




Dengan kimpalan atau apa-apa kerja kraf, teknik, daya yang digunakan, bahan yang digunakan, dan banyak aspek lain mempengaruhi kualiti dan kekuatan produk akhir. Di antara banyak, salah satu komponen yang datang kepada tembaga ialah kimpalan itu sendiri. Malangnya, frasa seperti "kimpalan belakang" dan "kimpalan belakang" sering disalahertikan, yang membawa kepada kekeliruan walaupun dalam kalangan pengguna berpengalaman. Tujuan artikel ini adalah untuk menunjukkan perbezaan antara kedua-duanya dan menerangkan merit khusus, kegunaan dan cara ia menyumbang kepada proses kimpalan. Jika ruang membenarkan, artikel itu menerangkan cara sokongan tembaga digunakan dalam kaedah kimpalan ini dan faedah mengikut keadaan bagi setiap kaedah ini.
Apakah itu Kimpalan Penyandar dan Mengapa Ia Digunakan?

Mendapatkan Asas Sambungan Kimpalan
Sambungan kimpalan boleh ditakrifkan sebagai titik atau tepi dua atau lebih bahan (kebanyakannya logam), yang dipasang semasa proses kimpalan. Jenis utama sambungan kimpalan ialah sambungan punggung, sambungan sudut, sambungan pusingan, sambungan tepi, dan sambungan tee. Setiap satu berbeza daripada yang seterusnya dalam beberapa aspek dan dipilih mengikut reka bentuk yang ditetapkan, keupayaan beban dan bahan yang digunakan. Pilihan dan penyediaan sambungan kimpalan yang betul adalah penting untuk kekuatan, ketahanan, dan kecekapan kimpalan.
Kepentingan Jalur Penyandar Dalam Kimpalan
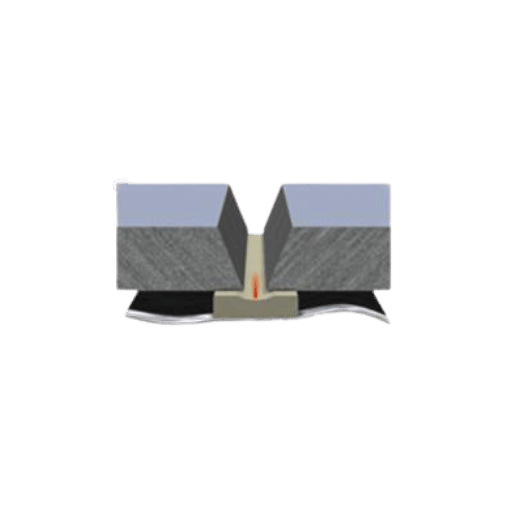
Salah satu ciri yang paling penting bagi jalur sokongan ialah jaminan kualiti kimpalan yang tinggi, terutamanya berkenaan dengan sambungan kimpalan yang mempunyai ketebalan yang besar. Jalur penyandar digunakan pada bahagian belakang sambungan untuk memudahkan sokongan dan menilai bahawa logam asas telah bercantum sepenuhnya untuk kimpalan. Jalur sokongan membantu dalam mengurangkan kecacatan kimpalan dengan menahan logam kimpalan cair daripada mengalir keluar dari sambungan. Kecacatan ini termasuk penembusan yang tidak lengkap, keliangan, dan kekurangan gabungan.
Jalur penyandar selalunya dibina daripada bahan yang sama seperti logam asas yang dikimpal, seperti tembaga atau keluli, dan boleh kekal atau boleh tanggal bergantung pada kes. Sebagai contoh, jalur sandaran kuprum tidak cacat kerana sandarannya membantu menghilangkan haba, mengelakkan herotan logam yang berlebihan. Penggunaan jalur sokongan seramik adalah agak baru dengan kemajuan teknologi, dan ia diketahui menyokong banyak aplikasi tegar kerana kestabilan suhu tingginya.
Dalam kimpalan bahagian bawah, jalur penyandar berguna di mana akses ke bahagian lain sambungan tidak tersedia. Seperti dalam pembinaan kapal dan saluran paip, jalur sokongan menyokong kimpalan yang perlu ditembusi dan diperkukuh, membantu dalam kekuatan struktur. Sesetengah penyelidik mencadangkan bahawa jalur sokongan dalam kes ini boleh meningkatkan ketahanan kimpalan dengan menjadikannya kurang berkemungkinan gagal di bawah beban.
Adalah sangat penting bahawa jalur sokongan dipasang dengan tepat; jika tidak, kecacatan dan prestasi yang lemah akan menjadi lebih berkemungkinan. Penggunaan Pemeriksaan, pemasangan dan pemilihan bahan hendaklah dikendalikan dengan penuh berhati-hati jika prestasi jalur sokongan yang diingini untuk operasi kimpalan ingin dicapai.
Mengetahui Masa Menggunakan Penyandar dalam Projek Kimpalan
Sokongan kimpalan harus digunakan untuk projek kimpalan gabungan apabila terdapat keperluan untuk menambah sokongan untuk kimpalan yang kuat dan boleh dipercayai. Ia berguna dalam aplikasi yang memerlukan penembusan penuh, seperti kimpalan struktur atau sistem tekanan tinggi. Gunakan sokongan apabila bekerja pada bahan yang sensitif kepada kecacatan akar dan juga apabila sambungan kimpalan memerlukan sokongan tambahan untuk menanggung beban. Teknik ini mencapai penjajaran terbaik bagi bahagian yang dikimpal, mengurangkan kecacatan, dan meningkatkan integriti dan kekuatan sambungan.
Dalam cara apakah sokongan Kuprum meningkatkan kualiti kimpalan?
Faedah Kuprum dan Sifatnya dalam Evolusi Kimpalan.
Kerana kekonduksian haba dan elektrik yang luar biasa tembaga, ia boleh digunakan dengan berkesan dalam aplikasi kimpalan. Kekonduksian terma yang tinggi meminimumkan terlalu panas sambil memastikan kimpalan dipanaskan dengan secukupnya, menjadikannya kurang kemungkinan kecacatan kimpalan muncul. Permukaan kuprum juga tidak reaktif, dan oleh itu pencemaran diminimumkan. Kekuatan dan kelembutannya membolehkan ia digunakan dalam banyak konfigurasi sambungan, dengan itu menyokong sambungan yang dikimpal dengan lebih baik sambil meningkatkan tahap penembusan kimpalan. Ini meningkatkan kualiti kimpalan dan meningkatkan kebolehpercayaan dalam aplikasi kritikal.
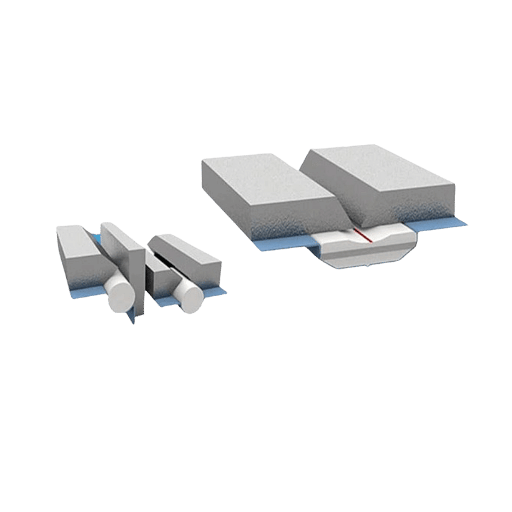
Penggunaan Sandaran Kuprum dalam Kimpalan Saluran Paip
Kimpalan saluran paip dibuat lebih mudah dengan menggunakan sandaran tembaga, kerana sandaran tembaga menawarkan sokongan yang stabil kepada kimpalan dan meningkatkan kawalan haba. Ia memberikan penyebaran haba yang sekata untuk mengelakkan masalah biasa seperti herotan serta terbakar dan memastikan kimpalan yang tepat semasa aplikasi saluran paip kritikal. Kekuatan dan gabungan kuprum kepada bahan cemar juga meningkatkan kebersihan dan ketekalan kimpalan, yang menjadikannya alat penting dalam mengekalkan integriti struktur dalam saluran paip.
Perbandingan Antara Bahan Sandaran Seramik dan Tembaga
- Rintangan haba. Bahan sokongan seramik adalah sangat baik jika suhu yang sangat tinggi berkenaan, ia sangat tahan terhadap suhu kerana ia boleh mengekalkan ubah bentuk. Kuprum boleh menahan banyak haba, namun ia mempunyai keupayaan untuk melegakan lebih banyak tekanan haba.
- Kebolehgunaan semula. Sandaran tembaga adalah sangat lasak dan kuat, oleh itu ia boleh digunakan semula berkali-kali manakala sandaran seramik, kerana sifatnya yang rapuh, mudah retak, adalah sekali guna.
- Kualiti Kimpalan. Tembaga juga menjadikan kualiti kimpalan lebih baik; Pencemaran dikurangkan kerana penyokong lebih bersih. Bagi yang lain, tembaga tidak banyak membantu. Seperti yang telah ditulis di atas, seramik membantu, namun untuk menyokong pelepasan logam cair ia melakukan penghalang yang kuat, namun ia boleh rosak jika tidak dijaga.
- Kecekapan Kos. Cacurada sokongan porselin dari segi kos tetapi tembaga datang dengan lebih banyak kos pada mulanya. Copper walaupun dia mempunyai banyak penjimatan selepas penggunaan kerana keliatan, ketahanan, dan paling tidak mudah rosak.
Setelah menganalisis pelbagai hujah yang memihak kepada setiap bahan, ia menjadi jelas bahawa semuanya bergantung pada butir-butir fungsi robotik kimpalan; jenis pesanan, kuasa kimpalan, cara kewangan.
Teknik Berbeza Kimpalan Sandaran Kimpalan
Memperbaik Kimpalan Sandaran dengan Mengoptimumkan Prosedur dengan Kimpalan TIG
Untuk meningkatkan kecekapan prosedur kimpalan TIG dengan kimpalan penyandar, amalan berikut mesti sentiasa dipastikan:
- Persediaan Bersama – Potong sambungan supaya kimpalan mempunyai permukaan bersih yang bebas daripada minyak, karat, kotoran, dan bahan cemar lain yang tidak diingini. Penyediaan sedemikian menghalang kecacatan kimpalan dan meningkatkan kualiti keseluruhan kimpalan.
- Kawalan Haba – Kawal arus keluaran pengimpal dan haba pengimpal dengan berhati-hati untuk memastikan tiada kepanasan terlampau pada bahan kerja kerana ini boleh menyebabkan bahan penyandar paling bawah dan kimpalan cair, merosakkan integriti kimpalan.
- Pilihan Elektrod – Gunakan elektrod tungsten yang paling sesuai dengan bahan yang dikimpal. Contohnya ialah menggunakan tungsten thoriated 2% yang lebih sesuai untuk kimpalan ketepatan berkualiti tinggi.
- Keserasian Bahan Sandaran – Bahan penyandar digunakan untuk menyandarkan bahan kerja dan harus serasi dengan bahan kerja untuk sokongan yang lebih baik dan kurang tegasan haba semasa mengimpal.
Pematuhan kepada langkah-langkah ini memberi kelebihan kepada masalah biasa seperti keliangan atau gabungan tidak lengkap bersama-sama dengan kualiti kimpalan dan isu keseragaman.
Mencapai Penembusan Penuh dengan Prosedur Kimpalan
Dalam kimpalan, terdapat beberapa elemen yang, jika ditangani dengan betul, akan membolehkan pencapaian penembusan penuh.
- Penyediaan Sendi yang Betul – Secara menyeluruh bersihkan permukaan kimpalan untuk ditanggalkan bahan yang tidak diingini dan sediakan sambungan dengan menjajarkan dan membantu serong jika diperlukan.
- Input Haba Optimum – Untuk ketebalan logam asas yang ditetapkan, pilih Amperage dan voltan yang betul untuk bahan asas supaya kimpalan dijamin menembusi sepanjang jalan melalui sambungan.
- Kelajuan Perjalanan yang Betul – Dengan kelajuan perjalanan tetap yang dikawal, terlalu banyak haba tidak boleh dibenarkan untuk mengelakkan terlalu panas atau kurang pemotongan.
- Menggunakan Teknik Sandaran – Di mana berkenaan, bar sokongan atau gas pembersihan boleh digunakan untuk mengawal kolam kimpalan dan membolehkan penembusan penuh dicapai.
Dengan mengawal faktor-faktor ini, gabungan penuh sendi boleh diperolehi, yang menghasilkan kimpalan yang lebih kuat dan lebih dipercayai.
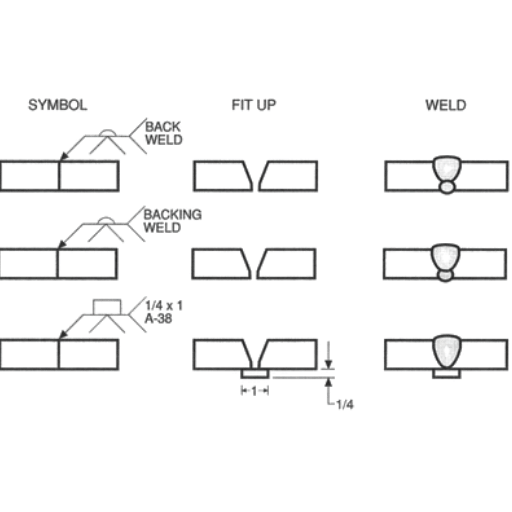
Kepentingan Simbol Kimpalan dalam Proses Kimpalan Belakang
Simbol kimpalan adalah komponen penting dalam proses kimpalan belakang kerana ia memudahkan pertukaran maklumat yang jelas mengenai keperluan kimpalan dan maklumat lain. Setiap simbol berfungsi sebagai peranti untuk memberikan maklumat mengenai konfigurasi sendi dan prosedur kimpalan yang diperlukan bersama-sama dengan hasil yang diingini dari kimpalan akhir. Piawaian AWS (American Welding Society) menekankan bahawa simbol kimpalan adalah elemen asas untuk membantu dalam mengelakkan herotan dalam tafsiran semasa tempoh fabrikasi dan pembinaan.
Simbol kimpalan belakang, khususnya, merujuk kepada penempatan dan kaedah penggunaan tetulang kimpalan pada bahagian yang bertentangan dengan sambungan. Ini dilakukan untuk menjamin bahawa terdapat penembusan lengkap dan integriti struktur sambungan kimpalan. Kepentingan ini dinyatakan dalam situasi tekanan tinggi seperti dalam kapal tekanan dan struktur aeroangkasa, serta dalam sistem paip di mana kimpalan dibuat kerana ketebalannya yang tidak ditembusi sepenuhnya, kerana kecacatan tersebut boleh membawa kepada kegagalan yang teruk. Terdapat bukti bahawa membangunkan sistem simbol kimpalan yang jelas dan jelas mengurangkan tahap ralat sebanyak 30% dan menjadikan pemenuhan projek lebih cekap.
Simbol kimpalan juga memastikan tiada hujung longgar yang membantu dalam komunikasi antara jurutera reka bentuk, fabrikasi dan pemeriksa kualiti. Ini meminimumkan jumlah kerja semula yang diperlukan dan meningkatkan pematuhan kepada kriteria kawalan kualiti seperti ISO 5817 yang mengawal tahap kecacatan dan ketidaksempurnaan dalam kimpalan. Selain itu, sistem CAD moden menggabungkan perpustakaan simbol kimpalan, menghapuskan keperluan untuk kemasukan manual dan oleh itu mengurangkan kemungkinan ralat tipografi dan memastikan terdapat keseragaman dalam maklumat yang diberikan dalam lukisan teknikal. Mengikuti pengesyoran ini akan memastikan bahawa para profesional mencapai tahap kualiti kimpalan belakang yang diperlukan berkenaan dengan keperluan keselamatan dan prestasi operasi.
Aspek Kerja Semula untuk Mencapai Kualiti Kimpalan dengan Sandaran.

Strategi Sebaris untuk Mendapatkan Penembusan Bersama Lengkap (CJP)
Untuk mencapai Penembusan Bersama Lengkap (CJP), laksanakan strategi di bawah:
- Penyediaan Bersama yang Betul: Bersihkan dan sediakan logam asas dengan teliti dengan menghapuskan sebarang karat, minyak atau serpihan supaya penembusan kimpalan yang optimum dicapai.
- Reka Bentuk Alur yang Betul: Gunakan sudut alur yang betul dan bukaan akar berkenaan dengan ketebalan bahan dan keperluan proses kimpalan.
- Panaskan seperti yang diperlukan: Pemanasan awal bahan membantu dan mengurangkan potensi kecacatan kimpalan, terutamanya dalam keluli yang lebih tebal atau aloi. Patuhi apa yang disediakan oleh kod kimpalan yang berkaitan.
- Pilih Bahan Pengisi yang Sesuai: Memilih bahan kimpalan pengisi yang sepadan dengan logam asas yang sedang dikerjakan untuk memastikan kekuatan semasa dan selepas kimpalan.
- Gunakan Bahan Sandaran: Pasang palang penyandar, gelang atau jalur seramik yang akan membenarkan sokongan untuk kolam kimpalan supaya penembusan penuh dicapai.
- Amalan Berkemahiran: Gunakan pengimpal bertauliah yang berkemahiran tinggi dan boleh memastikan teknik seragam dilaksanakan secara konsisten sambil mematuhi spesifikasi projek.
Ini secara kolektif meningkatkan peluang untuk mendapatkan kimpalan CJP yang boleh dipercayai dan konsisten dalam had keselamatan dan struktur.
Strategi untuk Menyediakan Akar Sambungan Kimpalan
- Bersihkan Kawasan Akar: Pastikan akar sambungan kimpalan bebas daripada sebarang gris, minyak, karat atau kotoran yang boleh mencemarinya. Untuk sambungan yang tidak dikimpal, gunakan berus dawai atau pengisar. Jika sambungan dikimpal, gunakan pembersih kimia.
- Penyediaan tepi: Sediakan tepi sambungan dengan teknik kimpalan yang sesuai seperti serong atau alur yang akan membolehkan penembusan yang mencukupi. Gunakan reka bentuk sambungan yang ditetapkan yang terkandung dalam kod kimpalan yang berkaitan.
- Penjajaran yang betul: Pastikan sambungan diletakkan dengan betul supaya ruang celah akar adalah malar. Ini membantu mengelakkan keadaan yang boleh menghasilkan gabungan kimpalan yang lemah.
- Panaskan Apabila Perlu: Apabila bekerja dengan logam tertentu, panaskan untuk mengawal tegasan haba dan meminimumkan kecacatan seperti keretakan. Jangan lupa bahawa pemanasan awal adalah berdasarkan piawaian khusus bahan.
- Semakan Jurang Akar: Periksa jurang akar dan pastikan ia mematuhi keperluan yang ditetapkan untuk proses kimpalan yang dipilih. Jurang sendi mestilah malar sepanjang sepanjang sendi.
Menggunakan langkah-langkah ini akan memastikan kimpalan yang dihasilkan adalah kukuh secara optimum dan tidak mempunyai sebarang kecacatan.
Memaksimumkan Penggunaan Teknik Pengisaran dalam Kimpalan
Sebagai kemahiran yang disertakan untuk mengimpal, pengisaran boleh berguna untuk meningkatkan kualiti kimpalan. Sebelum mengimpal boleh dimulakan, pengisaran mesti dilakukan untuk menghapuskan sebarang karat, cat, dan bahan cemar paras permukaan yang lain. Ini membolehkan penembusan kimpalan yang lebih mendalam sambil mengurangkan kemungkinan berlakunya pelbagai kecacatan. Selepas mengimpal, pengisaran boleh digunakan dalam penggilapan manik pengiring dengan menghapuskan sanga atau percikan. Ini meningkatkan integriti struktur serta estetika kimpalan. Kimpalan akhir adalah terbaik apabila alat dan bahan pelelas yang sesuai digunakan secara relatif kepada logam tertentu yang sedang dikerjakan. Adalah dinasihatkan untuk mengikuti amalan keselamatan yang betul untuk prosedur pengisaran yang selamat yang boleh termasuk memakai beberapa pakaian pelindung.
Berusaha untuk memahami perbezaan sambungan Backing Weld dan Weld.
Perbandingan Antara Kimpalan Belakang dan Kimpalan Utama.
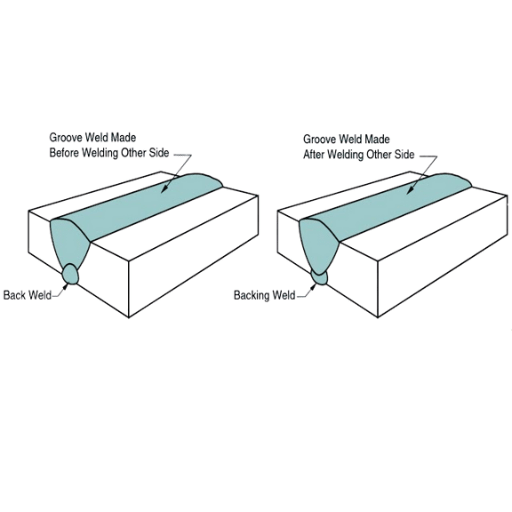
Kimpalan utama, juga dikenali sebagai kimpalan utama, menerangkan kimpalan penentu yang dilakukan untuk menggabungkan dua komponen logam pada struktur untuk menjamin kesinambungan. Angka ini menunjukkan kimpalan paling kompleks dan utama dalam mana-mana struktur.
Kimpalan belakang ialah kimpalan yang dibuat pada bahagian belakang sambungan untuk membantu menyokong kimpalan primer jika diperlukan. Ia adalah satu bentuk kimpalan alur satu sisi. Kimpalan belakang digunakan untuk sambungan tertentu yang perlu dilegakan tekanan untuk memastikan penembusan sepenuhnya, dan untuk membantu menghilangkan lompang atau kekurangan gabungan, terutamanya dalam sendi tekanan tinggi.
Contoh perbezaan utama terletak pada objektif dan penempatannya. Walaupun kimpalan utama bertujuan untuk mencipta sambungan yang baik, kimpalan belakang bertujuan untuk meningkatkan kekuatan dan sebagai hasilnya, kebolehpercayaan. Kedua-duanya adalah sama penting dalam menyediakan sambungan berkualiti yang tidak mempunyai kecacatan dalam aplikasi Kritikal.
Bahagian Kimpalan: Depan vs Belakang
Bahagian hadapan kimpalan merujuk kepada permukaan atau sisi sambungan yang, dalam kebanyakan kes, mempunyai manik kimpalan utama yang disimpan di atasnya. Ia terutamanya bahagian yang terdedah kepada pandangan anggota, dan ia adalah penting untuk kekuatan kimpalan.
Bahagian belakang kimpalan adalah tempat kerja tambahan seperti kimpalan penyandar, jika perlu, dibuat untuk mengukuhkan sambungan. Bahagian ini menjaga memastikan terdapat penembusan lengkap dan membetulkan sebarang kemungkinan isu seperti kecacatan yang tidak bercantum sepenuhnya yang meningkatkan integriti kimpalan. Dalam penggunaan kritikal, kedua-dua hujung perlu diperiksa dan diproses dengan betul untuk mendapatkan kimpalan yang boleh dipercayai, yang mempunyai piawaian tertentu.
Situasi Di mana Kimpalan Belakang atau Belakang Diperlukan
Kaedah kimpalan ini sering digunakan dalam industri di mana integriti sambungan adalah sama pentingnya dengan industri aeroangkasa, pembinaan bejana tekanan, atau pemasangan paip dan bangunan struktur. Kaedah kimpalan ini mempunyai kelebihan yang besar dalam kes di mana terdapat keperluan untuk penembusan yang baik dan kebarangkalian kegagalan yang rendah kerana tekanan atau tekanan yang dikenakan pada sendi yang ketat.
Sebagai contoh, dengan kimpalan paip, kimpalan belakang menjamin bahawa akar kimpalan dalaman ditembusi sepenuhnya dan mampu mengekalkan kekuatan penuh yang diperlukan untuk paip yang mengangkut cecair dan gas tekanan tinggi. Dengan cara yang sama, untuk pembuatan bejana tekanan, kimpalan belakang memang membantu untuk mengukuhkan sendi supaya kapal boleh mengambil tekanan dalaman tanpa menjejaskan struktur.
Data menunjukkan bahawa sektor tertentu, seperti petrokimia dan penjanaan kuasa, cenderung menggunakan kimpalan belakang untuk memenuhi pematuhan keselamatan yang ketat. Pelaksanaan prosedur kimpalan belakang yang betul semasa fabrikasi terbukti dapat meminimumkan kegagalan kimpalan sebanyak 40%, menggambarkan keberkesanannya dalam meningkatkan kebolehpercayaan.
Tambahan pula, kimpalan belakang adalah penting dalam memenuhi kod dan piawaian kimpalan, seperti ASME atau AWS. Garis panduan ini kerap mencadangkan atau mewajibkan kimpalan belakang atau belakang untuk aplikasi sambungan kritikal bagi meningkatkan keselamatan dan kefungsian. Kaedah-kaedah yang mengukuhkan gabungan liang sambil membetulkan kecacatan adalah komponen penting kaedah kimpalan moden.
Soalan-soalan yang kerap ditanya (FAQ)
S: Bezakan kimpalan belakang dengan kimpalan belakang.
J: Kimpalan belakang dilakukan selepas bahagian hadapan kimpalan selesai, manakala kimpalan belakang dilakukan sebelum kimpalan utama. Kimpalan penyandar menjadi penting dengan penyambung semasa proses percantuman manakala kimpalan penyandar berfungsi untuk mengukuhkan kimpalan utama.
S: Apakah bahan yang paling popular untuk kimpalan sokongan?
J: Kimpalan penyandar boleh dihasilkan daripada beberapa bahan seperti tembaga, bahan seramik, atau juga logam asas bahan yang dikimpal. Populariti kuprum timbul daripada kekonduksian haba serta ciri tidak lekatnya. Pengimpal lain menggunakan beberapa bentuk jalur sokongan sementara yang diperbuat daripada kepingan kuprum atau bahan lain yang menjalani kimpalan pasca penyingkiran.
S: Apakah kesan sokongan tembaga terhadap proses kimpalan?
J: Sokongan tembaga membantu dalam menguruskan kolam kimpalan dan mengurangkan pembakaran semasa laluan akar. Sebagai sink haba, ia membolehkan penembusan yang lebih lancar pada bahagian hadapan dan kimpalan yang lebih baik. Lembaran kuprum boleh meletakkan dan mensaiz manik kimpalan menggunakan garis rujukan dan melakukannya dengan mudah.
S: Bilakah perlu untuk menyiapkan kimpalan sokongan terlebih dahulu?
J: Dalam aplikasi kompleks dan kritikal tertentu, ia diberi mandat dalam WPS untuk memastikan penembusan penuh dan sokongan kimpalan utama bahawa kimpalan penyandar disiapkan terlebih dahulu. Ini berlaku untuk sambungan tekanan tinggi dan bahan yang lebih tebal di mana terdapat risiko kerosakan atau herotan yang wujud pada sambungan kimpalan.
S: Adakah sandaran tembaga sesuai untuk semua logam?
J: Tidak semua logam boleh menerima sokongan tembaga, walaupun ia serba boleh. Aloi keluli tahan karat dan kebanyakan keluli menerimanya. Walau bagaimanapun, sesetengah aloi aluminium yang sensitif terhadap tembaga perlu menggunakan bentuk sokongan lain. Sentiasa berunding dengan WPS atau jurutera kimpalan anda untuk keserasian bahan tertentu.
S: Bagaimanakah anda menghilangkan sokongan tembaga selepas kimpalan dilakukan?
A: Sandaran tembaga direka untuk ditanggalkan, jadi ia tidak diikat secara mekanikal pada kimpalan. Selepas kimpalan, ia biasanya boleh ditanggalkan selepas mengetuk ringan atau mengungkitnya dari jahitan kimpalan. Dalam sesetengah keadaan, mencungkil atau mencungkil belakang yang mengeluarkan sisa tembaga untuk memastikan profil kimpalan yang bersih, mungkin diperlukan. Sentiasa patuhi langkah keselamatan apabila bekerja dengan bahan sokongan.
S: Bolehkah anda membincangkan beberapa faedah menggunakan sokongan tembaga dalam kimpalan?
J: Sokongan tembaga memberikan banyak faedah, seperti pengurangan terbakar pada bahan yang lebih nipis, peningkatan dalam sokongan kolam kimpalan semasa penembusan, dan penambahbaikan dalam penampilan sisi akar kimpalan dan mengurangkan keperluan untuk mencungkil belakang. Di samping itu, ia menggalakkan kelajuan kimpalan yang lebih cepat dan pengurangan lubang kimpalan atau kecacatan lain pada laluan akar.
S: Apakah kelemahan menggunakan sokongan tembaga pada kimpalan?
J: Terdapat had kepada aspek sokongan tembaga yang menggalakkan. Ia mungkin menambah kos untuk bahan serta masa/usaha dalam penyediaan, mungkin memerlukan beberapa lekapan tertentu untuk menyokong penyandar, dan ia boleh mengakibatkan kemasukan tembaga ke kimpalan jika tidak digunakan dengan betul. Juga, sandaran perlu dipotong, yang merumitkan prosedur kimpalan.
Sumber Rujukan
- Title: Anggaran Penembusan Kimpalan Sandaran GMA Berdasarkan Parameter Geometri Kolam Kimpalan
- Authors: Junfen Huang, Long Xue, Jiqiang Huang, Yong Zou, Ke Ma
- Journal: Jurnal Kejuruteraan Mekanikal Cina
- Tarikh penerbitan: 2019-06-18
- Penemuan Utama:
- Objektif kajian ini adalah untuk menganggar kimpalan penyandar menggunakan proses Gas Metal Arc (GMA) melalui analisis geometri kolam kimpalan.
- Ini menawarkan pemahaman mengenai pengoptimuman kaedah kimpalan dalam model cadangan penulis yang menghubungkan parameter geometri kolam kimpalan dengan kedalaman penembusan.
- Kaedah:
- Untuk membangunkan model ramalan untuk kedalaman penembusan, penyelidik menjalankan eksperimen dan mengira geometri kolam kimpalan yang terbentuk semasa kimpalan GMA.
- Title: Kajian tentang Kimpalan Sandaran Paip Relau Aloi MANAURITE 900
- Authors: Wang Xiaoju
- Journal: Teknologi Kerja Panas
- Tarikh penerbitan: 2021-04-28
- Penemuan Utama:
- Penggunaan paip relau aloi MANAURITE 900 memerlukan perhatian yang teliti untuk memelihara pengoksidaan dan memastikan kualiti kimpalan. Kertas ini juga menyerlahkan keperluan untuk melindungi bahagian belakang kimpalan semasa kimpalan belakang.
- Seperti yang ditunjukkan oleh kajian, menggunakan fluks terlindung kimpalan tertentu meningkatkan kualiti kimpalan dan mengurangkan pengoksidaan.
- Kaedah:
- Penulis menguji kualiti kimpalan dengan pelbagai ujian selepas membandingkan teknik kimpalan sandaran klasik bersama-sama dengan fluks tertentu kepada kimpalan sandaran dengan fluks tertentu.
- Title: Simulasi berangka pada kesan plat penyandar pada suhu sambungan dan kualiti kimpalan di udara dan FSW tenggelam AA2014-T6
- Authors: N. Ghetiya, Kaushik M. Patel
- Journal: Jurnal Antarabangsa Teknologi Pembuatan Termaju
- Tarikh penerbitan: 2019-08-29
- Penemuan Utama:
- Penyelidikan ini meneroka kesan plat penyandar pada taburan suhu dan kualiti kimpalan semasa Kimpalan Kacau Geseran aloi aluminium AA2014-T6.
- Penemuan menunjukkan bahawa plat penyandar, apabila digunakan, boleh meningkatkan kualiti kimpalan dengan ketara dengan menjaga keadaan suhu.
- Kaedah:
- Penulis menjalankan simulasi berangka untuk menganggar medan suhu semasa FSW dan mengkaji bagaimana konfigurasi plat belakang yang berbeza memberi kesan kepada kenaikan suhu dan kualiti kimpalan.
- Title: Kesan jenis alur berganda pada penembusan kimpalan sandaran dalam kimpalan MAG ayunan arka menegak ke atas
- Authors: X. Cai, S. Lin, Y. Cheng, D. Yang, C. Yang, C. Fan
- Journal: Kimpalan di Dunia
- Tarikh penerbitan: 2019-06-01
- Penemuan Utama:
- Kajian ini menyiasat kesan pelbagai jenis alur berganda ke atas penembusan kimpalan belakang dalam kimpalan MAG ayunan arka menegak ke atas.
- Penyelidikan sampai pada kesimpulan bahawa konfigurasi alur tertentu boleh membantu penembusan dan meningkatkan kualiti kimpalan.
- Kaedah:
- Penulis melakukan kimpalan eksperimen dengan konfigurasi alur yang berbeza dan mengira penembusan dan kualiti kimpalan yang terhasil.
- Welding
- Steel



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


