



نحوه کار دستگاه کاغذسازی - انواع، اجزا و فرآیند تولید
مشخصات سریع
| محدوده سرعت عملیاتی | ۳۰۰ تا ۲۲۰۰ متر بر دقیقه (بسته به درجه کاغذ متفاوت است) |
| عرض ماشین | ۲.۵ تا ۱۰.۵ متر (عرض برش) |
| خروجی روزانه | ۵۰ تا ۴۰۰۰ تن در روز (TPD) |
| مواد اولیه | خمیر چوب بکر، الیاف بازیافتی، الیاف غیر چوبی (باگاس، بامبو) |
| مصرف انرژی | ۹.۰ تا ۹.۸ مگاوات ساعت به ازای هر تن کاغذ (کارخانه یکپارچه) |
| استفاده از آب | تقریباً ۱۹۰۰۰ لیتر در هر تن (تقریباً ۵۰۰۰ گالن در هر تن)، ۹۰٪ بازیافت شده |
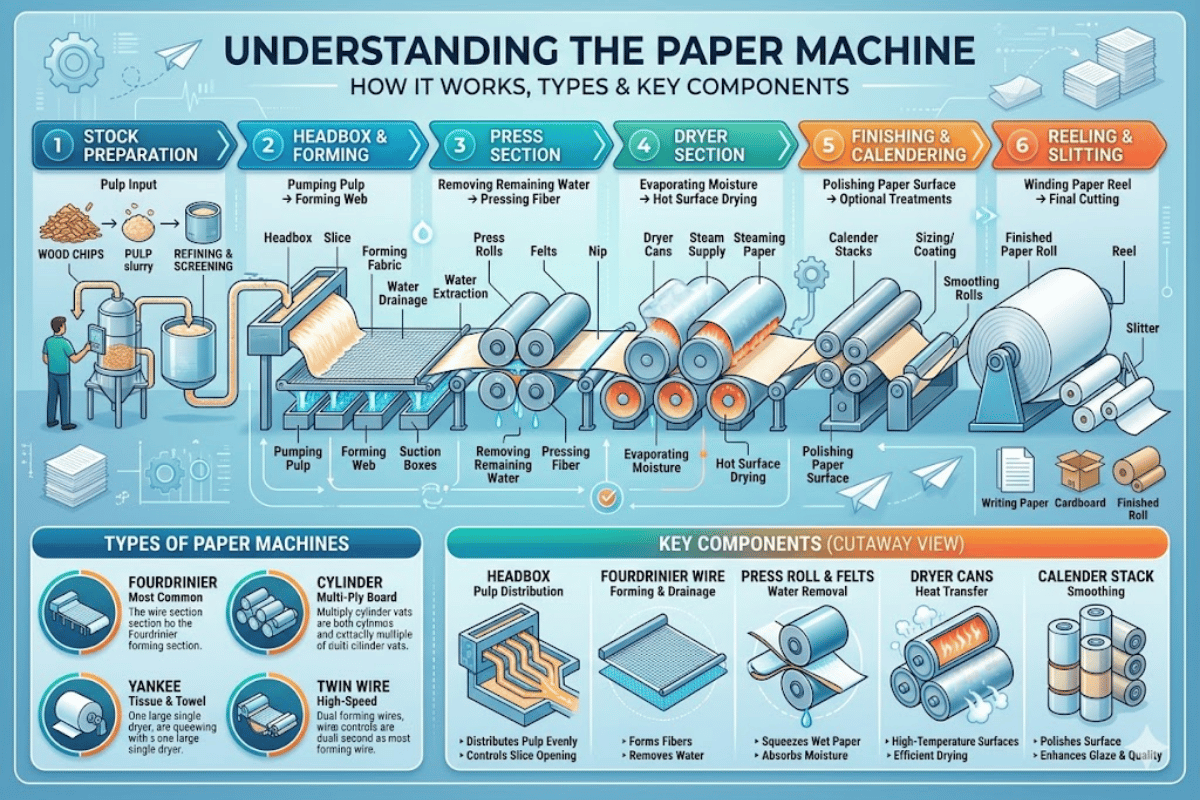
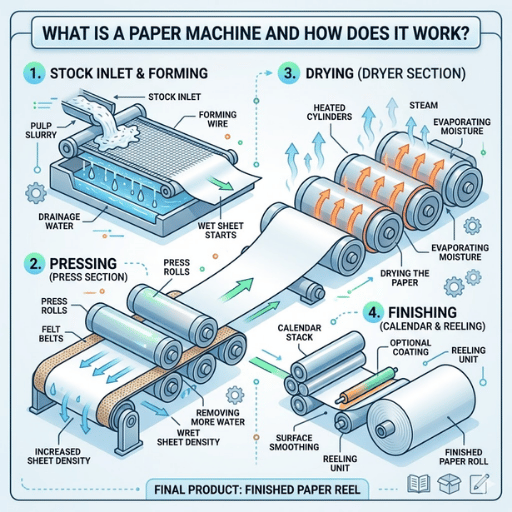
یک دستگاه کاغذ، خمیر کاغذ خام را از طریق یک خط تولید سریالی پرسرعت به کاغذ نهایی تبدیل میکند. ماشینهای کاغذسازی نیروی کار صنعت خمیر و کاغذ در سراسر جهان هستند - بازاری که تنها در سال 2023 بیش از 420 میلیون تن کاغذ و مقوا تولید کرد، بر اساس دادههای بازار جهانی Statistaفرقی نمیکند دستگاه کاغذسازی چه باشد - تبدیل کاغذ با وزن سبک با سرعت ۲۲۰۰ متر در دقیقه یا کاغذ با وزن سنگینتر با سرعت ۶۰۰ متر در دقیقه - میتوانید روی توالی فرآیندهای یکسان حساب کنید: آمادهسازی کاغذ، شکلدهی، پرس، خشک کردن و پرداخت نهایی.
توضیح مفصل در مورد نحوه عملکرد ماشینهای کاغذ، تفکیک انواع مختلف ماشینها و ارائه جزئیات مهندسی مورد نیاز برای نویسندگان مشخصات کارخانه و پرسنل خرید جهت ارزیابی گزینههای مختلف ماشینکاری.
دستگاه کاغذسازی چیست و چگونه کار میکند؟
دستگاه کاغذسازی یک وسیله صنعتی است که سوسپانسیون رقیقی از الیاف سلولز (معمولاً با غلظت کمتر از ۱٪) را میگیرد و یک شبکه کاغذی خشک و نهایی تشکیل میدهد که با سرعتهای مختلف از ۳۰۰ متر در دقیقه تا بیش از ۲۰۰۰ متر در دقیقه تولید میشود. این ایده به سال ۱۷۹۹ برمیگردد، زمانی که مخترع فرانسوی، لویی-نیکلاس رابرت، حق ثبت اختراع اولین فرآیند پیوسته کاغذسازی را دریافت کرد. سپس برادران فوردرینیه، برایان گمبل و سیلی به او پیوستند که حدود سال ۱۸۰۴ با همکاری مهندس برایان دانکین برای ایجاد ماشینآلات تولیدی قابل استفاده، توسعه این فرآیند را برای استفاده تجاری در انگلستان تأمین مالی کردند.
شش مرحله اصلی، توالی تولید را تشکیل میدهند:
- آمادهسازی الیاف خام (بکر/بازیافتی) شسته، تصفیه و تا غلظت ۰.۳ تا ۱.۰ درصد رقیق میشود. الیاف موجود در دستگاههای تصفیه توسط دستگاههای تصفیه آسیاب میشوند تا طول الیاف و رشتههای الیاف مناسب برای ورق کاغذ فراهم شود.
- تشکیل (بخش سیم)- ماده رقیق شده تحویل داده شده از هد باکس روی یک توری سیمی متحرک قرار میگیرد. آب از طریق نیروی جاذبه و خلاء از توری خارج میشود و یک لایه الیاف مرطوب با 18 تا 22 درصد جامد ایجاد میکند.
- پرس کردن- پارچه مرطوب خیس میشود و با عبور از ۲ تا ۴ فشار، آب آن به صورت مکانیکی خارج میشود. این کار باعث افزایش غلظت به ۳۵ تا ۵۰ درصد میشود. هر فشار شامل بار خطی ۵۰ تا ۱۵۰ کیلونیوتن بر متر مربع است.
- خشک کردن - رطوبت از کاغذ هنگام عبور از سیلندرهای گرم شده با بخار (K): 100-160 درجه سانتیگراد (تقریباً تقریبی)؛ بخش خشک کن 60-70٪ از کل انرژی مورد استفاده دستگاه کاغذ را مصرف می کند.
- غلتک کلندر — غلتکهای کلندر با گیرههای سخت و نرم، ظاهر ورق را بهبود میبخشند و تا حدودی تغییرات ضخامت را کنترل میکنند. فشارهای ناشی از نیش غلتک کلندر میتواند از 20 تا 300 کیلونیوتن بر متر متغیر باشد.
- نخ پیچی و پیچیدن - سیستمهای نوار نقاله، تار عنکبوت نهایی را به قرقره منتقل میکنند، جایی که تار عنکبوت به صورت رولهای بزرگ پیچیده شده و سپس شکافته شده و به عرض دلخواه مشتری پیچانده میشود.
بخش خشککن، بخش بسیار مهمی در مصرف برق ماشینآلات کاغذسازی است. تحقیقات منتشر شده در بهرهوری انرژی (نشریه طبیعت اشپرینگر) میگوید که فشردهسازی بیشتر پارچه منجر به مصرف فشار بیشتر قبل از بخش خشککن، حتی به کوچکی ۱٪، به شکل بخار میشود.
انواع ماشینهای کاغذسازی - فوردرینیر در مقابل سیلندر (چاپ و بستهبندی پرسرعت)

دو معماری اساسی برای ماشین کاغذ وجود دارد: فوردرینیر و قالب سیلندری. آنها در سیستم شکلدهی کاغذ متفاوت هستند و این تفاوت بر حداکثر سرعتی که میتوانند به آن دست یابند، ساختار ورقی که تولید میکنند و نوع درجه کاغذی که برای آن مناسبتر هستند، تأثیر میگذارد.
ماشینهای فوردرینیر همچنان نوع غالب کاغذسازی برای تولید تجاری امروزی هستند. این ماشینها دارای یک شبکه سیمی افقی متحرک هستند که برای پشتیبانی از جت کاغذ رقیق از جعبه هد استفاده میشود. آبگیری از طریق نیروی جاذبه، غلتکهای رومیزی و جعبههای خشککن با کمک خلاء انجام میشود و در نتیجه یک شبکه تک لایه با الیاف نسبتاً غیرجهتدار ایجاد میشود. برای همه گریدها - کاغذ تیشو و روزنامه گرفته تا مقوای ضخیم - ماشینهای فوردرینیر بهترین سرعت کلی بهرهوری را ارائه میدهند.
ماشینهای قالب سیلندری، که در ابتدا توسط جان دیکینسون در سال ۱۸۰۹ طراحی شدند، از یک سیلندر چرخان با روکش سیمی استفاده میکنند که تا حدی در یک ظرف حاوی دوغاب الیاف غوطهور است. با خروج آب از طریق سیم، رسوبات الیاف روی سیلندر جمع میشوند. چندین سیلندر که به صورت سریالی به هم متصل شدهاند، معمولاً روی هم قرار میگیرند تا تختههای چندلایه تشکیل دهند. ماشینهای قالب سیلندری در مواردی استفاده میشوند که ساختارهای چندلایه یا کاغذهای تخصصی مانند کاغذ اسکناس، کاغذ صافی و اسناد با امنیت بالا مورد نیاز باشد.
دسته سوم، قالبگیری دو سیمه یا قالبگیری شکافی. جت دوغاب الیافی انعطافپذیر آن میتواند آزادانه بین سیمهای همگرا تزریق شود و همزمان از سیم بالا و پایین آبگیری کند. این امر باعث ایجاد ورقی ذاتاً متقارنتر با شکلگیری بهبود یافته میشود که با سرعتهای بالای یک فوردرینیر معمولی مطابقت دارد.
| پارامتر | فوردرینیه | قالب سیلندر | سیم دوقلو (گپ فورمر) |
|---|---|---|---|
| دامنه سرعت | 300-1,800 متر در دقیقه | 15-150 متر در دقیقه | 800-2,200 متر در دقیقه |
| عرض معمول | 3.5-10.5 متر | 1.5-4.5 متر | 4.0-10.5 متر |
| ظرفیت خروجی | ۱۰۰–۲۰۰ تن در روز | ۱۰۰–۲۰۰ تن در روز | ۵۰۰ تا ۴۰۰۰+ TPD |
| ساختار ورق | تک لایه، جهت گیری یکنواخت الیاف | قابلیت چندلایه، توزیع تصادفی الیاف | زهکشی دو طرفه متقارن تک لایه |
| مناسبترین نمرات | کاغذ روزنامه، کاغذ چاپ، کرافت، دستمال کاغذی | مقوای چندلایه، اسکناس، کاغذ صافی | بستهبندی پرسرعت، درجهبندی چاپ |
| هزینه سرمایه (نسبی) | متوسط | پایین | برتر |
بین دو نوع رقیب سابق، یک ترکیب مدرن، قالبگیری سیمی دوقلو (یا قالبگیری شکافدار)، اکنون نوع رایج ماشین کاغذسازی است. این یک توسعه منطقی از طرح سنتی فوردرینیر است که الیاف را بین دو سیم همگرا تزریق میکند که به طور همزمان از بالا و پایین آبگیری میشوند. این امر منجر به بهبود شکلگیری و جهتگیری متقارن الیاف، در سرعتهای بسیار بالا بیش از 2000 متر بر دقیقه میشود.
اجزای کلیدی یک ماشین کاغذسازی

سرعت خط با راندمان ماشین آلات برابر نیست. کل انرژی فرآیند و هزینه عملیاتی خاص ارتباط نزدیکی با طراحی ماشین، تنشهای اعمال شده بر روی رول و راندمان سیستم در هر جزء دارند. اجزای کلیدی ماشین کاغذ شامل هدباکس، بخش شکلدهی، بخش پرس، بخش خشککن و قرقره و وایندر است.
جعبه دنده
هدباکس، جت استاندارد و کنترلشدهای از الیاف رقیق (با پایه ۱ تا ۲ درصد جامد) را به طور یکنواخت در کل عرض دستگاه پخش میکند. امروزه، هدباکسهای هیدرولیکی با دهانههای برش قابل تنظیم، قادر به کنترل غلظت ویژه الیاف تولیدی تا زیر ۰.۴ درصد در سراسر پروفیل عرضی دستگاه هستند. سیستمهای توزیع مانند پروفیلومتری رقیقسازی نیز توانایی کنترل پروفیل وزن پایه را در محدوده ±۰.۵ گرم بر متر مربع دارند. تعادل نسبت سرعت جت به سیم (به اصطلاح نسبت شتاب/کشش) تفاوت عمدهای برای طراحان ماشین کاغذ در تصمیمگیری در مورد پارامترهای عملیاتی است - معمولاً در محدوده ±۲ درصد سرعت سیم قرار میگیرد که بر جهتگیری الیاف و نوع محصول تأثیر میگذارد.
بخش شکلدهی (سیم) - شکلدهی ورق
شکلدهی مسئول حذف آب آزاد است. «در دستگاه فوردرینیر، سیم به طور متوالی از روی رولهای میز، فویلها و قفسههای خلاء عبور میکند». پارچههای شکلدهی پیشرفته (ورقهای بافته شده مصنوعی شکلدهی شده مانند نایلون یا پلیاستر با اندازههای سلولی 60-90 در هر سانتیمتر) بادوامتر، مقاومتر در برابر سایش و تمیز کردن آنها آسانتر از سیستمهای مبتنی بر سیم است». یک فوردرینیر در خروجی بخش قبلی، شبکهای با تقریباً 18 تا 22 درصد جامد دریافت میکند. عملیات دستگاه کاغذ شامل هزینههای جاری برای تعویض اجزای پارچه فرسوده - پارچههای شکلدهی، نمدهای پرس و پارچههای خشککن - است.
بخش را فشار دهید
ماشینآلات کاغذسازی قصد دارند یک لایه کاغذ با رطوبت بالا را به سطح مورد نظر برسانند. غلتکهای پرس، بارهای مکانیکی را برای فشردهسازی لایه اعمال میکنند و میزان جامد آن را به 35 تا 50 درصد افزایش میدهند. یک بخش پرس معمولی شامل 2 تا 4 سوزن است که از پیکربندیهای سوزن مستقیم، معکوس یا ترکیبی استفاده میکند. فناوری پرس کفشکی، طول تماس سوزن را افزایش میدهد و در نتیجه خشکی خروجی بیشتری ایجاد میکند - اغلب 2 تا 5 درصد بیشتر از پرسهای غلتکی معمولی در بار خطی معادل.
بخش خشک کن
سیلندرهای چدنی گرم شده با بخار (با قطر ۱.۵ تا ۱.۸ متر) در بخش خشککن برای خشک کردن تار عنکبوت از طریق انتقال حرارت تماسی استفاده میشوند. اکثر ماشینها ۵ تا ۷ گروه خشککن مستقل را اداره میکنند که هر کدام فشار بخار و کنترل پارچه خشککن را به صورت جداگانه دارند. فشار بخار معمولاً بسته به درجه و سرعت ماشین از ۱۰۰ تا ۶۰۰ کیلوپاسکال متغیر است. دمای سطح خشککن از ۱۰۰ درجه سانتیگراد تا ۱۶۰ درجه سانتیگراد متغیر است.
کلندر، غلتک و قرقره
کلندرها بافت سطح و ضخامت ورق را کنترل میکنند. کلندرهای نرم «نیپ» از یک غلتک نیپدار (پوشش پلیمری) در مقابل غلتک فولادی گرمشده استفاده میکنند، در حالی که کلندرهای سخت «نیپ» از دو غلتک فولادی تشکیل شدهاند. رول نهایی در قرقره به صورت غلتکهای کاغذ مادر پیچیده میشود و سپس توسط سیستمهای برش برش داده شده و طبق مشخصات سفارشی روی یک وایندر اختصاصی دوباره پیچیده میشود.
📐 نکته مهندسی
کنترل غلظت در هدباکس مهمترین متغیر کنترلی است که بر توزیع وزن پایه تأثیر میگذارد. برای گریدهای چاپ، مقادیر هدف در محدوده 0.3-0.5٪ هستند (که در منیفولد ورودی هدباکس اندازهگیری میشوند). راهنماهای مهندسی از ادبیات ساینس دایرکت پیشنهاد میشود که برای جلوگیری از لخته شدن، غلظت خمیرهای الیاف بلند (کرافت) در هدباکس (headbox) باید کمتر (0.2-0.4%) نسبت به خمیرهای الیاف کوتاه (چوب سخت یا بازیافتی) تنظیم شود. پروفیل وزن پایه CD باید با استفاده از محرکهای پروفیل رقیقسازی که در فواصل 50 تا 100 میلیمتری در سراسر برش هدباکس قرار دارند، در محدوده 1.0% (محدوده ±0.5%) هدف کنترل شود.
فرآیند ساخت کاغذ - از خمیر کاغذ تا رول نهایی

کل دستگاه کاغذ سازی از آمادهسازی مواد اولیه تا عملیات قرقره کردن، یک سری مراحل پیوسته و کنترلشده طی میشود. برای هر مرحله، پارامترهای کلیدی مؤثر بر عملکرد نهایی ورق مشخص و مطالعه میشوند.
آمادهسازی مواد اولیه - کرافت، مقوا و فرنیش بازیافتی
خمیر کاغذ به صورت خمیر چوب بکر (چوب نرم برای استحکام، چوب سخت برای پرداخت نهایی)، الیاف بازیافتی یا غیرچوبی (بامبو، باگاس، کاه گندم) وارد میشود. الیاف غیرچوبی بخش به سرعت در حال رشدی از صنعت خمیر و کاغذ است که انتظار میرود در سال ۲۰۲۴ ارزشی معادل ۴۶.۹۲ میلیارد دلار داشته باشد و در نهایت تا سال ۲۰۳۴ به ۷۰.۳۳ میلیارد دلار برسد. بینش کسب و کار Fortune.
مراحل آمادهسازی خمیر شامل خمیرسازی (استخراج الیاف از فاز جامد)، تمیز کردن (حذف آلایندههایی مانند شن، منگنه و پلاستیک)، غربالگری (حذف ذرات بزرگ) و پالایش (اصلاح پتانسیل پیوند الیاف با روشهای مکانیکی) است.
عملیات پایانه مرطوب ماشین کاغذ
سیستمهای جریان نزدیکشونده، انتهای مرطوب دستگاه کاغذ را تغذیه میکنند و خمیر کاغذ تصفیهشده را با غلظت شکلدهی (0.3-1.0%) به بخش شکلدهی وارد میکنند و سپس توسط غربالها و پاککنندهها روی سیم رسوب داده و توزیع میکنند. روی سیم شکلدهی، سه نوع حذف آب (علاوه بر نیروی جاذبه) ارائه میشود: نیروهای زهکشی تقویتشده از فویلها و رولهای میز، جعبههای مکش و درامهای مکش. در انتهای سیم، شبکه تقریباً 18 تا 22 درصد جامد دارد.
عملیات پرس و خشک کن
غلتکهای پرس با اعمال فشار مکانیکی، انسجام شبکه را تا ۳۵ تا ۵۰ درصد افزایش میدهند. خشکی بیشتر پرس، مستقیماً به صرفهجویی در مصرف انرژی در بارهای بخار بخش خشککن بعدی منجر میشود. سیلندرهای خشککن رطوبت باقیمانده را از طریق انتقال حرارت نهان و محسوس حذف میکنند. تخمین زده میشود که میزان تخلیه ورق مرطوب از بخش خشککن برای یک دستگاه ۱۰۰۰ تن در روز، در محدوده حدود ۱۲۰۰ تا ۱۵۰۰ تن در روز باشد.
پرداخت، برش و تبدیل
پس از خشک شدن، ممکن است رول از طریق یک پرس آهار (افزودنی مانند نشاسته)، یک ایستگاه پوشش (برای درجههای چاپ پوشش داده شده) و یک بخش کلندر قبل از تبدیل شدن به رولهای اصلی در قرقره، مورد استفاده قرار گیرد. از آمادهسازی کاغذ تا پرداخت نهایی، کل فرآیند به صورت تولید مداوم انجام میشود. خطوط تولید کاغذ اتوماتیک مدرن به طور مداوم 24 ساعته و 7 روز هفته کار میکنند و هر 4 تا 8 هفته یکبار برای تعمیر و نگهداری خاموش میشوند.
اعداد مربوط به میزان مصرف آب از انتشارات آکادمی ملی گزارش معیار صنعت. آمار بازیافت آب ۹۰٪ مربوط به آمار کلیدی کنفدراسیون صنایع کاغذ اروپا (CEPI) 2023.
مشخصات دستگاه کاغذ - سرعت، عرض، خروجی و ظرفیت بر اساس درجه
همه دستگاههای کاغذسازی یکسان ساخته نشدهاند. مشخصات کیت بسته به درجه کاغذی که دستگاه برای تولید آن طراحی شده است، بسیار متفاوت است. برای یک دستگاه کاغذسازی با سرعت ۲۲۰۰ متر در دقیقه، پارامترهای طراحی مهندسی عمیقاً با یک خط تولید مقوای کانتینری با ظرفیت بالا که با بیش از ۳۰۰۰ تن در روز کار میکند، متفاوت است. در زیر طیف وسیعی از مشخصات بر اساس درجه تولید آمده است.
| درجه کاغذ | سرعت (m / min) | عرض برش (متر) | خروجی (TPD) | وزن پایه (گرم بر متر مربع) |
|---|---|---|---|---|
| بافت | 1,200-2,200 | 2.5-5.6 | 50-250 | 13-30 |
| روزنامه | 1,000-1,800 | 6.0-10.0 | 500-1,500 | 40-52 |
| چاپ و تحریر | 600-1,500 | 4.0-9.0 | 200-1,200 | 50-120 |
| مقوای کانتینری (لاینر/فلوت) | 400-1,200 | 4.5-10.5 | 500–4,000 + | 100-350 |
| کاغذ کرافت (کیسه/گونی) | 400-900 | 3.5-7.0 | 200-800 | 60-120 |
| مقوا | 200-600 | 3.0-7.0 | 200-1,500 | 150-500 |
هنگام تعیین دستگاه برای یک کارخانه جدید یا ارتقاء دستگاه کاغذ، حجم تولید سالانه مورد نظر - چه برای رول کاغذ، مقوای لیوان کاغذی یا انواع کامل کاغذ - حداقل ترکیب سرعت و عرض برش مورد نیاز را تعیین میکند. برای دستیابی به تولید سالانه ۱۰۰۰ تن در روز مقوای کانتینری، یک کارخانه به دستگاهی نیاز دارد که با سرعت اسمی ۸۰۰ متر در دقیقه و عرض برش ۷+ متر، با فرض وزنهای پایه معمول مقوای آستری، کار کند.
✔ مزایای ماشینهای پرسرعت (بیش از ۱۲۰۰ متر بر دقیقه)
- هزینههای واحد تولید پایینتر - هزینههای ثابت توزیعشده بر خروجی بالاتر
- به ماشینآلات کمتری نیاز دارد، در نتیجه فضای اشغال شده توسط کارخانه به ازای هر تن ظرفیت به حداقل میرسد
- سیستمهای کنترل و درایو مدرن، کیفیت را در سرعت حفظ میکنند.
- مصرف انرژی به ازای هر تن با افزایش نرخ تولید کاهش مییابد
⚠ محدودیتهای ماشینهای پرسرعت
- سرمایهگذاری بالاتر — ۲۰۰ میلیون تا ۱ میلیارد دلار برای خطوط پرسرعت بزرگ
- کاهش توانایی تغییر گریدها در محدودههای محدود محصول - بنابراین، افزایش وسعت گریدها تأثیر منفی میگذارد.
- افزایش حساسیت به تغییرات کیفیت قطعه در سرعتهای بالای شکلدهی
- افزایش زمان راهاندازی پس از پارگی ورق - افزایش تلفات تولید در هر رویداد
هنگام مقایسه راه حل های دستگاه کاغذ سازی از تامینکنندگان مختلف تجهیزات، از ظرفیت بار نامی و ظرفیت خالص تولید استفاده کنید، نه حداکثر سرعت طراحی. راندمان واقعی اجرا میتواند ۸۵ تا ۹۳ درصد سرعت طراحی باشد تا تفاوتهای سرعت بافت در تغییر درجه، پارگی ورق و رویدادهای تمیزکاری را جبران کند.
پایداری و روندهای آینده در فناوری ماشین کاغذ
عملکرد ماشینهای کاغذسازی در حال حاضر در سه مسیر متقاطع در حال ظهور است: جریانهای الیاف بازیافتی، کمینهسازی انرژی و سفارشیسازی دیجیتال. اینها مفاهیم آینده نیستند - آنها برنامههای سرمایهگذاری فعلی هستند که ماشینهای کاغذسازی مدرن را از نو تعریف میکنند.
الیاف بازیافتی و تولید چرخشی
تحقیقات بازار توسط بینش بازار آینده نشان دهنده رشد سالانه 5.7٪ CAGR برای صنعت بازیافت کاغذ است که تا سال 2034 به اندازه جهانی 13.1 میلیارد دلار خواهد رسید. کارخانههای موجود اروپایی نرخ بازیافت الیاف را به طور متوسط تقریباً 72٪ حفظ میکنند. الیاف بازیافتی نیازهای بیشتری را بر دستگاه کاغذ تحمیل میکنند، مانند سطوح بالاتر آلایندهها و الیاف بازیافتی کوتاهتر که باعث تشکیل ورق ضعیفتر میشوند. الیاف بکر باید برای بهبود ویژگیهای استحکام ورق مخلوط شوند.
بهرهوری انرژی و کاهش مصرف آب
تجزیه و تحلیل فنلاند و سوئد نشان میدهد که کل انرژی اولیه مصرفی به ازای هر تن کاغذ از ۹.۷۶ مگاوات ساعت در هر تن به ۹.۰۲ مگاوات ساعت در هر تن کاهش یافته است که این کاهش از طریق ترکیبی از بهبود بهرهوری در بخش چاپ، نصب تجهیزات بازیابی حرارت و پیشرفتهای اتوماسیون فرآیند حاصل شده است، همانطور که در ... منتشر شده است. مجله بهرهوری انرژی (Springer Nature)بازیافت چرخه آب در سیستمهای حلقه بسته مدرن بیش از ۹۰٪ است. سیستمهای پرس کفشی امروزی، نتایج خشکی پس از پرس را ۲ تا ۵٪ بالاتر ارائه میدهند و مستقیماً در مصرف انرژی حرارتی بخش خشککن صرفهجویی میکنند.
صنعت ۴.۰ و ماشینهای کاغذ دیجیتال
تأسیسات تولیدی در سراسر اسکاندیناوی و آمریکای شمالی در حال نصب انبوهی از مفاهیم اتوماسیون دیجیتال، مانند شبکههای حسگر به هم پیوسته، شخصیتهای دیجیتال و سیستمهای بهینهسازی تجهیزات مبتنی بر هوش مصنوعی و یادگیری ماشینی هستند. استفاده از الگوریتمهای تعمیر و نگهداری پیشبینیکننده برای تجزیه و تحلیل ارتعاشات و دمای دستگاههایی مانند سیلندرهای خشککن یا یاتاقانها، تجهیزات غیرفعال را کاهش میدهد. کنترلهای پویا به طور خودکار وزن پایه، رطوبت و پروفیلهای کولیس را برای تولید بهینه پنجرههای در حال اجرا تطبیق میدهند.
چشم انداز بازار
مطابق با بینش کسب و کار Fortuneبازار جهانی ماشینآلات خمیر و کاغذ در سال ۲۰۲۵، ۱۱۷.۹۲ میلیارد دلار بود و پیشبینی میشود که تا سال ۲۰۳۴ با نرخ رشد مرکب سالانه ۴.۴ درصد به ۱۷۱.۰۵ میلیارد دلار برسد. انجمن جنگل و کاغذ آمریکا (AF&PA) افزایش ۳.۲ درصدی تولید کاغذ و مقوا در ایالات متحده در سال ۲۰۲۴ را پیشبینی میکند که مقوای جعبهای در صدر آن قرار دارد. تقاضای بستهبندی (جایگزین پلاستیک برای تجارت الکترونیک و سایر کاربردها) همچنان محرک اصلی سرمایهگذاری برای ایجاد ظرفیت جدید ماشینآلات کاغذسازی است.
تغییرات در یک ماشین کاغذسازی برای افزایش محتوای الیاف بازیافتی، فقط اصلاحات آمادهسازی موجودی نیستند - بلکه پیامدهای بعدی برای هر بخش دیگر ماشین دارند. مواد بازیافتی، ذرات ریز بیشتری دارند که باعث میشود پارچههای فرمدهی کور شوند، نفوذپذیری نمد پرس کاهش یابد و آلودگی بخش خشککن افزایش یابد. با دوراندیشی، میتوان قبل از رسیدن به هدف افزایش محتوای بازیافتی اضافی، تأثیر آن بر ماشین را برنامهریزی کرد.
پرسش و پاسخهای متداول
س: دستگاه کاغذ سازی چه نام دارد؟
مشاهده پاسخ
س: یک دستگاه کاغذسازی چقدر سریع میتواند کاغذ تولید کند؟
مشاهده پاسخ
س: هدباکس در دستگاه کاغذسازی چیست؟
مشاهده پاسخ
س: لباس ماشین کاغذ چیست؟
مشاهده پاسخ
س: آیا آسیاب کردن کاغذ یک صنعت در حال مرگ است؟
مشاهده پاسخ
س: چه کسی دستگاه کاغذسازی را اختراع کرد؟
مشاهده پاسخ
به یک دستگاه کاغذسازی برای خط تولید خود نیاز دارید؟
UDTECH طیف کاملی از ماشینآلات تولید کاغذ - از جمله کارخانههای آمادهسازی کاغذ، ماشینهای کاغذسازی و ماشینهای پیچش - را ارائه میدهد. قیمتها و مشخصات ماشین کاغذسازی ایدهآل و ظرفیت آن را بیابید.
درباره این تحلیل
محتوای این راهنما توسط تیم محتوای فنی UDTECH با استفاده از اطلاعات منتشر شده از AF&PA، CEPI، Springer Nature و مشخصات تأمینکنندگان تجهیزات تألیف شده است. UDTECH یک تولیدکننده و طراح بریتانیایی ماشینآلات تولید کاغذ پیوسته است که راهحلهای جدیدی برای تجهیزات کارخانههای کاغذ کرافت، مقوای موجدار، کاغذ تیشو و کاغذهای فرهنگی ارائه میدهد. سرعتها و ظرفیتهای ذکر شده در این مقاله بر اساس طیف تجهیزات ما و دادههای منتشر شده در صنعت است.
مقالات مرتبط
منابع و مراجع
- مصرف جهانی کاغذ و مقوا 2024-2032 — استاتیستا
- معیار سنجش مصرف انرژی در صنعت کاغذ — بهرهوری انرژی (Springer Nature)
- ماشین Fourdrinier — دایره المعارف بریتانیکا
- ماشین کاغذ - بررسی اجمالی مهندسی - ScienceDirect
- صنعت خمیر و کاغذ: معیارهای عملکرد زیستمحیطی صنعتی — انتشارات آکادمیهای ملی
- آمار کلیدی ۲۰۲۳: صنعت خمیر و کاغذ اروپا — سی ای پی آی
- اندازه، سهم و تحلیل بازار ماشینآلات خمیر و کاغذ — بینشهای تجاری فورچون
- روند تولید و ظرفیت کاغذ در ایالات متحده - انجمن جنگل و کاغذ آمریکا (AF&PA)
- اندازه، سهم و پیشبینی بازار بازیافت کاغذ تا سال ۲۰۳۶ — بینشهای بازار آتی



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


