




Gravura cu laser pe lemn permite fabricarea de semnalistică, premii și cadouri speciale din materialul dumneavoastră plat în câteva minute – diferența dintre un finisaj curat, închis, repetabil și o mizerie arsă și pufoasă se reduce la o serie de opțiuni: clasa mașinii, specia lemnului, puterea și viteza și controlul adâncimii. Am urmărit fiecare etapă a procesului în acest ghid din 2026, cu trepte de preț publicate și opțiuni de lemn, precum și sfaturi de construcție bazate pe forumuri, pe care ghidurile de cumpărare comerciale le lipsesc.
Specificații rapide — Gravură laser pe lemn, prezentare generală
| Tipuri comune de lasere | CO2 (10.6 μm), Diodă (450 nm), Fibră (1064 nm) |
| Putere minimă pentru gravarea pe lemn | Diodă de 10 W (suficientă pentru marcarea suprafețelor) |
| Grosimea tăierii — diodă închisă de 40 W | Până la 6 mm (1/4 in.) cu o singură trecere; 15 mm cu trecere multiplă |
| Grosimea tăierii — 55 W CO2 | Până la 18 mm o singură trecere |
| Viteză de gravare (tipic) | 300–600 mm/s (dependent de mașină) |
| Clasa de siguranță de căutat | Clasa 1 închisă (conform ANSI Z136.1 / IEC 60825-1) |
| Interval de prețuri (de bază → industrial) | 200 USD → 25,000+ USD (T1 2026) |
Cum funcționează de fapt gravarea cu laser pe lemn
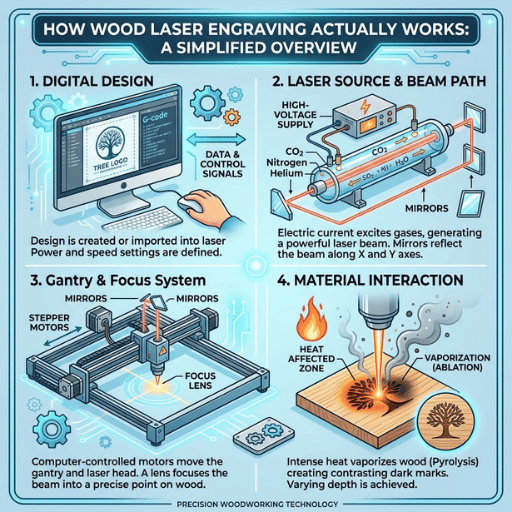
Un gravator laser pentru lemn elimină stratul superior al lemnului prin direcționarea unui fascicul de lumină dens către suprafață. Lemnul consumă energia fotonică încălzită peste pragul de piroliză (în jur de 250-300°C pentru majoritatea speciilor), carbonizându-se in situ sau vaporizându-se - în funcție de putere, timpul de staționare și încărcătura de rășină a lemnului.
Trei tipuri de lasere domină piața, în ceea ce privește modul în care interacționează cu lemnul datorită lungimii de undă a acestuia:
- Lasere CO2 (10.6 μm, infraroșu îndepărtat): lemnul absoarbe în general foarte bine această lungime de undă și oferă tăieturi curate și gravuri consistente, cu un consum electric relativ redus.
- Lasere cu diode (450 nm, albastru): Lemnul absoarbe bine capătul albastru al spectrului; diodele moderne închise de 40 W sunt acum comparabile în majoritatea sarcinilor cu lemnul cu laserele tradiționale obosite de CO2 de 55-60 W.
- Lasere cu fibră (1064 nm, infraroșu apropiat): Excelente pentru metale — dar lungimea de undă este absorbită neuniform de lemn, producând arsuri inconsistente. Nu sunt recomandate pentru lemn.
Dimensiunea fasciculului convergent determină rezoluția detaliilor. În general, laserele cu diode focalizează până la diametre cuprinse între 0.06-0.08 mm; CO2 până la 0.10-0.18 mm. Dacă toate celelalte aspecte sunt egale, puncte mai mici înseamnă gravuri mai fine. Acesta este motivul pentru care laserele cu diode și-au întârziat reputația de gadgeturi inedite în favoarea unor dispozitive pentru lucrări de detaliu: este o piață pe care produsele cu CO2 o dominau - până când au devenit disponibile mașini cu diode relativ mici și ieftine. Pentru informații terminologice, consultați diferența dintre marcarea cu laser și gravare.
Alegerea gravorului laser pentru lemn — Ghidul cumpărătorului

Există mai multe întrebări legate de achiziționarea unui gravator laser pentru lemn astăzi, deoarece raportul cost/beneficiu s-a stabilit: dioda închisă de astăzi, care costă 700 de dolari, va depăși performanța unei diode CO2 de 5,000 de dolari, veche de cinci ani. Factorii cheie pentru o alegere bună depind de trei elemente - cât de scalată sunteți în utilizare, cât de mari trebuie să fie proiectele dvs. și cât de restricționată sunteți în ceea ce privește siguranța - mai degrabă decât puterile brute.
| Nivelul | Exemple | Clasă și putere | Interval de prețuri (T1 2026, USD) |
|---|---|---|---|
| Intrare / Hobby | Cărți poștale, piele, cadouri mici | Diodă de 5–10 W (cu cadru deschis sau închis) | $ 200- $ 500 |
| Prosumer / IMM | Semnalistică, premii, personalizare în loturi | Diodă de 20–40 W or 40–60 W CO2 | $ 800- $ 3,000 |
| producere | Stoc mai gros, volum mare, utilizare zilnică | 80–150 W CO2 (complet închis) | $ 5,000- $ 25,000 |
| Industrial / Marcare | Marcarea loturilor de produse pe piese cilindrice | Diodă închisă de peste 40 W + atașament rotativ | $ 3,000- $ 10,000 |
Prețurile se bazează pe valorile de piață din primul trimestru al anului 2026, provenite de la surse retail și B2B bine-cunoscute. Sistemele industriale cu CO2 variază la fel de mult ca dimensiunea patului și software-ul.
Cât costă un gravor laser pentru lemn?
Ca să fiu sincer cu tine, aceasta este una dintre puținele dăți în care podeaua a căzut, iar tavanul a rezistat bine: există acum la vânzare o mașină pentru începători cu adevărat decentă, cu prețul de 200-500 de dolari - ceva închis, cu o diodă de 5-10 W, sigură în clasa 1, cu software utilizabil. Prețurile diodelor închise de 20-40 W, potrivite pentru majoritatea semnalizării și personalizării, variază între 800 și 2,000 de dolari: prețurile de 5,000-25,000 de dolari pentru mașinile de lucru acasă, vechi de cinci ani - și mașinile industriale de producție de CO02 de 80-150 W - încă protejează actorii din industrie. Analiștii din industrie estimează că piața mașinilor de gravat cu laser pentru lemn este... 4.14 miliarde USD în 2026, estimate să ajungă la 7.00 miliarde USD până în 2033 — o rată anuală compusă (CAGR) de 7.8%: această creștere este în principal în categoria prosumer-ilor, motiv pentru care prețurile în intervalul 500-3,000 USD sunt cele mai competitive aici.
Ce putere am nevoie pentru a grava lemn?
Pentru marcarea doar pe majoritatea lemnului de esență moale și pe lemn de esență tare subțire (până la 3 mm), o diodă de 10 W funcționează; funcționează, adică, dacă sunteți dispus să așteptați puțin. Pentru tăieturi superficiale pe lemn de tei sau balsa <3 mm, o diodă de 10 W funcționează - lent. Pentru tăieri constante în placaj de 6 mm (1/4 in.) - cel mai popular material pentru proiecte - o diodă închisă de 40 W necesită o singură trecere fără probleme, în timp ce o diodă cu CO2 de 55 W ajunge la 18 mm dintr-o singură trecere.
Dacă dai mai adânc, te afli în zona 80-150W de CO2. Compară în detaliu nivelurile de putere în ghidul nostru despre Cum să alegi puterea laserului pentru marcare, gravare și tăiereși să vă faceți o idee bună despre Cum diferă mașinile de marcat cu laser de 20W și 30W pentru dilema marcare versus gravare.
📐 Notă tehnică — Siguranță clasa 1
Verificați prezența unei etichete „produs laser Clasa 1” conform ANSI Z136.1 (SUA) sau IEC 60825-1 (internațional). Conform Îndrumări EHS ale Universității din Wisconsin, o mașină de tăiat cu laser de Clasa 1 este una a cărei carcasă previne expunerea umană la fascicul în timpul funcționării normale. Gravoarele cu diode cu cadru deschis (adesea Clasa 4 în interiorul traseului fasciculului) necesită ochelari dedicați și o zonă de lucru interconectată - ceea ce crește semnificativ costul de operare și complexitatea. Indexul standardelor OSHA privind pericolele laser și Ghidare pentru tăietoare cu laser MIT EHS ambele tratează Clasa 1 închisă ca fiind implicită în practică pentru aplicațiile care nu au scop de cercetare.
Laser CO2 vs. diodă vs. laser cu fibră pentru lemn
Întrebarea „ce tip de laser este cel mai potrivit pentru lemn” nu mai este o dogmă. Până în jurul anului 2022, CO2 era cel mai bun răspuns pentru orice lucrare serioasă în lemn. Noua generație de diode închise de 40W, văzută în 2023-2024, a făcut acest lucru cel puțin valabil pentru grosimi sub 18 mm.
Iată cum se compară cele trei tipuri pe lemn astăzi:
| Atribut | CO2 | dioda | Fibră |
|---|---|---|---|
| Lungime de undă | 10.6 μm | 450 nm (albastru) | 1064 nm |
| Tăiere maximă de lemn (o singură trecere) | 18 mm la 55 W; 25 mm+ la 100 W | 6 mm la 40 W; 15 mm trecere multiplă | Nu se recomandă |
| Detaliu de gravare | Bună — punct 0.10–0.18 mm | Excelent — punct 0.06–0.08 mm | Inconsistent pe lemn |
| Durata de viață a tubului/sursei (tipic) | 2,000–10,000 ore (tub de sticlă) | Peste 10,000 de ore (în stare solidă) | Peste 100,000 ore |
| Preț de intrare (T1 2026, USD) | 1,500–5,000 USD (40–60 W) | 200–1,500 USD (5–40 W) | $ 3,000- $ 8,000 |
| Cea mai potrivită variantă pentru lemn | Producție, stoc gros | Hobby, IMM-uri, detalii fine | Evitați pentru lemn |
Mitul persistent conform căruia „Laserele cu diode nu pot tăia lemnul cu adevărat” Urmărește până la primele mașini cu cadru deschis de 5-10 W. Forumurile r/lasercutting de pe Reddit arată practicieni care taie în mod obișnuit lemn de esență tare de 6 mm cu diode de 40 W într-o singură trecere și 15 mm în treceri multiple - cu muchii mai curate decât sistemele echivalente de CO2 de gamă inferioară, datorită dimensiunii mai mici a spotului. Avantajul CO2 se află acum în principal peste 18 mm și în randamentul industrial.
Pentru mai multe informații despre tehnologiile implicate, consultați tipuri de lumină laser și aplicațiile lor și laser cu fibră vs laser CO2.
Pirogravare vs. gravare cu laser — Când ambele câștigă
Pirograful folosește un vârf metalic încălzit apăsat direct pe lemn. Este mult mai lent, mereu în mână, și păstrează un aspect desenat manual pentru care consumatorii vor plăti o sumă distinsă de bani premium în magazinele artizanale. Gravura cu laser este între 50 și 200 de ori mai rapidă, poate fi repetată în mod curent și identic între ciclurile de producție și poate gestiona detalii de 10 ori mai fine.
Compromisul delicat: pirogravura domină proveniența artistică autentică și lucrările unice, gravarea cu laser este victorioasă pe orice volum și pe toate lucrările cu logo-uri și pe orice proiect cu detalii fotorealiste.
Cele mai bune tipuri de lemn pentru gravarea cu laser — placaj, MDF și lemn de esență tare (inclusiv arțar)
Ghidurile cumpărătorului enumeră toate lemnul „bun” - dar acesta este doar jumătate din răspuns. Aceeași specie enumerată poate oferi o sculptură clară pe o piesă și o carbonizare ușoară pe următoarea, deoarece trei factori sunt mai importanți decât eticheta de pe cutie.
💡 Triunghiul de potrivire lemn-laser: Densitate × Rășină × Grosime
Majoritatea ghidurilor de cumpărare vă oferă o listă de lemn „bune” - dar aceeași specie enumerată poate oferi o gravură clară pe o piesă și o urmă de fum pe următoarea. Trei variabile prezic rezultatele mai fiabil decât numele speciei de pe cutie:
- Densitate minimă (g/cm). Gravurile cu densitate mai mică (0.30-0.50) sunt de dorit pentru tăierea curată a gravurilor la niveluri reduse de putere (interval 10-30); gravurile cu densitate mai mare (0.65-0.90) necesită o putere mai mare per trecere, pre-arzând urme de arsură relativ mai închise la culoare.
- Conținut de rășină. Lemnul cu conținut scăzut de rășină (abitwood, arin) se va compacta uniform, fie la niveluri ridicate, fie la niveluri scăzute de rășină; lemnul cu conținut ridicat de rășină (pin, cedru, stejar proaspăt) se va compacta relativ mai neuniform, fie la niveluri ridicate, fie la niveluri scăzute, și are tendința de a lipi lentilele.
- Grosime. Respectați grosimea de tăiere cu o singură trecere indicată de producător pentru lucrări artistice, tăieri cu mai multe treceri, dar niciodată pentru gravarea suprafeței (nivelurile sistematice de adâncime vor fi inconsistente).
Cele mai bune tipuri de lemn de esență tare (arțar, cireș, nuc, stejar, arin)
Lemnul de esență tare cu fibră consistentă (arțar, cireș, nuc, arin) sculptează cele mai curate lucrări de artă. Arțarii (densitate ~0.65g/cm²) și arinul (~0.49g/cm²) sunt în general preferate pentru detalii fine datorită fibrei lor uniform distanțate și contrastului ridicat; nucul gravează frumos, dar densitatea mai mare și nivelurile de tanin provoacă urme de arsură mai accentuate, în timp ce cireșul se află la mijloc. Distribuția conturată a fibrei stejarului face ca liniile fine să fie inconsistente și o alegere nepotrivită pentru lemnul de începători.
Placaj — Mesteacăn, Pin, Bambus
Placajul este suficient de versatil pentru a fi principalul material preferat pentru semnalizare, deoarece construcția sa laminată încrucișat reduce deformarea și generează tăieturi curate. Placajul de mesteacăn baltic este un material preferat de specialiști - grosime constantă, goluri reduse în straturi transversale, răspuns laser precis. Placajul de pin costă mai puțin, dar buzunarele mari de rășină duc la umbriri imprevizibile ale urmelor de arsură. Placajul de bambus gravează urme mai închise la culoare și este utilizat pentru articole de bucătărie de lux datorită densității sale mai mari; cu toate acestea, densitatea lor mai mare necesită și o putere mai mare de sculptare și are ca rezultat urme de arsură mai închise la culoare. Dedicații noștri... placaj tăiat cu laser Ghidul oferă o analiză mai profundă a lucrului cu placaj.
MDF — Gravură uniformă, vapori lipicioși
MDF-ul (placă fibroasă cu densitate medie) este materialul cu cel mai previzibil răspuns la laser datorită absenței fibrei - gravarea este uniformă pe toată suprafața. Din păcate, adezivul său de uree-formaldehidă creează vapori de rășină lipicioși care se condensează pe filtrele extractoarelor de fum, înfundându-le prematur. Chiar și specialiștii în prelucrarea lotului de MDF adaugă pre-filtre sacrificiale. Pentru analiza noastră detaliată specifică MDF-ului, consultați subarticolul despre... tăiere cu laser MDF.
Păduri de evitat (sau de abordat cu grijă)
- Cheresteaua tratată chimic. Eliberează vapori care conțin arsenic la ardere. Nu prelucrați cu laser acest material.
- Pin și cedru (în special proaspăt): Acumularea de rășină pe aceste substanțe va duce la arsuri neuniforme și la contaminarea lentilelor.
- Panouri din „lemn” laminate cu vinil și panouri laminate cu PVC: eliberează clorură de hidrogen gazoasă (un agent coroziv pentru componentele metalice ale mașinii și un agent cancerigen).
- Lemn exotic de esență tare uleios (tec, lemn de trandafir): Arde neuniform; poate provoca iritații respiratorii la unele specii.
Pentru o compatibilitate mai largă a materialelor dincolo de pilele din lemn, consultați toate materialele potrivite pentru tăierea cu laser.
Ce tip de lemn este potrivit pentru gravarea cu laser?
Lista scurtă fără rezerve: tei, placaj de mesteacăn baltic, arinul și arțarul sunt cele patru materiale tăiate cel mai fiabil, atât pentru amatori, cât și pentru profesioniști. Toate au în comun următoarele trei caracteristici: densitate moderată (0.40-0.65 g/cm²), conținut scăzut de rășină, fibre uniform spațiate. O analiză sistematică a literaturii de specialitate din 2024 privind factorii de gravare cu laser în lemn de esență tare a sugerat că uniformitatea fibrei și a densității a fost un predictor mult mai bun al preciziei sculpturii decât simpla desemnare a speciei. Dacă sunteți la început cu gravarea, achiziționați placaj de tei sau mesteacăn baltic de calitate laser de la un comerciant specializat în meșteșuguri - standardizarea dimensională vă va economisi mai mult timp de configurare decât o diferență de preț de 30-50%.
Setări care chiar funcționează — Putere, Viteză, Software

Nu există o singură setare „corectă” pentru gravarea pe lemn, deoarece puterea, viteza și focalizarea interacționează cu fiecare mașină, lentilă și lot de lemn. Urmează un tabel de început bazat pe documentația producătorilor și rapoartele practicienilor - va trebui să calibrați la mașina dvs. înainte de executarea lucrărilor de producție.
| Clasa de mașini | Gravură de suprafață (tes) | Gravură de suprafață (arțar) | Tăiați placaj de 3 mm |
|---|---|---|---|
| Diodă de 10 W | 100% / 200 mm/s / 1 trecere | 100% / 100 mm/s / 1 trecere | 100% / 80 mm/s / 3 treceri |
| Diodă de 20 W | 60% / 300 mm/s / 1 trecere | 75% / 200 mm/s / 1 trecere | 100% / 200 mm/s / 2 treceri |
| Diodă de 40 W | 35% / 400 mm/s / 1 trecere | 50% / 350 mm/s / 1 trecere | 100% / 350 mm/s / 1 trecere |
| 55–60 W CO2 | 20% / 500 mm/s / 1 trecere | 30% / 400 mm/s / 1 trecere | 80% / 30 mm/s / 1 trecere |
Setările sunt puncte de plecare – fiecare mașină, vârsta lentilei, lot de lemn se deplasează spre optim. Rulați întotdeauna o mică grilă de testare înainte de ciclurile de producție.
Două opțiuni software domină gravarea pe lemn: LightBurn, cu plată (costă între 60 și 120 de dolari pentru o licență, este compatibil cu aproape orice mașină) și laserGRBL (gratuit, open source, doar pentru mașinile cu controler GRBL). LightBurn este standardul practic ideal pentru utilizarea de către IMM-uri/prosumeri; algoritmii săi de dithering a imaginilor oferă gravuri foto pe lemn vizibil superioare. LaserGRBL va funcționa atât pentru lucrări vectoriale, cât și pentru sarcini raster simple pe mașini cu diode entry-level.
Majoritatea mașinilor prosumer închise sunt vândute cu propriul software de design; alegerea de a rămâne cu aplicația și produsul original al producătorului sau de a trece la LightBurn depinde, în general, de căutarea unor funcții mai avansate de transformare a imaginii în gravură.
📐 Notă tehnică — Asistența pneumatică nu este opțională
Aer comprimat. Aplicarea unui flux de aer comprimat în zona de tăiere, care suflă fumul și materialele ejectate departe de lentilă și piesa de lucru. Absența aerului comprimat face ca fumul să se condenseze pe suprafața lemnului (pătare îngălbenită), aburind lentila (focalizare ratată) și acumulând impurități sub formă de urme de arsură.
Pentru gravarea suprafeței pe lemn deschis la culoare, adăugarea unei presiuni de doar 3-5 psi la capătul duzei poate crește semnificativ contrastul. Pentru tăiere, intervalul obișnuit este de 20-30 psi. Dacă mașina dvs. este livrată fără asistență pneumatică, o pompă de acvariu ieftină și o conductă pneumatică cu diametru mic reprezintă o investiție de 30 de dolari.
Tehnici de control al adâncimii și de întunecare

Două întrebări bântuie comunitățile de specialiști în lemn de pe forumurile de asistență. Cum „întunec” gravura?
Cum pot preveni apariția „urmelor de arsură” întunecate pe pagină?
Stabilirea unei viteze mai mici combinate cu o putere mai mare are o rezervă. Dacă se avansează prea mult, practicienii de pe Reddit și din comunitățile dedicate prelucrării lemnului pot descoperi un set de tehnici nemenționate în manualele comerciale majore. Iată abordările care domină mărturiile practicienilor.
Cinci metode de întunecare a gravurilor în lemn
- Soluție de borax sau bicarbonat de sodiu. Amestecați boraxul cu apă (aproximativ 1:10), pulverizați sau ștergeți pe lemn, lăsați să se usuce complet, apoi gravați. Reziduul alcalin reacționează cu lemnul încălzit pentru a produce o urmă carbonizată vizibil mai închisă la culoare. Practicienii tăierii cu laser/radiator raportează în mod constant îmbunătățiri dramatice ale contrastului pe lemnul de esență tare de culoare deschisă.
- Defocalizați laserul. Agățați piesa de lucru (sau lăsați capul să cadă) la 1.5-3 mm, o lentilă de 2 inci. Deteriorat este cuvântul greșit; fasciculul defocalizat arde materialul în loc să-l ardă și astfel lasă un caracter mai întunecat, puțin mai puțin sclipitor. Poate fi un efect dorit.
- Bandă protectoare pe acoperirea G. Dacă încă nu este suficient de închisă la culoare, acoperiți întreaga suprafață cu bandă de transfer (tipul folosit pentru tăierea formelor de autocolante atunci când proiectați cu vinil), apoi gravați designul. Adezivul se combină cu laserul pentru a crea un marcaj de contrast mai închis, iar banda împiedică fumul să se așeze pe restul lemnului. Îndepărtați după gravare.
- Ardeți stratul superior (în special placajul). Pe placajul de mesteacăn baltic, executați o primă trecere intenționată la o putere foarte mică pentru a arde furnirul superior - o a doua trecere pe stratul de adeziv expus carbonizează cu indicații de negru intens. Forumul raportează că este tehnica cu cel mai mare contrast pentru placaj, deși este necesar un control exact al adâncimii.
- Umpleți cu vopsea (tehnică cu contrast ridicat). Aplicați un strat transparent pe lemn, mascați, gravați în profunzime (mai multe treceri dacă este necesar), pulverizați ușor vopseaua în adâncitură, apoi dezlipiți masca. Vopseaua umple golul gravat cu premii și semnalistică cu contrast aproape perfect și densitate mare.
Cum evit arsurile când gravez lemn cu laser?
Urmele de arsură și inelele de carbonizare din jurul zonei gravate rezultă din trei cauze: condensarea fumului pe lemnul din jur, căldura laserului care radiază și arde suprafața și staționarea laserului într-un singur punct prea mult timp. Cinci soluții de atenuare funcționează în combinație: (1) asistență cu aer la o presiune suficientă pentru a elimina imediat fumul, (2) strat de bază de tăiere tip fagure pentru a elimina căldura care radiază de dedesubt, (3) bandă de mascare peste zona care urmează să fie gravată pentru a absorbi fumul și a-l lăsa cu reziduul, (4) viteză mai mare la putere mai mică dacă lemnul îl tolerează și (5) ștergerea umedă a suprafeței înainte de gravare pentru a o răci. Acestea nu rezolvă problema doar în cazul lemnului dens - majoritatea oamenilor folosesc trei sau patru în combinație pentru cireș, nuc și lemn bogat în rășină.
📐 Notă tehnică — Controlul adâncimii
Pentru o adâncime controlată constantă la gravarea fină, variați trecerile la aceeași putere și viteză, în loc să variați puterea. Fiecare trecere adaugă o cantitate similară de adâncime (aproximativ 0.05-0.15 mm folosind o diodă de 40 W pe lemn de esență tare, în medie), ceea ce face ca rezultatele să fie consistente și sigure. Varierea puterii modifică adâncimea și caracterul împreună și devine mai dificil de perfecționat.
Pregătirea și post-procesarea lemnului — Șlefuire, Baiț, Sigilare

Munca care are loc înainte și după declanșarea laserului contează adesea mai mult decât gravarea în sine. Trei întrebări predomină: ar trebui șlefuit lemnul mai întâi, când se include colorarea în fluxul de lucru și cum se sigilează rezultatul pentru aplicații în exterior sau în condiții de utilizare intensă.
Ar trebui să șlefuiesc lemnul înainte de gravarea cu laser?
Șlefuiți lemnul înainte de gravare dacă suprafața nu este plană sau aspră sau dacă materialul are un finisaj frezat care duce la adâncimi neuniforme. Folosiți granulația 220 pentru trecerea finală - o granulație mai grosieră dă micro-caneluri vizibile ca benzi în lucrările fine. Ștergeți cu o lavetă adezivă sau cu vată umedă înainte de a așeza pe patul de tăiere - praful liber poate fi atras de căldura de la laser către locul de gravare și poate cauza mici zone carbonizate care devin pete în lucrarea finită. Șlefuirea după gravare are rareori sens - zona gravată este adâncită și orice șlefuire o va aplatiza sau va elimina detaliile.
Pată înainte sau după gravare?
Mai întâi colorați, apoi gravați. O suprafață întunecată, colorată, are ca rezultat un contrast maxim cu lemnul proaspăt și deschis la culoare, expus de laser. Două precauții pentru această secvență: colorantul trebuie să fie complet uscat (cel puțin 24-48 de ore!) înainte de gravare - nu trebuie să apară pete de carbonizare sau urme de colorant ambiental - și preveniți formarea de vapori toxici la tăierea cu laser, utilizând coloranți pe bază de apă sau ulei, spre deosebire de lac sau poliuretan. Alegerea este larg răspândită pentru placajul pre-colorat și gata de prelucrat cu laser din magazinele de materiale de artă.
Sigilarea lemnului gravat
Pentru aplicații în interior, un polietilenă transparentă pe bază de apă (cu finisaj mat sau satinat) păstrează contrastele gravate fără a le îngălbeni. Lacurile pot produce suprafețe mai lucioase, dar se pot acumula în gravurile adânci. Pentru semnalizarea exterioară, aplicați două straturi de polietilenă de calitate marină sau poliuretan spar pentru a proteja de UV și deteriorările apei - așteptați 2-3 ani înainte ca lemnul de sub finisaj să se închidă suficient pentru a diminua contrastul gravurii.
Pentru obiectele care vor intra în contact cu alimentele (tocătoare, ustensile), aplicați un finisaj pe bază de ulei mineral sau ceară de albine sigur pentru alimente - acestea nu sigilează la fel de bine, dar nu vor migra în alimente.
✔ Listă de verificare pre-gravură
- Lemnul este stabil dimensional (fără deformări, crăpături sau noduri în zona de gravare)
- Suprafață șlefuită la granulația 220, praful îndepărtat
- Pata (dacă există) se usucă complet în 24-48 de ore
- Curgere verificată a asistenței aerului
- Pat de fagure la locul lui
- Grilă de testare rulată pe un rest din același lot
Aplicații de gravare cu laser pe lemn — De la decor la producție
Gravura cu laser pe lemn este una dintre puținele investiții de capital care vor fi rentabile în hobby-uri, comerț cu amănuntul și uz industrial - nu este necesară modificarea mașinii. Selectarea clasei laserului și a puterii ar trebui să corespundă obiectului în vedere - un CO2 de 100 W pentru cadouri de nuntă este o investiție nereușită, o diodă cu cadru deschis de 10 W pentru semnalistică de producție este o pierdere de timp.
| Aplicatii | Scară tipică | Masina recomandata |
|---|---|---|
| Cadouri personalizate (brelocuri, suporturi pentru pahare, plăcuțe) | 10–500 de unități/lună | Diodă închisă de 10–20 W |
| Semnalistică personalizată și premii | 50–2,000 de unități/lună | Diodă închisă de 40 W sau CO2 de 40–60 W |
| Ustensile de bucătărie (tocătoare, tacâmuri) | 100–5,000 de unități/lună | CO2 40–60 W cu atașament rotativ |
| Machete arhitecturale, prototipuri | Foi de calcul mai mari, bazate pe proiecte | 60–100 W CO2, pat mare |
| Marcarea pieselor de producție (numere de identificare/serie) | 1,000+ unități/zi | Diodă închisă de peste 40 W + automatizare |
| Decor de nuntă, personalizare eveniment | Stoc variat, bazat pe proiecte | Diodă închisă de 20–40 W |
Este gravarea cu laser pe lemn o afacere viabilă în 2026?
Da, cu anumite rezerve. Analiștii din industrie prevăd că piața gravurii laser pe lemn va crește cu o rată anuală compusă (CAGR) de 7.8% până în 2033, iar piața serviciilor de gravare laser din SUA este prognozată la o CAGR de 12.1% - cererea de servicii depășește vânzările de echipamente. Capcana apare în forumurile practicienilor: segmentul de cadouri personalizate entry-level de pe Etsy și eBay este saturat, iar vânzătorii nediferențiați raportează marje comprimate.
Modelele viabile din 2026 se grupează în jurul a trei arhetipuri - B2B local (semnalizare, premii, imobiliare, ospitalitate), linii de produse specializate (articole de bucătărie premium, modele arhitecturale, lucrări personalizate de nișă care supraviețuiesc descoperirii algoritmice) și subcontractarea producției pentru designeri și mărci mici. Pasionații care doresc să „recâștige mașina” doar pe Etsy se confruntă cu un deal mai abrupt decât în 2022. Pentru o perspectivă mai profundă asupra investiției în echipamente a acestei decizii, consultați dacă merită să cumperi o mașină de gravat cu laser.
Căutați un gravator laser pentru lemn pentru producție sau pentru lucrări în serie?
UDTECH construiește gravatoare laser cu CO2 și diode închise, configurate pentru producția de lemn — solicitați specificații, termene de livrare și prețuri pentru aplicația dumneavoastră.
Perspectivele industriei pentru 2026 — Încotro se îndreaptă gravarea cu laser pe lemn
Trei forțe transformă gravarea cu laser pe lemn pe măsură ce ne apropiem de anul 2026: saltul de performanță al laserului cu diode care a lansat sistemele închise de Clasa 1 de 40 W în domeniul prelucrării mainstream a lemnului, economia de personalizare care continuă să alimenteze cererea IMM-urilor și așteptările mai mari privind siguranța încorporată, pe măsură ce universitățile și spațiile comune de producție se standardizează doar pe Clasa 1.
Două concluzii practice pentru cumpărătorii din 2026:
- Nivelul de diode închise de 40 W este acum noua opțiune implicită pentru IMM-uri. Dacă achiziționați pentru semnalizare, premii sau personalizare pentru orice volum mai mic decât producția zilnică, alegerea diodelor concurează acum cu - sau depășește - toate sistemele CO2 anterioare la majoritatea dimensiunilor și la jumătate din cost. Economisiți bugetul CO2 pentru materiale mai groase (>18 mm) și lucrări de volum mai mare.
- Cumpărați echipamente de clasa 1 închise, indiferent de nivelul de preț. Îndrumări universitare privind mediul, sănătatea și sănătatea (EHS) de la MIT, Universitatea din Florida și Carnegie Mellon toate standard pentru spațiile închise din Clasa 1 destinate spațiilor comune – această cerință începe deja să se regăsească și în asigurările comerciale și în contractele de leasing. Prima pentru spațiile închise din Clasa 1 a scăzut de la „dublul prețului” în 2020 la aproximativ 20-30% în 2026 și a eliminat complet costurile generale ale ochelarilor și ale sistemelor interlock.
FAQ

Î: Se poate grava lemn cu laser?
Vezi răspunsul
Î: Puteți grava cu laser lemnul colorat?
Vezi răspunsul
Î: Este mai bine să colorez lemnul înainte sau după gravarea cu laser?
Vezi răspunsul
Î: Ce grosime de lemn poate tăia o mașină de tăiat cu laser?
Vezi răspunsul
Î: De unde se poate cumpăra lemn pentru gravare cu laser?
Vezi răspunsul
Î: Arderea lemnului vs. gravarea cu laser — care este mai bună?
Vezi răspunsul
Articole pe aceeaşi temă
- Prezentare generală a aplicațiilor laserului — în diferite materiale și industrii
- Cei mai importanți producători de mașini de tăiat cu laser CO2
- Spumă de tăiere cu laser — manipularea materialelor adiacente
- Selectarea extractorului de fum pentru tăietoare laser
- Ce materiale poate fi tăiat cu laser cu fibră
- Scopul unei mașini laser — prezentare generală a clusterului
Referințe și surse
- Siguranța tăietorului cu laser — Universitatea din Wisconsin Mediu, Sănătate și Securitate
- Pericole laser — Standarde — Administrația pentru securitate și sănătate în muncă
- Lasere: Practici de lucru în siguranță (PDF) — OSHA din Oregon
- Ghid EHS — Siguranța mașinilor de tăiat cu laser (PDF) — Universitatea Carnegie Mellon
- Ghid pentru tăietoare/gravoare laser (PDF) — EHS al Universității din Florida
- Ghid de siguranță pentru tăietorul cu laser (PDF) — MIT Mediu, Sănătate și Securitate
- Tendințe și prognoze ale pieței mașinilor de gravat cu laser 2026–2033 — Perspective coerente asupra pieței
Despre acest ghid de gravare laser pe lemn
Acest ghid sintetizează nivelurile de prețuri pentru gravarea cu laser pe lemn în 2026, datele de performanță ale claselor de mașini și tehnicile practicienilor furnizate de forumuri (inclusiv metodele de borax, defocalizare și întunecare cu ardere a stratului superior) - verificate în conformitate cu îndrumările de siguranță de Clasa 1 din programele EHS ale universităților din SUA. În cazul în care tehnicile se bazează pe rapoarte practicienilor și nu pe standarde publicate, sursa respectivă este menționată în text. Revizuit de echipa de ingineri UDTECH pentru acuratețe tehnică în sistemele cu diode și CO2.






