



![Ce este plasticul ABS - Proprietăți, utilizări și ghid de reciclare [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)
Plasticul ABS explicat: chimie, proprietăți, fabricație și reciclare
Ultima actualizare: mai 2026
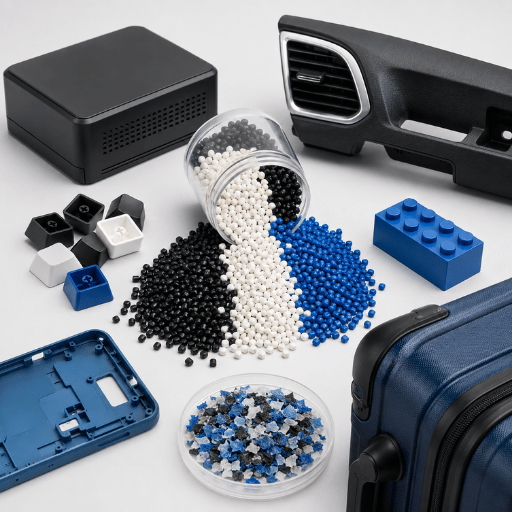
Dacă ați ținut vreodată în mână o cărămidă Lego, un panou de bord al unei mașini sau carcasa unui blender de bucătărie, ați atins deja plasticul ABS. Așadar, ce este mai exact plasticul ABS și de ce apare în atâtea locuri simultan? ABS - prescurtare de la acrilonitril butadien stiren - este un material termoplastic rezistent, modelabil, pe care inginerii îl utilizează atunci când o piesă trebuie să absoarbă impactul, să își mențină forma și să arate în continuare prezentabil pe un raft. Acest ghid prezintă chimia sa, cifrele de pe fișa sa tehnică, cum este fabricat și procesat, unde apare pe teren, cum se compară cu alte materiale plastice, cum arată profilul său de siguranță și încotro se îndreaptă povestea sa privind reciclarea în 2026 și ulterior.
Specificații rapide: Plastic ABS dintr-o privire
| Nume chimic | Acrilonitril butadien stiren (terpolimer) |
| Tip polimer | Termoplastic amorf pentru inginerie |
| Densitate | 1.04 – 1.06 g/cm³ |
| Rezistență la tracțiune | 30 – 50 MPa (tipic), până la 70 MPa pentru calitate superioară |
| Modulul de tracțiune | ~2,270 MPa (conform fișei tehnice ISO 527-2) |
| Tranziție vitroasă (Tg) | 105 – 108 °C (medie ~107 °C) |
| HDT (0.45 MPa) | 90 - 100 ° C |
| Temperatura de procesare | 200 – 250 °C (variază în funcție de grad) |
| Procese comune | Turnare prin injecție, extrudare, imprimare 3D FDM, termoformare |
Ce este plasticul ABS?
Plasticul ABS este un terpolimer termoplastic amorf cu o structură comună formată din trei monomeri diferiți - acrilonitril, butadienă și stiren. Proprietățile fizice distincte ale fiecărui monomer se combină într-un singur plastic care valorifică punctele forte ale fiecărei componente, anulând în același timp punctele slabe individuale. Acrilonitrilul contribuie la rezistență chimică și la temperaturi ridicate; butadiena contribuie la rezistență la impact; stirenul face polimerul rigid, rezistent la zgârieturi și ușor de procesat.
Acest lucru duce la un plastic ingineresc flexibil care poate fi turnat prin injecție, extrudat, turnat prin suflare, termoformat și imprimat 3D.
Partea „termoplastică” este importantă. Spre deosebire de materialele termorezistente, care se reticulează permanent după întărire, o piesă din ABS poate fi reîncălzită și remodelată în mod repetat. Această singură proprietate - retopibilitatea - este ceea ce face ca ABS-ul să fie reciclabil în principiu și ceea ce îl face economic să treacă prin linii de fabricație de volum mare. Pentru o imagine mai amplă asupra familiei din care face parte acest material, consultați prezentarea noastră generală a... termoplastice și cum se diferențiază de termosetante.
Uneori, ABS-ul este denumit polimer „bifazic” sau „călit cu cauciuc”. Odată ce această informație este cunoscută, ea răspunde la aproape orice întrebare pusă despre fișa tehnică - consultați secțiunea de fabricație de mai jos pentru detalii suplimentare.
Proprietățile acrilonitril butadien stirenului

Cifrele din Specificațiile rapide de mai sus provin de la agregatoare de fișe tehnice ale polimerilor, cum ar fi Prezentare generală a MatWeb despre acrilonitril butadien stiren și din fișele tehnice individuale ale claselor, conform metodelor de testare ISO 527-2 și ISO 11357-2. Numerele sunt grupate strâns în toate clasele: densitate 1.04 – 1.06 g/cm³, tranziție vitroasă 105 – 108 °C cu o medie de 107 °C și rezistență la tracțiune în jur de 46 MPa pentru clasele de uz general.
Ceea ce fișa tehnică nu surprinde este modul în care aceste cifre se traduc în comportamentul în condiții de laborator. Sub stres mecanic susținut, ABS-ul își păstrează forma - stabilitatea dimensională este unul dintre principalele sale atuuri - iar suprafața sa este suficient de netedă pentru a fi vopsită, lipită cu solvenți precum acetona sau lustruită fără operațiuni secundare. Rezistența la căldură, pe de altă parte, este moderată. O piesă din ABS va începe să se înmoaie peste punctul său de tranziție vitroasă, ceea ce înseamnă că atât tablourile de bord auto parcate la soarele de vară, cât și carcasele electronice așezate lângă o sursă de alimentare trebuie proiectate având în vedere temperatura de încălzire de 90-100 °C.
✔ Avantajele ABS-ului
- Rezistență ridicată la impact și tenacitate — 2 – 7 ft-lb/in crestat Izod tipic
- Rigiditate bună cu densitate redusă (1.04 – 1.06 g/cm³)
- Ușor de modelat, prelucrat mecanic și post-procesat; rezistă bine la vopsea și adezivi
- Izolator electric puternic — rigiditate dielectrică > 1,000 V pe pereți groși
- Eficient din punct de vedere al costurilor în comparație cu policarbonatul sau nailonul
- Reciclabil — poate fi topit și repeletat
⚠ Limitări ale ABS-ului
- Rezistență modestă la căldură — se înmoaie peste ~105 °C Tg
- Îngălbenire și fragilitate sub expunere susținută la UV
- Inflamabil fără aditivi ignifugi; emite fum la ardere
- Se dizolvă în solvenți puternici (acetonă, MEK, esteri)
- Își pierde rezistența la impact în medii reci (sub 0 °C)
- Expansiune termică mai mare decât materialele plastice cristaline — toleranțe strânse necesită atenție
Cum se fabrică plasticul ABS: Polimerizarea în pelete

Acest material nu este un singur lanț polimeric - este de fapt un amestec, iar înțelegerea acestui fapt deblochează aproape tot ce există în fișa sa tehnică.
Cum se face materialul ABS?
Două procese industriale domină producția de ABS - polimerizarea în emulsie și polimerizarea în masă continuă. În cadrul căii de emulsie, stiren-acrilonitril (SAN) se grefează pe particule de polibutadienă deja formate prin polimerizarea butadienei, iar copolimerul grefat este apoi amestecat cu rășina SAN gazdă. În cadrul căii de masă continuă, cauciucul polibutadienic este dizolvat în amestecul de monomeri SAN, iar întregul sistem este polimerizat într-un reactor continuu.
Plastics Technology Online a raportat că ABS-ul cu masă continuă — utilizat în aplicații cu luciu ridicat sau claritate ridicată — este mai curat și mai puțin contaminat cu aditivi decât ABS-ul produs prin emulsie (fabrica Versalis din Mantua este un exemplu).
Ambele rute converg în acest punct: polimerul părăsește reactorul sub formă de topitură sau suspensie, este uscat și devolatilizat, apoi este introdus într-un extruder de compoundare unde se amestecă coloranți, inhibitori UV, ignifugi și modificatori de impact. Odată compoundată, topitura este peletizată, uscată și expediată către fabricanții de turnare. Dacă doriți să vedeți cum funcționează procesul de compoundare propriu-zis, consultați analiza noastră a... linie de extrudare pentru compoundarea grefelor utilizată în producția de ABS și articolul mai amplu despre Ce este extrudarea și cum funcționează.
📐 Notă de inginerie — Regula celor două faze
ABS-ul nu este un singur polimer. La microscopul electronic se observă două faze: o matrice SAN continuă, sticloasă (partea rigidă de stiren + acrilonitril) cu particule discrete de cauciuc polibutadienic dispersate în interiorul acesteia, de obicei cu diametrul de 0.1 – 1 µm și grefate pe matrice la interfață. Lucrări evaluate de colegi — inclusiv Imagistica 3D a particulelor de latex ABS realizată de PMC și un studiu ACS din 2025 privind morfologia particulelor ABS — confirmă această arhitectură bifazică. Regula celor două faze: ABS-ul își datorează rezistența acelei morfologii, nu chimiei sale. Când o undă de stres lovește o piesă, SAN-ul rigid absoarbe energia elastic, în timp ce particulele de cauciuc dispersate cavitează și opresc propagarea fisurilor. Schimbați dimensiunea particulelor de cauciuc sau raportul de grefare și modificați rezistența la impact - același truc care permite... compuși de cauciuc butadienic întărește totul, de la benzile de rulare ale anvelopelor până la panourile caroseriei.
Revizuit de echipa de ingineri UDTECH — producători de linii de extrudare pentru compoundare și reciclare.
Metode de fabricație a ABS: turnare prin injecție, extrudare și imprimare 3D
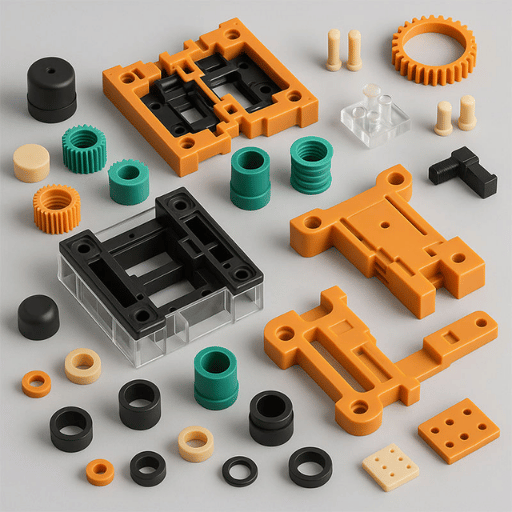
Când ABS-ul este peletizat, acesta poate fi apoi transformat în piese finite folosind șase procese diferite. Totul depinde de geometria, volumul și finisajul suprafeței cu care lucrați.
| Etape | Temperatura tipică de topire | Cel mai potrivit |
|---|---|---|
| Turnare prin injecție | 220 – 250 °C topire; 50 – 80 °C matriță | Piese complexe de volum mare (carcase, bare de protecție, borduri) |
| Extrudare tablă / profil | 200 – 240 °C topire | Tablă continuă, țeavă, panouri (material deformat în vid) |
| Imprimare 3D FDM | Duză 230 – 260 °C; pat 90 – 110 °C; se recomandă închiderea | Prototipuri, scule de volum redus |
| Termoformare | suprafață 160 – 180 °C | Tăvi, ambalaje, ornamente interioare auto |
| Matrișarea prin suflare | 200 – 230 °C topire | Piese goale, sticle, conducte |
De ce se folosește ABS-ul pentru turnarea prin injecție?
Turnarea prin injecție reprezintă cea mai mare parte din consumul de ABS - iar ABS-ul este materialul preferat pe liniile de turnare prin injecție din trei motive. În primul rând, curgerea sa la topire este tolerantă: ABS-ul umple pereții subțiri și detaliile fără contracții scurte și se solidifică cu o contracție redusă (în jur de 0.4 - 0.7%), astfel încât piesele turnate ating țintele dimensionale curat. În al doilea rând, suprafața se desprinde de pe sculă gata de utilizare - lucioasă, poate fi vopsită și lipită. În al treilea rând, ABS-ul gestionează bine textura și culoarea, motiv pentru care ornamentele auto vizibile sunt aproape întotdeauna turnate în ABS pur sau în amestec ABS/PC.
Aplicațiile pentru tablă, țeavă și panou urmează un flux de lucru diferit. ABS-ul peletizat este alimentat într-un aparat cu un singur sau doi șnecuri mașină de extrudare a plasticului, topit, împins printr-o matriță, apoi răcit pe role de calibrare. Rate de producție de 200 – 800 kg/h sunt comune pe o linie de dimensiuni medii. Dacă vă aprovizionați cu echipamente, prezentarea noastră generală a configurații ale mașinii de extrudare cu topire la cald prezintă opțiunile de geometrie a șuruburilor pentru polimerii din clasa ABS și articolul mai amplu despre compozite termoplastice și prelucrarea acestora acoperă variațiile amestecului ABS.
Scenariul real: Un producător de echipamente originale (OEM) de electronice de larg consum specifica o carcasă exterioară turnată prin injecție pentru un router wireless. Primul lor prototip a folosit ABS direct; testele de ciclare termică într-o cameră la 60 °C au arătat ondulații de suprafață care apăreau după 200 de ore lângă carcasa sursei de alimentare interne. Soluția a fost trecerea la un amestec 70/30 ABS/PC, care a ridicat temperatura de încălzire (HDT) a piesei la aproximativ 115 °C fără a fi nevoie de reajustarea matriței. Aceeași lecție se aplică oricărei carcase etanșe în care căldura ambientală plus căldura internă plasează piesa aproape de banda de înmuiere a ABS-ului.
Aplicații ale plasticului ABS în diverse industrii
Dacă te plimbi printr-o casă tipică și printr-o fabrică tipică în aceeași dimineață, poți număra de obicei peste cincizeci de piese distincte din ABS înainte de prânz. Aplicațiile se grupează într-o serie de industrii, fiecare bazându-se pe o rezistență diferită a materialului.
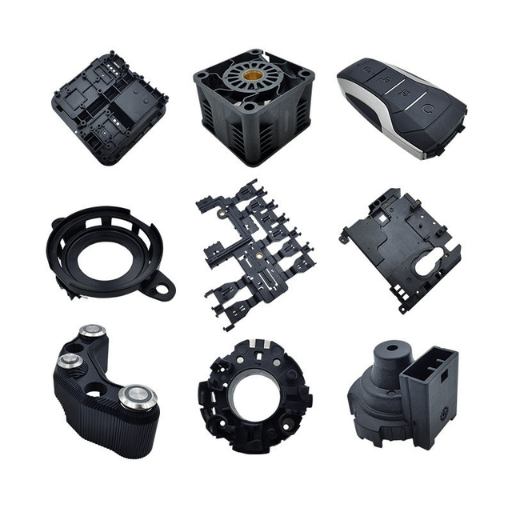
- ✔Piese auto — tablouri de bord, substraturi pentru panouri de instrumente, ornamente, carcase pentru oglinzi, grile, ranforsări interioare ale barei de protecție. Rezistența la impact și un finisaj prezentabil al suprafeței fac din ABS o alegere potrivită pentru piesele vizibile, adesea amestecat cu PC pentru o toleranță mai mare la căldură.
- ✔Electronice de consum — tastaturi, carcase de mouse, telecomenzi, rame de monitoare, carcase de aspiratoare. Rezistența dielectrică și turnarea ușoară îl fac o opțiune implicită pentru carcasele neecranate.
- ✔Electrocasnice — căptușeli pentru uși de frigider, cuve pentru mașini de spălat (în amestecuri HIPS/ABS), corpuri pentru electrocasnice mici. Suprafață netedă și rezistență chimică la produsele de curățare de uz casnic.
- ✔Jucării și recreere — Cărămizile Lego sunt din ABS din 1963, iar materialul rămâne standardul pentru echipamentele de protecție, precum căștile și gărzile sportive, datorită rezistenței sale la cădere.
- ✔Medical și de laborator — carcase pentru echipamente de diagnostic, mânere pentru instrumente, suporturi pentru probe, capace pentru centrifuge. Compatibil cu sterilizarea cu oxid de etilenă și radiații gamma, dar nu este aprobat pentru implanturi permanente.
- ✔Construcţie — Țeavă de instalații sanitare DWV (țeava ABS este echivalentul negru al țevii albe din PVC), protecții pentru margini, fitinguri pentru conducte, carcase pentru unelte.
- ✔Contact cu alimente — ustensile pentru manipularea alimentelor, carcasele echipamentelor de procesare a alimentelor, componentele ambalajelor — care intră sub incidența regulamentului FDA discutat în secțiunea privind siguranța de mai jos.
ABS vs. PLA, PVC și policarbonat
Alegerea materialului este rareori de tipul „ABS sau nimic”. De obicei, un inginer alege între ABS și unul dintre cei trei vecini apropiați: PLA (acid polilactic) pentru imprimare pe desktop sau componente biodegradabile, PVC pentru conducte și medii chimice și policarbonat (PC) pentru aplicații care necesită o rezistență la impact de nivel ABS la temperaturi mai ridicate.
| Proprietatea | ABS | PLA | PVC | Policarbonat |
|---|---|---|---|---|
| Tg / înmuiere | ~ 107 ° C | ~ 60 ° C | ~ 80 ° C | ~ 145 ° C |
| Izod crestat | 2 – 7 ft-lb/in | 0.3 – 0.6 ft-lb/in | 1 – 2 ft-lb/in | 12 – 18 ft-lb/in |
| Exterior / UV | Slab fără stabilizatori | Slab; hidrolizează | Bun | Moderat; necesită strat UV |
| Biodegradabil | Nu | Numai compost industrial | Nu | Nu |
| Contact cu alimente | Da (21 CFR 177.1020) | Da | Limitat | Da (clasele derivate din BPA sunt restricționate) |
| Cost relativ | Scăzut – mediu | La mijlocul | Scăzut | Mediu – înalt |
Cadru decizional — Alegere după cerință
- Necesită rezistență la impact + prelucrabilitate + suprafață vopsibilă → ABS.
- Necesită biodegradabilitate sau imprimare cu Tg scăzut → PLA (bioplastic polilactidic).
- Necesită rezistență chimică + stabilitate UV → PVC pentru aplicații chimice și exterioare.
- Necesită transparență sau rezistență maximă la impact → policarbonat (PC) pentru utilizări la impact ridicat.
- Necesită modelabilitate la nivel ABS cu rezistență la căldură PC → Amestec ABS/PC.
Este plasticul ABS sigur? BPA, FDA și preocupări legate de sănătate

Întrebări legate de siguranță apar aproape de fiecare dată când ABS apare într-un produs de consum. Răspuns scurt: este considerat sigur pentru uz general, inclusiv contactul direct cu alimentele și nu conține bisfenol-A. Răspunsul mai detaliat implică trei reglementări diferite.
Plasticul ABS nu conține BPA?
Da. Construit din acrilonitril, butadienă și stiren — trei monomeri, dintre care niciunul nu conține sau nu generează bisfenol-A — ABS-ul nu conține BPA în chimia sa. Legătura cu BPA în mediile populare este cel mai adesea o poveste despre policarbonat, deoarece policarbonatul este sintetizat din BPA și este uneori confundat cu ABS-ul, deoarece ambele apar în sticle și carcasele electronice. Îndrumările FDA privind BPA se referă în mod explicit la acoperirile din policarbonat și rășină epoxidică, nu ABS-ul. Dacă vedeți „ABS fără BPA” pe o fișă tehnică, afirmația este redundantă din punct de vedere tehnic — polimerul nu a conținut niciodată BPA. Urmele pot pătrunde doar prin contaminarea cu aditivi, motiv pentru care furnizorii de ABS de calitate alimentară și medicală solicită dezvăluirea aditivilor pe fiecare lot.
Pentru utilizarea directă în contact cu alimentele, regulamentul care contează este 21 CFR 177.1020 — Copolimer acrilonitril/butadienă/stiren, parte a regulilor FDA privind aditivii alimentari indirecți. Orice rășină ABS care îndeplinește limitele de monomeri reziduali și aditivi din secțiunea respectivă „poate fi utilizată în siguranță ca articol sau componentă a articolelor destinate utilizării cu toate tipurile de alimente”. Aceasta include ustensilele de manipulare a alimentelor, carcasele robotelor de bucătărie și majoritatea interioarelor aparatelor de bucătărie. Producătorii de dispozitive medicale sterilizează în mod curent componentele ABS cu oxid de etilenă sau radiații gamma, dar ABS-ul nu este clasificat pentru implantare permanentă - datele de biocompatibilitate pe termen lung nu există pentru această utilizare.
Reciclarea plasticului ABS: De la resturi la pelete de a doua viață

Deoarece ABS-ul este un material termoplastic, acesta poate fi topit și repeletat - și există acum o adevărată industrie a ABS-ului reciclat. Cercetătorii de piață de la Precedence au estimat piața rășinii ABS reciclate la 1.69 miliarde USD în 2025, cu proiecții de 1.83 miliarde USD în 2026 și 3.34 miliarde USD până în 2034. Cifra mai largă a serviciilor de reciclare a ABS oferite de Dataintelo este de 9.4 miliarde USD în 2025, în creștere cu o rată anuală compusă (CAGR) de 8.6%. Piața mondială totală a ABS - inclusiv materialul virgin - se situează în jurul valorii de 12.21 milioane de tone pe an, potrivit unui studiu. Revizuirea MDPI 2025 privind reciclarea durabilă a ABS-ului.
Două rute de reciclare sunt în uz activ. Reciclare mecanică este materialul de bază: deșeurile sunt sortate, mărunțite, spălate, uscate și reextrudate în pelete pe o linie de extrudare pentru reciclare. Un 2024 Studiu MDPI Processes privind reciclarea mecanică a amestecurilor postindustriale de PC/ABS din deșeuri auto cromate arată că traseul se desfășoară la scară industrială, chiar și cu piese metalizate care ar fi fost considerate nereciclabile în urmă cu un deceniu. Blocajul aici nu este polimerul - ci infrastructura de sortare. Ansamblurile multi-material și clasele încărcate cu aditivi (ignifuge, umplute cu sticlă, amestecate cu PC) necesită fie separare la sursă, fie sortare în infraroșu apropiat pentru a menține o calitate ridicată a materialelor reciclate. Pentru mai multe informații despre partea de echipamente a acestei bucle, consultați prezentarea noastră generală a fluxuri de plastic reciclabil și echipamente de procesare.
Reciclare chimică este povestea emergentă. Cercetare publicată în 2024 în ChemSusChem descrie selectiv acetolină amestecuri de PC/ABS — policarbonatul este depolimerizat, în timp ce ABS-ul rămâne intact, permițând separarea și recuperarea curată a celor două materiale. NASA ADS enumeră lucrări complementare privind piroliza PC/ABS ignifug la scară pilot. Aceste procese nu sunt încă competitive din punct de vedere al prețului cu rășina virgină, dar rezolvă problema contaminării care limitează reciclarea mecanică.
Scenariul real: Un furnizor de automobile Tier-1 din Europa Centrală trimitea 380 de tone de resturi ABS cromate pe an la groapa de gunoi, deoarece metalizarea făcea reciclarea mecanică convențională neeconomică. Același studiu MDPI din 2024 raportează o metodă prin care stratul de crom este îndepărtat chimic, apoi polimerul curățat este repeletat mecanic - recuperând aproximativ 78% din masa de intrare la o calitate reciclată acceptabilă pentru piesele auto care nu sunt expuse în spectacol. Materialul recuperat a fost returnat în același flux de producție ca un amestec de 20% cu rășină virgină, reducând costul materialului per piesă cu aproximativ 9%.
Perspectivele industriei ABS: Tendințe 2025-2026

Trei forțe vor influența deciziile privind specificațiile ABS în 2026 și 2027.
Mandatele privind conținutul reciclat. Regulamentul european privind ambalajele și deșeurile de ambalaje (PPWR) stabilește praguri minime de conținut reciclat pentru ambalajele din plastic începând cu 2030, cu etape intermediare de raportare în 2026-2028. Componentele de ambalare care conțin ABS și carcasele din ABS de pe electronicele de larg consum vândute în UE vor necesita procente de conținut reciclat post-consum (PCR) verificate în dosarul tehnic. Dacă specificați ABS pentru orice produs care intră pe piața UE, așteptați-vă ca auditurile furnizorilor să solicite documentația PCR până în 2027.
Traiectoria pieței. Se preconizează că rășina ABS reciclată își va dubla aproape dimensiunea pieței între 2025 și 2034 (Precedence Research), iar piața mai largă a serviciilor de reciclare a ABS crește cu o rată anuală compusă (CAGR) de 8.6% (Dataintelo). Valoarea totală a pieței materialelor plastice este estimată la 832.62 miliarde USD până în 2034, dar segmentul de conținut reciclat deține o cotă disproporționată din această creștere.
Evoluția procesului. Polimerizarea în masă continuă câștigă teren față de rutele de emulsie pentru noile construcții de fabrici ABS, deoarece produce o rășină mai curată, cu mai puține reziduuri de aditivi - din ce în ce mai important atunci când procesatorii din aval au bugete limitate pentru aditivi pentru a respecta limitele REACH și RoHS.
Acțiunea cititorului: Dacă emiteți o specificație ABS sau un acord de furnizare pentru producția din 2026, solicitați furnizorului (1) procentul PCR cu documentația de trasabilitate, (2) certificatele de conformitate REACH și RoHS datate în ultimele 12 luni și (3) declarația privind ignifugarea, inclusiv orice înlocuitori de deca-BDE sau parafină clorurată cu lanț scurt. Aceste trei elemente vor economisi timp de audit ulterior.
Întrebări frecvente
Î: Ce înseamnă plasticul ABS?
Vezi răspunsul
Î: Plasticul ABS nu conține BPA?
Vezi răspunsul
Î: Care este punctul de topire al plasticului ABS?
Vezi răspunsul
Î: Se poate suda plasticul ABS?
Vezi răspunsul
Î: Se va topi plasticul ABS la soare?
Vezi răspunsul
Î: Care este diferența dintre plasticul ABS și plasticul PVC?
Vezi răspunsul
Î: Poate fi printat 3D ABS-ul acasă?
Vezi răspunsul
Aveți nevoie de echipamente pentru compoundarea sau reciclarea ABS?
UDTECH este specializată în construirea de extrudere industriale – sisteme utilizate pentru reprocesarea și combinarea ABS în cantități mai mari.
Despre acest ghid
Acest rezumat al industriei a fost documentat și redactat pentru ingineri, designeri de produse și personalul de aprovizionare care iau decizii practice privind specificațiile ABS în 2026. Am verificat datele privind rezistența la tracțiune, tranziția vitroasă și HDT în raport cu fișele tehnice ale gamei și gradului de ABS de la MatWeb, conform ISO 527-2 / ISO 11357-2. Afirmațiile morfologice se bazează pe cercetări evaluate de colegi în ACS IECR (2025) și PMC NCBI privind morfologia particulelor ABS.
Cifrele privind piața de reciclare provin de la Precedence Research, Dataintelo și o analiză MDPI din 2025 privind reciclarea durabilă a ABS-ului. Formularea referitoare la contactul cu alimentele citează textul actual al US 21 CFR 177.1020. Suntem un producător de echipamente de extrudare - această perspectivă determină profunzimea secțiunilor de fabricație și reciclare; restul este destinat a fi interpretat ca o prezentare neutră a materialului.
Referințe și surse
- 21 CFR 177.1020 — Copolimer acrilonitril/butadienă/stiren — Administrația pentru Alimente și Medicamente din SUA, eCFR.
- Bisfenol A (BPA): Utilizare în aplicații de contact cu alimentele — Administrația pentru Alimente și Medicamente din SUA.
- Prezentare generală a materialelor pentru acrilonitril butadien stiren (ABS) — Agregator de fișe tehnice de materiale MatWeb.
- Dezvăluirea morfologiei particulelor din latexurile polimerice ABS prin imagistică 3D — PMC NCBI, Biblioteca Națională de Medicină a SUA.
- Progrese recente în reciclarea durabilă a deșeurilor de acrilonitril butadien stiren — MDPI Sustenabilitate, 2025.
- Reciclarea mecanică a amestecurilor post-industriale de PC/ABS din deșeuri auto cromate — Procese MDPI, 2024.
- Prognoza pieței de rășini ABS reciclate 2025 – 2034 — Cercetare de precedență.
- Raport de cercetare a pieței de reciclare a plasticului ABS 2034 — Dateintelo.






