




Ukiran Laser pada Logam: Pilih Laser, Kuasa dan Tetapan yang Tepat untuk Setiap Bahan
Ukiran laser pada logam merupakan satu-satunya proses penandaan yang mencapai kedalaman peringkat Solve untuk UID perindustrian, pertukangan senjata, barang kemas dan papan tanda dalam satu aliran kerja — namun kebanyakan panduan dalam talian melangkau parameter yang menentukan sama ada kerja berjalan dalam 30 saat atau 30 minit. Panduan ini menarik fizik penyerapan, kelas keselamatan ANSI dan tetapan kuasa/kelajuan/frekuensi setiap logam daripada literatur utama ke dalam satu rujukan gred pengendali, yang berfungsi dengan logam seperti keluli tahan karat, aluminium dan loyang.Spesifikasi Ringkas — Ukiran Laser Logam Sepintas Lalu
| Julat kuasa | 20W – 100W (serat); 5W – 200W (CO2 + semburan); 5W – 10W (UV) |
| Gelombang | 1064 nm (serat, dominan), 10,600 nm (CO2), 532 nm (hijau), 355 nm (UV) |
| Kedalaman ukiran tipikal | 0.005″ – 0.020″ (0.13 – 0.51 mm) setiap laluan |
| Logam terdedah paling sesuai | Keluli tahan karat, keluli lembut, titanium, aluminium anodized |
| Logam pemantul | Serat MOPA atau laser hijau 532 nm; pengasing pantulan belakang terbina dalam diperlukan |
| Keselamatan | ANSI Z136.1-2022 Kandang Kelas 4 atau PPE penuh; Pengekstrakan asap yang mematuhi OSHA |

Apakah Ukiran Laser Logam — dan Mengapa Ia Mengatasi Pengukiran dan Penandaan
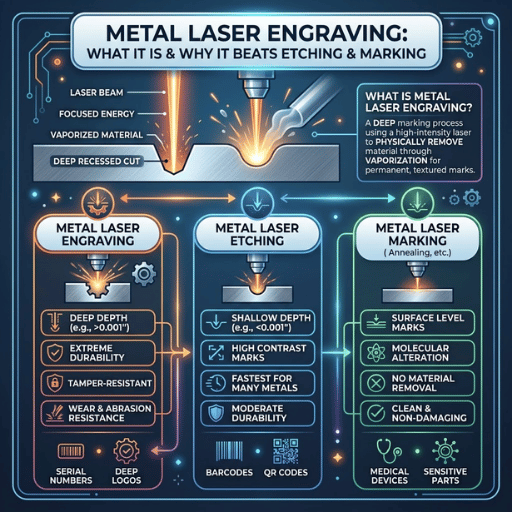
| Proses | Mendalam | Mekanisme | terbaik Untuk |
|---|---|---|---|
| Ukiran | 0.13 - 0.51 mm | Pengewapan (pemejalwapan) | Senjata api, pengenalan diri yang dalam, hiasan |
| Etching | 0.025 - 0.076 mm | Permukaan lebur + pengoksidaan | Nombor siri + hiasan |
| Marking | Permukaan sahaja (tiada penyingkiran) | Perubahan warna / penyepuhlindapan | Kebolehkesanan UDI, MIL-STD-130 |
Apakah Perbezaan Antara Ukiran Laser, Pengukiran Laser dan Penandaan Laser Logam?
Ukiran menghilangkan bahan yang meninggalkan rongga yang boleh dirasai, ukiran mencairkan lapisan nipis bahan supaya ia membentuk semula warna dan tekstur yang berubah tanpa penyingkiran bahan yang boleh diukur, dan penandaan (termasuk tanda anil yang berubah warna yang biasa pada keluli tahan karat) adalah perubahan kimia permukaan sahaja yang meninggalkan permukaan utuh. Perbezaan ini penting kerana keperluan setiap kedalaman berskala dari kes penggunaan. Walaupun keperluan ATF 27 CFR 479.102 untuk nombor siri senjata api ialah kedalaman 0.003″, UDI peranti perubatan kelas 7 setiap FDA 21 CFR 801.20 boleh jadi hanya tanda kimia selagi ia boleh dibaca mesin secara kekal. Untuk maklumat yang lebih mendalam tentang perbezaan antara penandaan dan ukiran, lihat pecahan khusus kami tentang penandaan laser vs ukiran dan ukiran kimia vs ukiran laser.Jenis Laser Yang Menang pada Logam: Serat vs CO2 vs MOPA vs UV vs Diod
| Jenis Laser | Gelombang | Logam Bare | Logam Bersalut | terbaik Untuk |
|---|---|---|---|---|
| Serat | 1064 nm | ✔ Cemerlang (keluli, SS, Ti, Al) | ✔ Bagus | 95% daripada pekerjaan logam |
| Serat MOPA | 1064 nm (denyut boleh tala) | ✔ Warna yang sangat baik | ✔ Cemerlang | Penandaan warna pada SS, barang kemas |
| CO2 | 10,600 nm | ✘ Lemah (penyerapan <5%) | ✔ Dengan CerMark / semburan | Bahagian bersalut, papan tanda |
| UV | 355 nm | ✔ Kesan sejuk (tiada kesan berbahaya) | ✔ Plastik atas logam | Perubatan, elektronik |
| Diod (450 nm) | ~450 nm biru | ✘ Tanda permukaan pada SS gelap sahaja | ✔ Dengan semburan | Hobi, pelbagai bahan |

Bolehkah Laser CO2 Mengukir Logam?
Bukan secara langsung. Laser CO2 pada 10,600 nm melihat penyerapan kurang daripada 5% pada keluli terdedah, aluminium, loyang atau keluli tahan karat — pancaran kebanyakannya melantun. Sistem CO2 mengukir logam hanya apabila permukaan disalut dengan semburan penanda (CerMark, Molibdenum disulfida atau setara termokromik). Lapisan tersebut menyerap pancaran, memindahkan haba ke logam dan mengikat tanda hitam pada substrat. Semburan CO2+ berfungsi untuk gelas, anugerah dan papan tanda, tetapi ia bukan pengganti gentian pada pensirilan gred pengeluaran.Bolehkah Diod Mengukir Logam dengan Laser?
Laser diod pada 450 nm boleh menandakan aluminium anodized/SS gelap/sebarang lapisan logam - tetapi tidak boleh mengukir logam pantulan kosong. Pancaran diod mencairkan permukaan lapisan anodized dan mengoksidakan keluli tahan karat kepada tanda gelap, tetapi ia tidak mengewapkan substrat. Bagi penggemar, semburan merapatkan jurang penyerapan untuk mesin diod yang berjalan pada kosong barang kemas logam. Sesetengah unit desktop hibrid menggabungkan sumber diod dengan modul inframerah 2W kecil — IR 2W mengendalikan penandaan logam ringan manakala diod meliputi kayu, akrilik dan kulit. Reka bentuk rumit pada kosong barang kemas logam ini adalah kes penggunaan peringkat permulaan yang biasa. Penandaan yang dalam, taktil dan kontras tinggi pada keluli/kuprum kosong memerlukan laser diod dihalakan ke tempat lain. Selain gentian dan CO2, lihat pecahan kami tentang perbandingan laser gentian vs CO2, yang lima panjang gelombang laser biasa, dan gambaran keseluruhan kami tentang asas jenis laserTeknologi laser yang mendasari kelima-lima sumber bergantung kepada panjang gelombang × ketumpatan kuasa × profil denyut.Aluminium Ukiran (Dianodisasi vs Bare): Kuasa, Kelajuan dan Trik Warna MOPA
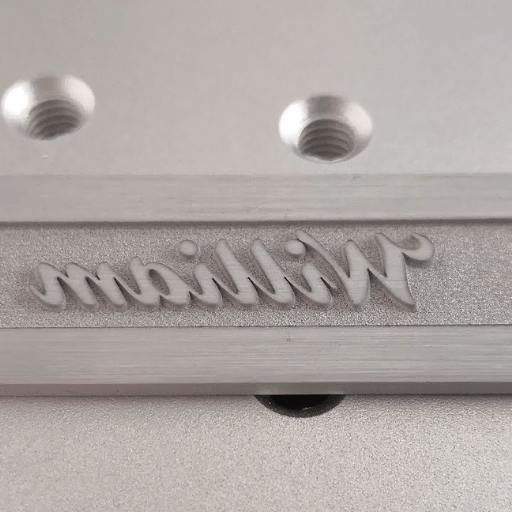
Aluminium bertindak secara berbeza bergantung pada sama ada ia terdedah atau teranod — dan kebanyakan panduan dalam talian menggubal kedua-duanya menjadi satu helaian parameter, itulah sebabnya pemula membakar lapisan teranod. Aluminium teranod mempunyai permukaan oksida berliang setebal 7.6–25 µm (Jenis II setiap MIL-A-8625). Oksida ini menyerap tenaga laser dengan cekap dan bertukar menjadi putih apabila pancaran mengeluarkan pewarna dari liang pori. Aluminium terdedah memantulkan lebih banyak, memerlukan kuasa yang lebih tinggi untuk tanda yang kelihatan dan menyublim dengan bersih ke dalam rongga yang dalam.| Jenis Aluminium | Kuasa (serat 30W) | Mempercepatkan | Kekerapan | Hasilnya |
|---|---|---|---|---|
| Aluminium kosong (tanda putih) | 100% | 2,000 mm / s | KHz 55 | Tanda permukaan putih berkabut |
| Aluminium anodized (penyingkiran pewarna) | 30 - 60% | 2,000 – 3,000mm/s | 30 - 50 kHz | Tanda putih bersih, oksida utuh |
| Aluminium kosong (ukiran dalam) | 100%, 3 – 5 hantaran | 800 – 1,200mm/s | 20 - 40 kHz | Rongga taktil 0.05 – 0.15 mm |
Lapisan anodize Jenis II standard bagi setiap MIL-A-8625 berukuran 0.000076″–0.001″ (1.9–25.4 µm). Ukiran melebihi 50% kuasa pada lapisan ini menembusi aluminium kosong dalam satu laluan dan memusnahkan kesan penyingkiran pewarna — tanda bertukar menjadi kelabu dan bukannya putih. Jika anda memerlukan rupa berkabut yang terang, kekalkan kuasa di bawah 60% pada gentian 30W dan sahkan pada sudut yang dikorbankan terlebih dahulu.
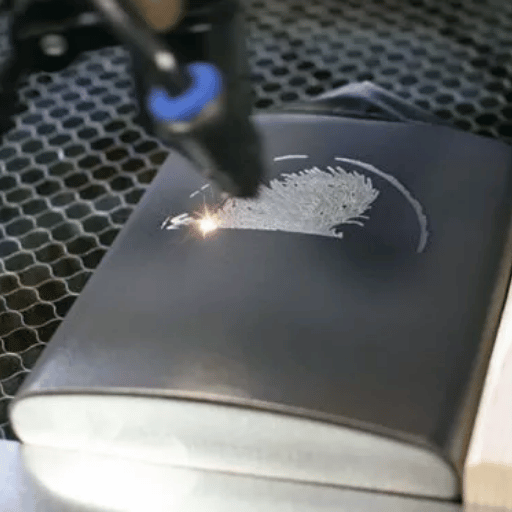
Ukiran Keluli Tahan Karat: 304 vs 316, dan Penyepuhlindapan untuk Penandaan Warna

| Kesan | Kuasa (30W MOPA) | Mempercepatkan | Lebar Pulse | Kekerapan |
|---|---|---|---|---|
| Ukiran hitam | 50% | 300 mm / s | 100 knot | KHz 30 |
| Penyepuhlindapan merah | 45% | 1,000 mm / s | 60 knot | KHz 400 |
| Penyepuhlindapan biru | 45% | 1,000 mm / s | 6 knot | KHz 300 |
| Penyepuhlindapan hijau | 25% | 1,000 mm / s | 15 knot | KHz 350 |
Loyang, Kuprum dan Logam Berharga: Masalah Pemantulan (dan Bagaimana MOPA Menyelesaikannya)
Logam pantulan merupakan kes yang paling sukar dalam logam ukiran laser. Kuprum memantulkan hampir 95% tenaga laser gentian 1064 nm kembali ke sumbernya. Loyang menurun sekitar 70%. Perak berada sekitar 96%. Tenaga yang tidak diserap bukan sahaja boleh gagal diukir — ia bergerak kembali melalui optik dan boleh memusnahkan diod pam sumber laser dalam beberapa minit operasi pada permukaan yang digilap. Tiga penyelesaian sedang berkesan. Pertama, ubah panjang gelombang: laser hijau 532 nm akan menyerap hampir 40% dan bukannya 5%, menghapuskan masalah pantulan pada peringkat fizik. Kedua, jalankan gentian MOPA dengan pengasing pantulan belakang sebaris dan tala lebar denyut kepada 2-6 nanosaat untuk serangan kuasa puncak tinggi yang pendek yang akan menghancurkan penghalang pantulan. Ketiga, jika anda menjalankan kerja loyang sekali-sekala pada gentian standard, gunakan parameter konservatif seperti yang dijadualkan di bawah.| Logam | Pemantulan pada 1064 nm | Pendekatan yang Disyorkan |
|---|---|---|
| Brass | ~ 70% | Serat standard 30W: kuasa 100%, 200 mm/s, 45 kHz (tanda hitam) |
| Tembaga | ~ 95% | Hijau 532 nm atau pengasing MOPA + |
| perak | ~ 96% | 532 nm hijau atau berdenyut MOPA pendek ns |
| EMAS | ~ 95% | Nadi pendek MOPA + kitaran tugas rendah |
Menjalankan laser gentian pada kuprum yang digilap tanpa pengasing pantulan belakang boleh merosakkan diod pam dalam masa 5-10 minit. Juruteknik lapangan dalam pelbagai thread forum LightBurn menyatakan bahawa ini adalah kesilapan paling mahal yang boleh anda lakukan pada sasaran logam pantulan. Sahkan spesifikasi pantulan belakang maksimum yang dibenarkan oleh sumber laser anda sebelum larian pertama pada kuprum kosong.
Kuasa, Kelajuan dan Frekuensi: Lembaran Penipuan Tetapan mengikut Logam

| Logam | Kuasa % | Kelajuan (mm/s) | Frekuensi (kHz) | Pas |
|---|---|---|---|---|
| Keluli tahan karat (ukiran hitam) | 50% | 300 | 30 | 1 - 3 |
| Keluli tahan karat (warna, MOPA) | 25 - 45% | 1,000 | 300 - 400 | 1 |
| Aluminium kosong (tanda putih) | 100% | 2,000 | 55 | 1 |
| anodized aluminium | 30 - 60% | 2,000 - 3,000 | 30 - 50 | 1 |
| Brass | 100% | 200 | 45 | 2 - 3 |
| Tembaga (hijau atau MOPA) | 80 - 100% | 100 - 300 | 20 - 30 | 3 - 5 |
| Keluli lembut | 60 - 80% | 800 - 1,500 | 30 - 45 | 1 - 2 |
| Titanium | 40 - 60% | 600 - 1,000 | 25 - 40 | 1 |
| Emas (MOPA) | 30 - 50% | 500 - 1,000 | 200 - 400 | 1 - 2 |

Mahukan helaian panduan ini serta julat lanjutan untuk laser gentian 50W dan 100W sebagai PDF yang boleh dicetak? Hubungi kami dan kami akan menghantarnya — pendaftaran e-mel tidak diperlukan.
Minta Helaian Parameter →Semburan Penandaan dan Penyediaan Permukaan: Apabila Anda Memerlukan CerMark, Apabila Anda Tidak Memerlukannya
Apa yang Anda Sembur pada Logam untuk Ukiran Laser?
Jawapan anda dibahagikan mengikut jenis laser. Laser CO2 dan laser diod tidak akan menandakan logam terdedah kerana panjang gelombangnya hanya memantul dari permukaan. Ia perlu mempunyai semburan termokromik (CerMark, Brilliance atau mana-mana penukaran berasaskan Molibdenum disulfida) pada permukaan untuk menyerap pancaran laser, memanaskan dan mengikat tanda hitam secara kimia pada substrat. Laser gentian tidak memerlukan semburan pada logam terdedah; panjang gelombang 1064 diserap oleh substrat. Di bawah, pokok logik ini menyelesaikan keputusan dalam masa 30 saat.- CO2 + logam terdedah Semburan diperlukan (CerMark atau setaraf)
- CO2 + logam bersalut/dicat/dianodkan Biasanya tidak diperlukan; salutan sedia ada menyerap
- Diod + semburan logam pantulan kosong diperlukan untuk tanda yang kelihatan
- Diod + aluminium keluli tahan karat gelap atau aluminium anodized, tiada semburan diperlukan
- Serat + logam ferus kosong atau aluminium tanpa semburan; penyerapan langsung
- Semburan gentian + kuprum/perak/emas kosong jarang membantu; tukar kepada hijau atau MOPA
Keselamatan dan Logam Yang Anda TIDAK PERLU Ukir
- Elakkan keluli tergalvani – asap zink menyebabkan demam asap logam. Panduan bahaya pernafasan OSHA terpakai; agensi tersebut menyenaraikan salutan kaya zink sebagai bahaya pekerjaan yang diiktiraf.
- Langkau berilium kuprum — berilium ialah karsinogen manusia Kumpulan 1 (IARC) dengan had pendedahan TWA 8 jam yang dibenarkan oleh OSHA sebanyak 0.2 µg/m³, antara PEL terendah dalam piawaian. Lihat Piawaian Berilium OSHA.
- Menolak PVDF dan aloi bersalut PTFE – ia mengeluarkan hidrogen fluorida dan asap fluoropolimer zarahan, bahaya paru-paru dan mata yang teruk.
- Tolak aloi plumbum dan loyang berplumbum >0.5% Pb — asap plumbum melintasi penghalang darah-otak; OSHA PEL 50 µg/m³.
- Singkirkan penyaduran kadmium dan aloi kadmium daripada aliran kerja — asapnya bersifat karsinogenik; PEL 5 µg/m³.
Adakah Logam Terukir Laser Akan Berkarat?
Keluli tahan karat boleh berkarat di sepanjang garis ukiran jika proses tersebut menanggalkan lapisan pasifasi kromium oksida dan bahagian tersebut terdedah kepada klorida tanpa pasifasi semula. Risiko wujud tetapi boleh dikawal: pastikan kedalaman ukiran cetek jika boleh, dan hantar bahagian yang bertujuan untuk kegunaan marin atau sentuhan makanan melalui rendaman pasifasi asid sitrik (mengikut ASTM A967). Keluli karbon dan keluli lembut akan berkarat di tapak ukiran secara lalai – salut dengan kemasan jernih, minyak atau rawatan anti-karat pasca-ukiran. Timbunan keselamatan minimum pihak pengendali anda adalah mudah. Sertakan laser di dalam kandang Kelas 1 yang memenuhi piawaian kawalan keselamatan Kelas 4 ANSI Z136.1-2022, atau pakai PPE Kelas 4 (gogal keselamatan laser pada panjang gelombang yang berkenaan, topeng wasap). Sambungkan pengekstrak wasap HEPA + karbon teraktif yang kapasiti aliran udaranya sepadan dengan kuasa laser anda. Untuk logik saiz pengekstrakan wasap, lihat kami panduan saiz pengekstrakan asap dan gambaran keseluruhan asas keselamatan laser.Aplikasi Sebenar: Daripada Kebolehkesanan Perindustrian kepada Plak Tersuai
Logam terukir laser merangkumi program kebolehkesanan aeroangkasa sembilan angka dan kedai barang kemas hujung minggu — serta semua yang ada di antaranya, termasuk papan tanda logam terukir, senjata api tersuai, plat alat berjenama dan barang kemas peribadi yang menampilkan corak kerja skrol yang rumit. Di bawah, matriks ini memetakan kategori aplikasi yang paling biasa kepada piawaian yang mengawalnya dan jenis laser yang diperlukan oleh setiap kategori.| Permohonan | Standard / Spesifikasi | Laser yang Diperlukan |
|---|---|---|
| Bahagian UID Pertahanan | MIL-STD-130 (Matriks Data 2D ECC200) | Serat 30 – 50W |
| UDI peranti perubatan | FDA 21 CFR 801.20 | Serat 20 – 30W atau UV |
| Senjata api (komersial) | ATF GCA 1968 (kedalaman ≥0.003″) | Serat 30 – 50W |
| Penandaan barang kemas | Skim penanda aras kebangsaan (BIS, UK Assay) | Serat/MOPA 20W |
| Papan nama industri | Kebolehkesanan ISO 9001 | Serat 30 – 60W |
| Promosi / anugerah | Tiada piawaian kawal selia | Serat/MOPA 20 – 30W atau CO2 + semburan |
"Penandaan laser masih merupakan kaedah DPM yang lazim untuk pematuhan UDI FDA kerana ia meninggalkan kod kekal yang boleh dibaca mesin tanpa merosakkan permukaan peranti." — Panduan pematuhan industri, Laser Mark Technologies, 2024
Tinjauan Industri 2026: Penandaan Warna MOPA, Penerapan UV dan Fokus Automatik AI

Bolehkah Laser UV Mengukir Logam?
Sudah tentu—laser UV pada 355 nm akan menanda dan mengukir cetek semua kecuali segelintir logam kerana panjang gelombang yang lebih pendek diserap dengan mudah oleh semua logam termasuk logam yang memantulkan cahaya yang mengalahkan gentian 1064 nm. Satu pertukaran: Pancaran UV adalah lebih perlahan untuk ukiran dalam dan lebih mahal setiap watt. Dalam pengeluaran, sumber laser UV digunakan semata-mata untuk aplikasi di mana kerosakan haba pada bahan di sekeliling tidak dapat ditoleransi: implan perubatan, mikroelektronik, plat nama plastik pada logam. Jika pertimbangan kapasiti 2026 anda melibatkan kepelbagaian plastik dan logam, surcaj awal boleh dikembalikan kepada anda dalam masa setahun atau lebih. Jumlah carian untuk ukiran keluli tahan karat meningkat 23% dari tahun ke tahun mengikut data akhir 2025—dan pertanyaan ukiran tembaga mengalami peningkatan yang setanding. Isyarat ini menunjukkan tarikan berterusan daripada pembeli kedai kecil dan perindustrian — bukan bermusim.Soalan Lazim

S: Adakah ukiran laser pada logam kekal?
Lihat Jawapan
S: Adakah logam yang diukir dengan laser akan berkarat?
Lihat Jawapan
S: Bagaimanakah saya menggelapkan ukiran laser pada logam?
Lihat Jawapan
S: Bolehkah anda menanggalkan ukiran laser daripada logam?
Lihat Jawapan
S: Berapakah kos pengukir laser logam pada tahun 2026?
Lihat Jawapan
Perlukan laser gentian bersaiz mengikut beban kerja logam anda?
UDTECH membina sistem ukiran laser logam yang dipadankan dengan keperluan bahan, kuasa dan daya pemprosesan anda.
Minta Sebut Harga →Mengenai Analisis Ini
Jadual parameter dalam panduan ini menggunakan data rujukan silang daripada papan tanda haba, OMG Laser, BCAMC dan laporan pengendali yang disahkan forum. Angka pantulan memetik literatur penyerapan laser NIST dan perindustrian. Piawaian keselamatan merujuk kepada ANSI Z136.1-2022 dan had pendedahan yang dibenarkan OSHA seperti yang diterbitkan pada tahun 2025. Keputusan pada mesin anda akan berbeza-beza 5–15% bergantung pada kebersihan kanta, ketepatan fokus dan kelompok bahan — sahkan pada sudut pengorbanan sebelum pengeluaran dijalankan.
Artikel yang berkaitan
- Keserasian Bahan Penandaan Laser Gentian — Rujukan Julat Penuh
- Penandaan Laser untuk Logam Berharga — Proses dan Piawaian
- Adakah Membeli Pengukir Laser Berbaloi? Analisis ROI
- Pengeluar Mesin Pemotongan Laser CO2 Teratas 2025
- Aplikasi Laser Tepat dalam Pembuatan Industri
- Lima Jenis Laser Biasa Dijelaskan
Rujukan & Sumber
- NIST IR 8538 — Penilaian Musnah untuk Proses Pembuatan Bahan Tambahan Logam (2024) — Institut Piawaian dan Teknologi Kebangsaan
- Piawaian Berilium OSHA — Pentadbiran Keselamatan dan Kesihatan Pekerjaan AS
- OSHA — Bahaya Umum: Kerengsaan Pernafasan dan Keracunan Sistemik — Pentadbiran Keselamatan dan Kesihatan Pekerjaan AS
- Bahaya Laser OSHA — Gambaran Keseluruhan Piawaian — Pentadbiran Keselamatan dan Kesihatan Pekerjaan AS
- 21 CFR 801.20 — Label untuk Mempunyai Pengecam Peranti Unik (UDI) — Pentadbiran Makanan dan Ubat-ubatan AS / eCFR
- ANSI Z136.1-2022: Penggunaan Laser yang Selamat — Institut Piawaian Kebangsaan Amerika
- ANSI Z136.1 — Standard Penggunaan Laser yang Selamat — Institut Laser Amerika
- Ukiran Laser — Rujukan Industri - Wikipedia
- Laporan Pasaran Pemprosesan Laser 2025–2032 — MarketsandMarkets



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)

