze un lot dacă timpul de rezidență se modifică. În practică, formulatorii elimină riscul de a produce acest lucru prin rularea mai întâi a unei linii de laborator de 16 mm, apoi prin scalare. Pentru orice dezvoltare de produs medicamentos, cel mai bun punct de plecare este un centru dedicat. mașină de extrudare cu topire la cald, nu o linie de tubulatură.
Cameră curată, standarde și cerințe de calitate
Controalele camerei sterile și documentele de calitate sunt ceea ce verifică de fapt inspectorii.
Extrudarea medicală se efectuează de obicei într-un ISO 14644 Cameră curată clasa 7 sau clasa 8. În camerele curate medicale, cele 2 categorii diferă cu un ordin de mărime în ceea ce privește numărul admis de particule și schimbările de aer.
| Clasă | Particule maxime ≥0.5 µm pe m³ | Schimbări tipice de aer / oră |
|---|---|---|
| ISO Clasa 7 | ≤ 352,000 | 30-60 |
| ISO Clasa 8 | ≤ 3,520,000 | 10-25 |
În ceea ce privește aspectul sistemului de calitate, FDA a actualizat recent reglementările.
În urma actualizării FDA din 2 februarie 2026, noul QMSR integrează ISO 13485:2016 în 21 CFR Partea 820, permițând utilizarea consecventă a sistemelor de management al calității pentru toate operațiunile de fabricație a dispozitivelor medicale, inclusiv producția de medicamente și tuburi preparate. Chiar și dispozitivele, cum ar fi cele care conțin tuburi de sânge, sunt considerate de FDA articole complete în sine, prin urmare, supuse conformității QMSR în ceea ce privește producția, trasabilitatea și gestionarea înregistrărilor.
Materialele vin cu propriile garanții.
Înainte, industria considera orice plastic „de calitate medicală” ca fiind unul care îndeplinea criteriile de biocompatibilitate USP Clasa VI. În ultimii ani, standardele au evoluat; acum, materialele plastice medicale necesită un nivel mai ridicat de evaluare, iar industriile au început să adopte o abordare mai largă pentru evaluarea materialelor, care include testarea genotoxicității, alături de evaluările existente în conformitate cu ISO 10993. Această metodă mai amănunțită de evaluare și certificare a polimerilor de calitate medicală ajută la asigurarea siguranței implanturilor și a implanturilor, depășind limita Clasei VI.
- Sistem de calitate: ISO 13485:2016 prin intermediul FDA QMSR (21 CFR 820), aliniat cu GMP
- Mediu: cameră curată ISO 14644 clasa 7 sau 8
- Materiale: biocompatibilitate USP Clasa VI și/sau ISO 10993
- Proces: Validare IQ/OQ/PQ + înregistrări statistice de control al procesului
Cum să specificați și să cumpărați un extruder de calitate medicală
Înainte de a solicita o ofertă de preț de la un producător de utilaje, notați o listă de informații de care va avea nevoie pentru a proiecta o linie pentru o inspecție. Prea generic este de două ori inutil. Următoarea listă de verificare vă va ajuta să vă formulați solicitarea:
- Produs: tubulatură (cu un/mai multe lumenuri), profil sau compounding/HME?
- Polimer(i) și dacă o mașină trebuie să funcționeze cu mai multe
- Interval de diametre și interval de grosimi ale peretelui plus toleranță strictă (de exemplu, 5 mu? 10 mu?).
- Flux țintă (kg/oră) și număr de lumeni
- Tipul șurubului și diametrul L/D; metalurgie rezistentă la coroziune dacă se utilizează fluoropolimeri
- Aval: dimensionare în vid, măsurare cu laser/ultrasunete, pompă cu angrenaje, transport, tăietor/bobină
- Compatibilitate cu camerele sterile (controlul electricității statice/prafului, suprafețe ușor de curățat)
- Suport pentru validare: documentație IQ/OQ/PQ, înregistrare date/export trasabilitate
În ceea ce privește prețul: un buget realist depinde de variabilele menționate mai sus mult mai mult decât de un preț de listă. O linie de laborator de înaltă performanță, o linie de tubulatură cu un singur șurub și downstream și un sistem complet instrumentat pentru cameră curată cu lumeni multipli sunt destul de diferite - prețurile fluctuează în funcție de metalurgie, controale și domeniul de aplicare al validării. În loc de exagerări, solicitați furnizorilor o ofertă în funcție de o listă de verificare completă, cea mai bună modalitate de a compara mere cu mere. Confirmați metalurgia părților umede, pachetul de măsurare în buclă închisă și dacă documentația de validare este încorporată sau este un cost suplimentar - acestea influențează cel mai mult atât prețul, cât și pregătirea pentru audit.
Trimiteți lista de verificare completată la doi sau trei constructori și comparați-le elementele din linia de producție și de validare, în loc să faceți doar prețul extruderului. Comparați configurațiile mașinii de extrudare mai întâi, apoi discutați cu un inginer de extrudare despre toleranța dumneavoastră specifică și cerințele camerei sterile.
Perspective despre industrie: Ce anume determină cererea de extrudare medicală

De departe, cea mai puternică forță care va modela fabricarea dispozitivelor medicale până în 2026 este miniaturizarea, datorită adoptării tot mai mari a tehnicilor chirurgicale minim invazive și neurovasculare. Având în vedere că punctele de acces sunt din ce în ce mai mici, accesul chirurgical necesită dispozitive fabricate cu diametre externe mai mici, pereți mai subțiri și mai mulți lumeni per profil de tub, ceea ce duce la creșterea toleranței necesare și a măsurătorilor de precizie în procesul de extrudare - precum și la capacitatea de producție pentru a deservi piețe mai mari. Implicațiile asupra achiziției sunt clare: specificați acum pentru un calibru mai fin (măsurare cu ultrasunete plus laser), control în buclă închisă, deoarece prețul stabilit în 2026 și ulterior va avea, de obicei, pereți mai strânși decât ceea ce se vinde astăzi.
Un al doilea driver paralel este de reglementare. Cu Regulile FDA QMSR devenind aplicabile pe 2 februarie 2026, noile linii ar trebui construite cu trasabilitate și documentație aliniate la standardul ISO 13485 încă din prima zi, mai degrabă decât să fie modernizate ulterior. Zgomotul din industrie din întregul sector indică faptul că tubulatura medicală și atât dispozitivele multi-lumen, cât și micro-extrudarea se numără printre domeniile cu cea mai rapidă creștere. În timp ce multe rapoarte de piață se concentrează pe valoarea de piață estimată (de exemplu, o piață cu o singură cifră în dolari, de miliarde de dolari, care crește cu o singură cifră), direcția cumpărătorului constă mai mult în specificațiile echipamentelor decât în cifrele principale ale pieței. Riscul pentru cumpărătorii care amână este concret: o linie specificată pentru grosimea peretelui de astăzi se poate chinui să mențină ±5 µm pe tubulatura multi-lumen cu diametru exterior mai mic, pe care dispozitivele neurovasculare și cardiovasculare o solicită din ce în ce mai mult, alături de interesul tot mai mare pentru polimerii bioresorbabili, ceea ce vă obligă să reechipați în decurs de un an.
Întrebări frecvente
Care sunt cele 4 tipuri de extrudare?
Vezi răspunsul
Există PVC de calitate medicală?
Vezi răspunsul
Cât costă un extruder de calitate medicală?
Vezi răspunsul
Poate fi folosit un extruder standard din plastic pentru tuburi medicale?
Vezi răspunsul
Ce materiale poate procesa un extruder de grad medical?
Vezi răspunsul
Aveți nevoie de o cameră sterilă pentru extrudare medicală?
Vezi răspunsul
UDTECH construiește extrudere cu un singur șnec, cu două șnecuri și de laborator pentru aplicații medicale și farmaceutice. Împărtășiți-ne cerințele dumneavoastră privind polimerii, toleranța și camera curată, iar noi vom specifica o linie de producție în funcție de acestea.
Despre acest ghid
UDTECH produce o gamă completă de mașini de extrudare cu un singur șnec, cu două șnecuri și de laborator, special concepute pentru aplicații medicale și farmaceutice. „Atunci când un client ne oferă o specificație – de la materia primă, la parametrii de extrudare, până la cerințele de ambalare sau de cameră curată – oferim o soluție și putem valida procesul, dacă este necesar”, spune specialistul medical UDTECH, Ken Finke. „Pur și simplu spuneți-ne care sunt nevoile dumneavoastră, de la cel mai mic detaliu până la cea mai dificilă specificație a materialului, iar noi vom elabora o specificație adecvată pe baza acestor nevoi. Aceasta este cea mai bună și singura cale de a obține o comparație corectă atunci când căutați următoarea linie de extrudare.”
Referințe și surse
- Regulamentul Sistemului de Management al Calității (QMSR)US Food and Drug Administration
- 21 CFR Partea 820, Regulamentul privind sistemul de management al calitățiiCodul electronic al reglementărilor federale din SUA
- Realizarea extrudării precise a tuburilor pentru aplicații medicaleMateriale plastice medicale și biomateriale (MD+DI)
- Extrudare prin topire la cald: Dezvoltarea unei dispersii solide amorfeBiblioteca Națională de Medicină a SUA (PMC)
- Extrudere cu două șuruburi ca mixere continue pentru procesare termicăBiblioteca Națională de Medicină a SUA (PMC)
- Caracteristicile de extrudare ale tuburilor cu pereți subțiri pentru catetereBiblioteca Națională de Medicină a SUA (PMC)
- Farmacopea SUA, Clase de biocompatibilitate a materialelor plasticeStatele Unite ale Americii Farmacopeea
- ISO 14644-1 Camere sterile și medii controlate asociateOrganizația Internațională pentru Standardizare





