




Pengekstrusian kepingan merupakan operasi lasak di sebalik hampir semua panel plastik rata, pembungkusan ala dulang dan kepingan tegar yang dihasilkan oleh kilang moden. Sama ada anda bercakap tentang dulang makanan PET 0.5 mm atau panel tingkap kaca polikarbonat 12 mm, prinsipnya adalah serupa: panaskan resin, tekankannya ke dalam acuan rata, sejukkannya dengan gulungan mahir dan tarik kepingan yang panjang dan berterusan. Perbezaan yang jelas terletak pada kimia resin, susun atur garisan dan tahap ketepatan dimensi yang diperlukan.
Dokumen ini menerangkan proses, bahan, peralatan, kecacatan dan prospek 2026 yang membawa perspektif baharu kepada keputusan pembelian loji.
Spesifikasi Ringkas — Helaian Penyemperitan sekali pandang
| Sempadan helaian vs. filem | ≥0.25 mm (0.010 inci) setiap ASTM D883 |
| Daya pemprosesan talian biasa | 30 kg/j (makmal) hingga 1,200 kg/j (kelajuan tinggi) |
| Profil ketebalan yang boleh dicapai | ±0.5% dengan AGC gelung tertutup (setiap Bahagian Penyemperitan SPE) |
| Bahan biasa | PVC, PE, PP, PS, PET/APET/CPET, PMMA, PC, ABS |
| Kos perkakas vs. suntikan | Acuan penyemperitan berjalan 80–90% lebih rendah di muka (analisis Xometri) |
| Trajektori pasaran | Pertumbuhan tahunan plastik tersemperit sebanyak 3.9% kepada USD 221B menjelang 2030 (Grand View) |
Apakah Penyemperitan Lembaran? Definisi, Proses Teras dan Perbezaannya Daripada Penyemperitan Filem
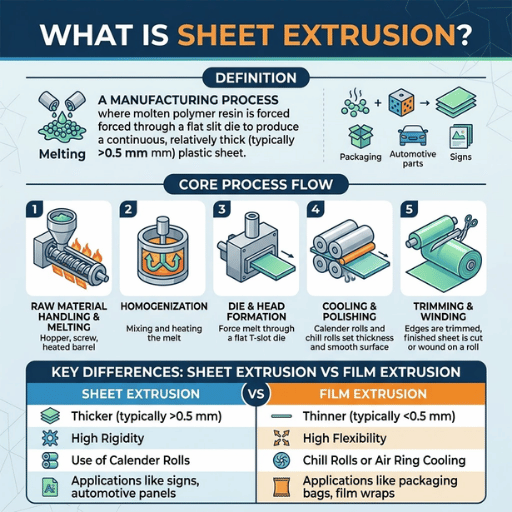
Penyemperitan kepingan ialah teknik pemprosesan kering yang digunakan untuk membentuk kepingan termoplastik secara berterusan menggunakan pelet resin pepejal yang boleh digunakan. Resin dicairkan terlebih dahulu dan dihantar melalui penyemperit skru tunggal atau berkembar, kemudian dipaksa melalui acuan rata untuk menghasilkan kepingan plastik dengan lebar dan ketebalan yang ditentukan. Kepingan yang baru dibentuk melalui timbunan gulungan yang disejukkan untuk menetapkan tolok dan kemasan permukaan dan kemudian dibelah, dan dipotong menjadi pinggan atau dibalut pada gulungan.
Produk yang terhasil kelihatan mudah. Walau bagaimanapun, prosesnya tidak. Tiga pembolehubah – (1) kestabilan suhu leburan, (2) keseragaman aliran acuan, dan (3) geometri gulungan penyejukan – menentukan sama ada kepingan yang dihantar sesuai untuk termopembentukan kulit kerang atau mesti dipasarkan sebagai kepingan gred kedua.
Kebanyakan masalah kualiti yang dibincangkan kemudian dalam panduan ini boleh dikesan kepada satu atau lebih daripada tiga perkara ini.
Apakah Perbezaan Utama Antara Penyemperitan Filem dan Lembaran?
Dijawab dengan baik oleh piawaian ASTM. Menurut Terminologi Piawai ASTM D883 Berkaitan dengan Plastik, filem ditakrifkan sebagai “istilah elektif untuk kepingan yang mempunyai ketebalan nominal tidak lebih daripada 0.25 mm (0.010 inci).” Semua kepingan lain mengikut piawaian industri yang sama akan dipanggil kepingan. Satu perkara yang pelik – “istilah elektif untuk kepingan” – meletakkan filem sebagai subkategori bagi kepingan istilah yang lebih luas.
Dalam praktiknya, peralatan talian sehingga perubahan dalam tolok talian. Penyemperitan tolok nipis di bawah 0.25 mm menggunakan proses filem tuang atau tiup, dengan nisbah sedutan dan penyejukan gas sejuk udara dan air. Talian lembaran rata melebihi 0.25 mm menggunakan susunan tiga gulungan yang digilap untuk menetapkan tolok terhadap gulungan besi tuang., di mana sifat ketegaran, balutan termobentuk hiliran dan klasifikasi penggunaan akhir (FDA, EU 10/2011) berbeza.
Proses Penyemperitan Helaian 5 Langkah Dijelaskan (Resin kepada Helaian Siap)
Hampir semua penerangan proses yang diterbitkan dikurangkan kepada lima langkah. Nama berbeza (+ atau / menunjukkan 1 atau 2 langkah digabungkan): daripada, peleburan/dari, pengangkutan, penyejukan/penentukuran, ketibaan.
Apakah 5 Langkah Proses Penyemperitan Helaian?
- Pemberian bahan. Pelet resin kering, pengisaran semula atau pembuangan serpihan kitar semula dari corong ke dalam tekak penyuapan extruder. Resin yang higroskopik seperti PET dan PC mesti dikeringkan sebelum ini; sebarang kelembapan baki yang lebih besar daripada kira-kira 50 ppm akan menyebabkan degradasi hidrolisis yang mana tiada penapis hiliran boleh membatalkan sepenuhnya.
- Meleburkan dan menyampaikan. Skru berputar menyampaikan resin melalui laras yang biasanya dibina pada nisbah L/Dis 24:1 hingga 30:1 (lihat Panduan pemprosesan polietilena formolena). Pemanas luaran menetapkan suhu zon; tindakan ricih daripada penerbangan skru melakukan selebihnya. Apabila polimer mencapai zon pemeteran, ia wujud sebagai leburan fasa tunggal dalam tetingkap pemprosesan yang ditetapkan.
- Penstabilan dan pembentukan tekanan. Pam gear antara extruder dan acuan mengasingkan turun naik tekanan sisi acuan daripada lonjakan sisi skru. Resin cair kemudiannya melalui penyangkut baju atau acuan-T, di mana laluan aliran dalaman mengagihkan bahan secara sekata ke lebar penuh kepingan. Parameter seperti panjang tanah, penumpuan bibir dan tetapan bibir-bolt menentukan profil arah silang.
- Penyejukan dan penentukuran. Plastik cair daripada extruder memasuki acuan. Di sini, extrudat memasuki timbunan tiga gulungan. Gulungan sejuk awal menerima leburan; jurang antara gulungan tersebut dan bibir acuan menentukan ketebalan awal. Gulungan berikutnya menghasilkan permukaan yang licin dan membawa kepingan melalui tetingkap pemejalannya. Buku Panduan Pemproses Penyemperitan Dynisco menyatakan bahawa lebar tanah acuan biasanya kira-kira separuh lebar kepingan akhir, tetapi sedikit lebih untuk resin indeks leburan yang lebih tinggi.
- Pemangkasan dan pemprosesan hiliran. Tepi dipangkas untuk menghilangkan variasi dimensi semula jadi pada dek acuan, kemudian kepingan dipotong mengikut panjang atau digulung pada penggulung turet. Peralatan termopembentukan sebaris boleh memasukkan kepingan panas terus ke stesen pembentukan; langkah pemanasan semula kedua dihapuskan.
📐 Nota Kejuruteraan
Langkah 3 menyumbang kepada kebanyakan masalah tolok nipis. Lonjakan daripada skru ditunjukkan sebagai variasi tolok sisi mesin (MD); taburan suhu acuan yang tidak sekata ditunjukkan sebagai variasi arah silang (CD). Pam gear menghapuskan lonjakan MD; pemprofilan terma pada bibir acuan (menjadikan tepi panas sedikit lebih panas) mengekalkan aliran CD yang konsisten tanpa melibatkan kitaran pemesinan semula acuan.
Pemilihan Bahan: PVC, PE, PP, PET, ABS, HDPE dan Polikarbonat
Pemilihan bahan merentasi pelbagai bahan yang tersedia akhirnya mengawal semua parameter seterusnya — titik set laras, geometri skru, tekstur permukaan gulungan dan kelajuan garisan maksimum di mana kejelasan dan sifat impak mula rosak. Tujuh bahan plastik biasa yang disenaraikan di bawah merangkumi sebahagian besar penyemperitan kepingan plastik komersial. Julat suhu yang disenaraikan di bawah adalah sama ada daripada tetapan barisan pengeluar atau daripada kajian yang dikaji semula oleh rakan sebaya tentang kesan kelajuan skru pada PP, HDPE dan PET (Sains MDPI 2026).
| Resin | Julat Tong Biasa | Suhu Permukaan Gulung | Penggunaan Helaian Biasa | Nota |
|---|---|---|---|---|
| PVC (tegar) | 160-200 ° C | Gulung 155–175 °C (Baosheng) | Panel pembinaan, papan tanda | Pelepasan HCl pada >205 °C; penstabil haba tidak boleh dirundingkan |
| PE / HDPE | 180-240 ° C | 50-80 ° C | Geomembran, pembungkusan | Tetingkap pemprosesan yang luas mengikut panduan LyondellBasell |
| PP | 200-260 ° C | 30-65 ° C | Bahagian dalam kereta, dulang makanan | Suhu gulungan yang lebih rendah meningkatkan kehabluran dan kekakuan |
| PS / PINGGUL | 180-240 ° C | 30-50 ° C | Dulang pakai buang, pelapik peti sejuk | Tingkap sempit; risiko rekahan lebur melebihi 250 °C |
| PET / APET / CPET | 270-300 ° C | 80-120 ° C | Pembungkusan makanan tegar, lepuh | Pra-kering kepada <50 ppm; Penurunan IV adalah kekal |
| PMMA (akrilik) | 200-250 ° C | 60-90 ° C | Lembaran optik, paparan | Stabil UV tetapi lembut dicalar; penting untuk digilap dan digulung |
| PC | 280-320 ° C | 80-120 ° C | Kaca, pelindung mesin | Higroskopik; kering hingga ≤100 ppm sebelum digunakan |
| ABS | 210-240 ° C | 40-80 ° C | Pelapik peti sejuk, kemasan automatik | Cetakan permukaan boleh diterima tanpa primer |
Jarang sekali pilihan antara dua resin calon bergantung pada sifatnya sahaja. Satu gred modulus yang betul mungkin membawa premium 30% berbanding alternatif lain sebaik sahaja tenaga pengering tambahan dan kos skrap dipertimbangkan. Respons yang adil ialah: cuba resin yang sebenarnya akan anda gunakan beberapa kaki di barisan pengeluaran yang akan anda gunakan, daripada kelompok tertentu yang sebenarnya akan anda beli. Helaian data anda menyediakan formula permulaan, bukan hasil akhir.
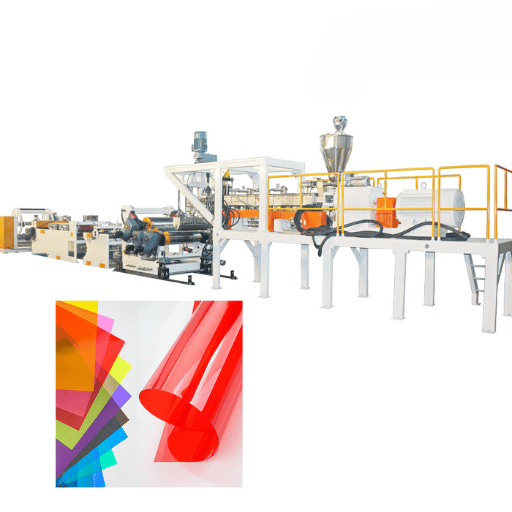
Konfigurasi Talian Penyemperitan Helaian: Komponen dan Peralatan

Sistem penyemperitan moden untuk pengeluaran kepingan dibina daripada tujuh subsistem, semuanya dioptimumkan kepada resin dan tolok sasaran. Kegagalan untuk memasukkan mana-mana satu adalah mungkin, tetapi ia hampir selalu mengakibatkan pengalihan kerosakan daripada subsistem yang ditinggalkan itu.
- •
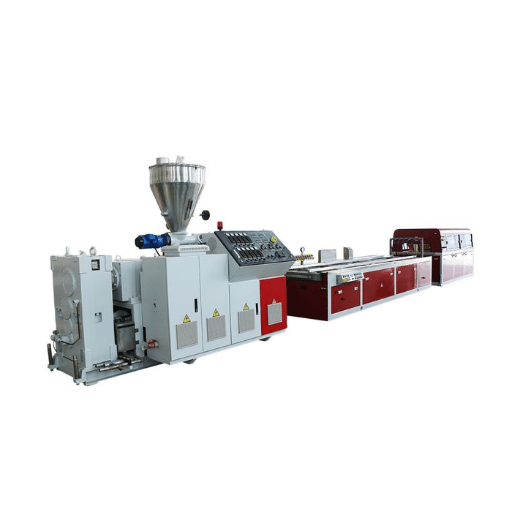
Penyemperit skru tunggal atau berkembar. Jantung lebur. Skru tunggal mengendalikan resin dara; skru berkembar lebih disukai untuk pengkompaunan, pengisaran semula dan gred pengisi tinggi. L/D 24:1 hingga 30:1 merangkumi kebanyakan kerja lembaran.
- •
Penukar skrin. Menangkap pencemaran sebelum pam gear. Penukar skrin berterusan menghapuskan gangguan pengeluaran unit gaya plat — relevan apabila menjalankan aliran PCR.
- ✔
Pam gear (pam lebur). Menyahgandingkan tekanan sisi acuan daripada output penyemperit. Satu peningkatan berimpak tertinggi untuk kepingan tolok nipis dan yang paling mudah untuk diubah suai.
- ✔
Pengadun statik (pilihan). Menghomogenkan suhu dan warna leburan sebelum acuan. Wajib dalam talian dos masterbatch atau penyemperitan bersama.
- ✔
Acuan lembaran. Geometri penyangkut baju adalah lalai; acuan T-die dan acuan dwi-fleksi digunakan untuk kerja lebar sempit atau penyemperitan bersama. Resolusi bolt bibir menentukan sejauh mana anda boleh membetulkan profil CD dengan teliti.
- ✔
Susunan penentukuran tiga gulung. Terdapat konfigurasi susunan bawah, susunan atas, susunan J atau menegak; pilihan terbaik bergantung pada tetingkap suhu kepingan dan susun atur hiliran. Gulungan mempunyai sedikit mahkota untuk mengimbangi pesongan di bawah beban.
- ✔
Angkutan, kemasan tepi dan penggulung/pemotong. Angkutan pacuan servo menutup gelung dengan sensor tolok; penarik perlahan yang membaca tolok tebal memecut secara automatik. Pemulihan kemasan tepi (kisar dan suapan sebaris) mengurangkan permintaan resin dara.
Daya pemprosesan mengikut saiz penyemperit dan kelajuan skru. Barisan makmal dan perintis beroperasi kira-kira 30kg/j; barisan pengeluaran pembungkusan makanan PP/PET biasa beroperasi dalam julat 200–800kg/j; barisan lembaran termopembentukan PET berkelajuan tinggi 900–1,200kg/j bukanlah sesuatu yang luar biasa untuk suapan berbilang penyemperit dan pemacu tork tinggi. Pemilihan peralatan penyemperit untuk menyampaikan program lembaran baharu hampir selalu bermula dengan sasaran isipadu dan pembahagian kembali melalui saiz skru, kapasiti pam gear dan lebar acuan.
Parameter Proses Kritikal: Kawalan Suhu, Tekanan dan Kadar Penyejukan
Tiga gelung tertutup menentukan sama ada sesuatu barisan menghantar produk akhir premium, utama atau skrap: kestabilan suhu lebur, kestabilan tekanan lebur dan kawalan sistem penyejukan. Setiap satu mempunyai julat sasaran yang diketahui dan setiap satunya boleh dilaksanakan dengan perkakasan komoditi masa kini.
- ✔
Suhu lebur: kekalkan dalam lingkungan ±2 °C daripada titik tetap setiap zon. Walaupun anjakan 2–3 °C menggerakkan kelikatan polimer yang cukup untuk ditunjukkan dalam ketebalan MD. PID berbilang zon dengan penyejukan udara atau air bebas adalah jawapan standard.
- ✔
Tekanan lebur: pam gear memotong lonjakan kepada sebahagian kecil daripada nilai penyemperit kosong. Pengurangan yang tepat bergantung pada reka bentuk skru dan konsistensi suapan, tetapi kepingan suapan pam inilah yang memungkinkan profil tolok ±0.5%.
- ✔
Kadar sistem penyejukan: suhu permukaan gulungan mengawal kehabluran. Seorang pengamal yang membincangkan penyejukan PP di forum r/plastik telah merakamkannya dengan jelas: “Suhu yang lebih tinggi bermakna kadar penyejukan yang lebih rendah dan oleh itu kehabluran yang lebih rendah,” yang secara langsung mempengaruhi modulus dan kilauan permukaan dalam resin separa kristal.
Apakah Peranan Kawalan Suhu dalam Penyemperitan Lembaran?
Suhu bertindak sebagai pembolehubah induk. Ia menentukan kelikatan leburan (dan seterusnya tekanan leburan), mengawal kadar penyejukan (dan seterusnya kehabluran dan lengkungan), dan memastikan masa menunggu yang stabil tanpa degradasi resin sensitif haba. Barisan lanjutan mengendalikan kawalan laras berbilang zon dengan resolusi 1 C, melaksanakan pemanas elektrik acuan zon dek yang mengimbangi kehilangan tekanan merentasi acuan, dan membenamkan gulungan sejuk yang dikawal secara individu supaya kepingan memasuki dan meninggalkan timbunan pada profil suhu tertentu dan bukannya secara rawak.
Kawalan ketebalan melengkapkan gelung tersebut. Tolok bukan sentuh — tolok beta untuk pengukuran jisim mutlak, sinar-X atau inframerah untuk pengukuran relatif — merentasi lebar helaian, membekalkan profil kepada pengawal dan melaraskan penggerak bolt bibir dalam masa nyata. Rujukan kawalan tolok Bahagian Penyemperitan SPE mengesyorkan profil purata yang tepat sehingga 0.5% atau lebih baik, dan sistem kawalan tolok automatik (AGC) yang baik boleh mencapai matlamat ini tanpa campur tangan pengendali. Keuntungan tolok adalah berkadar: peningkatan 1% dalam keseragaman tolok pada tali 600 kg/j diterjemahkan kepada kira-kira 6 kg/j resin yang anda tidak lagi bayar untuk penghantaran.
Aplikasi Industri: Pembungkusan, Automotif, Pembinaan, Perubatan
Lembaran plastik yang diekstrusi kemudiannya disalurkan ke empat pasaran akhir yang secara kolektifnya menanggung sebahagian besar pengeluaran stok rata plastik. Aplikasi pengekstrusian lembaran banyak terbahagi kepada kategori di bawah.
| Sektor | Produk Lembaran Lazim | Resin Dominan |
|---|---|---|
| Pembungkusan makanan | Dulang, lepuh, bekas deli, penutup | PET / APET / CPET, PP, PS |
| Automotif | Panel pintu, pelapik but, substrat papan pemuka | ABS, HDPE, PP/TPO |
| Pembinaan | Kaca, pembahagi, papan tanda, penutup kolam renang | PC, PVC, PMMA |
| Perubatan | Pek lepuh tegar, tapak dulang, pembahagi | PET-G, PVC, PP |
Rajah 1 dalam keadaan biasa, beginilah rupa sebenar apabila anda berundur. Di luar gambaran makro, ini memasuki persamaan apabila mendimensikan kapasiti. Menurut Penyelidikan Grand View, pasaran global untuk plastik tersemperit akan berkembang pada kadar pertumbuhan tahunan 3.9% dari 2024 hingga 2030, mencecah USD 221.18 bilion. Pemacu pasaran akhir yang berbeza akan memacu pertumbuhan yang tidak sama rata, dengan bentuk pembungkusan makanan tegar menerajui permintaan plastik terhadap pertumbuhan jumlah produk daripada format e-dagang dan pek sedia makan.
Penyemperitan Lembaran vs. Kalender vs. Pengacuan Suntikan: Bila Memilih Setiap Satu
Tiga proses berkongsi pertindihan dalam beberapa aplikasi, dan pemisahan hampir sepenuhnya dalam aplikasi lain. Kelebihan praktikal penyemperitan kepingan muncul dalam jalur isipadu dan tolok tertentu dan bukannya secara menyeluruh. Perbandingan yang tepat bukanlah A lawan B, tetapi mana-mana proses yang dikalahkan oleh yang lain pada gabungan isipadu, tolok dan bahan tertentu.
Kerangka 3 Soalan untuk Memilih Penyemperitan Helaian
- Berapa meter linear setahun? Kurang daripada ~50,000m³ kepingan siap, pembentukan haba kepingan induk yang dibeli dan bukannya mengeluarkannya di tapak adalah lebih masuk akal dari segi ekonomi. Di atas itu, penyemperitan dalaman mula meliputi titik pembayaran balik dan pelunasan. Di atas 500,000m³, operasi berbilang talian khusus atau kalendar mengambil kelebihan kos.
- Apakah tolok dan lebarnya? Pasaran penyemperitan kepingan di sini adalah 0.25mm hingga kira-kira 12mm. Di bawah 0.25mm, filem tuang atau tiup juga mempunyai ekonomi yang mantap. Di atas ~12mm, penyemperitan papak atau pengacuan mampatan.
- Berapa banyak bahan? Berapa banyak lapisan? Lapisan tunggal bahan adalah mudah. Penyemperitan bersama berbilang resin, 5 atau lebih lapisan memerlukan blok suapan yang berbeza, bajet acuan yang berbeza - jika tiada penghalang atau fungsi hiasan, jangan bayar untuk kiraan lapisan.
✔ Penyemperitan Lembaran Menang Apabila
- Produk rata berterusan adalah matlamatnya
- Ketebalannya ialah 0.25–12 mm
- Bajet perkakasan terhad: acuan penyemperitan berharga 80-90% lebih rendah daripada acuan suntikan (mengikut analisis Xometri)
- Anda boleh menimbal penukaran hiliran dengan gulungan helaian
⚠ Pilih Kalendering atau Suntikan Sebaliknya Apabila
- Jumlah tahunan melebihi ekonomi kalendar (terutamanya jumlah PVC tegar yang besar)
- Bahagian akhir mempunyai ciri geometri atau ketepatan 3D - pengacuan suntikan
- Keperluan tolok helaian < toleransi 0.05 mm dalam lebar- kalendar dengan susunan gulungan gear planet
Kecacatan Biasa dan Penyelesaian Masalah: Meleding, Variasi Ketebalan, Isu Permukaan
Kategori kecacatan dalam penyemperitan helaian cenderung untuk mengumpul sekitar lima mod kegagalan berulang. Setiap satu mempunyai punca dominan & pembaikan laluan pertama yang boleh dilaksanakan, sebelum merosakkan garisan.
| Kecacatan | Punca Dominan | Pembaikan Laluan Pertama |
|---|---|---|
| Kubah lengkungan/lembaran (TD) | Perbezaan suhu gulungan penyejukan | Kurangkan suhu gulungan bawah; naikkan suhu gulungan sejuk atas (setiap Panduan penyelesaian masalah NatureWorks Ingeo) |
| Tebal tengah / nipis tepi (CD) | Ketidakseimbangan suhu tanah atau melintang | Laraskan bolt bibir; profilkan acuan secara terma (tepi lebih panas); pasang atau periksa bar penyekat |
| Variasi ketebalan MD berkala | Skru haus, tindak balas gear semasa angkut keluar, getaran tindanan gulung | Periksa rangkaian pacuan; periksa konsentrisiti angkut keluar; cari haus penerbangan skru |
| Kulit ikan yu / kulit oren | Ricihan berlebihan pada bibir acuan, terutamanya dengan gred PE linear | Tingkatkan suhu bibir acuan; kurangkan kelajuan talian; pertimbangkan bantuan pemprosesan polimer |
| Gel dan jalur yang tidak cair | Pencemaran, resin yang kurang cair, kegagalan pengering pada PET/PC | Periksa pek skrin; sahkan takat embun pengering; periksa tekak suapan untuk pencerobohan lembapan |
Kebanyakan warp TD adalah masalah acuan yang salah diagnosis. Sebelum anda melaraskan bolt bibir, betulkan chill roll delta T. Orang lapangan yang memetik penyejukan PP di forum r/plastic telah menemui punca utama yang sama: suhu gulungan mengurus kadar penyejukan, kadar penyejukan mengurus kekristalan, & variasi tolok dalam kekristalan menyebabkan warp.
Penyemperitan Bersama: Helaian Berbilang Lapisan untuk Penghadang dan Aplikasi Premium

Lembaran bahan tunggal menjadi masalah apabila penggunaan akhir meminta dua sifat yang tidak serasi secara serentak: kejelasan optik & penghalang oksigen, atau sentuhan permukaan & makanan yang boleh dicetak. Penyemperitan bersama bercantum dengan lapisan yang tidak serasi, disusun daripada penyemperit berasingan melalui blok suapan/acuan berbilang manifold ke dalam lembaran berlamina tunggal.
Seni bina tindanan yang popular ialah AB (dua lapisan), ABA (sandwic dengan kulit monometrik pada setiap sisi), ABABA (lima lapisan dengan resin penghalang tengah & lapisan ikatan simetri). Barisan gred pembungkusan makanan secara rutin menghasilkan tindanan 5 & 7 lapisan resin PA, EVOH, PP, PE & ikatan; penyemperitan sembilan lapisan telah didokumenkan dengan baik dalam akademik & berskala jauh melangkaui keperluan kebanyakan tumbuhan dalam amalan.
"Keupayaan EVOH menyerap oksigen menyebabkan kepekaan lembapan. Ia diapit di antara lapisan PE atau PP bukan hidrofonik dalam struktur ekstrusi bersama di bahagian penghalang. Itulah sebabnya EVOH hampir keseluruhannya dikorbankan di bahagian tengah dalam helaian pembungkusan makanan, dan tidak pernah kelihatan pada kulit."
Kos ialah fungsi tak berkadar bagi kiraan lapisan - skala blok suapan, acuan tidak. Beralih daripada tiga lapisan kepada 5 Lapisan mungkin memerlukan pembinaan semula acuan, pembina hanya perlu mengira lapisan sebaik sahaja ia sampai.
Masa Depan Penyemperitan Lembaran: rPET, Bioplastik dan Pemantauan Industri 4.0
Terdapat tiga kuasa yang mempengaruhi apa dan bagaimana tumbuhan membeli. Tidak, tiada satu pun daripada tiga yang bersifat spekulatif - setiap satu mempengaruhi sebut harga yang telah dibuat pada tahun 2026.
1. Sejauh manakah PET kitar semula yang bersentuhan dengan makanan boleh digunakan? Panduan plastik kitar semula FDA dalam pembungkusan makanan membimbing pemproses aliran melalui prosedur Surat Tiada Bantahan (LNO) yang diperlukan untuk meluluskan satu atau bahan kitar semula pasca pengguna yang lain; berdasarkan kebenaran polimer dalam 21 CFR Bahagian 177Secara realistiknya, helaian rPET 100% untuk dulang makanan boleh dilakukan sekarang - larikan daripada botol yang terkena makanan atau yang mengandungi skrap yang digariskan dengan selamat, & pastikan bekas LNO lengkap: mod kegagalan telah diukur (tahap pencemaran, & boleh dibasuh). Kita sudah tentu akan melihat spesifikasi pemilik jenama yang memerlukan rPET 50% pada tahun 2026.
2. Resin berasaskan bio dan boleh kompos mula beroperasi. PLA, PBAT, PHA dan PVA bukan lagi sesuatu yang menarik untuk R&D. Tingkap proses berjalan lebih sempit daripada yang setara dengan petrokimia dan biasanya memerlukan penalaan profil—suhu tong yang lebih rendah, penyejukan lembut, mungkin reka bentuk skru yang berbeza. Loji yang mampu menukar gred petroleum dan berasaskan bio pada satu set peralatan akan mengatasi fleksibiliti talian aliran tunggal apabila permintaan pelanggan berubah.
3. Industri 4.0 menutup gelung hujung ke hujung. Kilang menggabungkan kawalan PID berbilang zon, maklum balas tekanan pam gear, pengimbasan AGC dan pembalakan data peringkat SCADA menjana talian yang bertindak balas terhadap peristiwa dalam jalur hanyutan tanpa menunggu campur tangan pengendali. Pemantauan keadaan—melalui arus motor, getaran kotak gear dan kitaran tugas pemanas tong—sedang beralih daripada senarai ciri khusus pembekal kepada spesifikasi pembelian standard. Kumpulan penyelidikan pasaran industri Perisikan Mordor menganggarkan keseluruhan pasaran jentera pemprosesan plastik pada USD 34.72 bilion pada tahun 2026 dengan CAGR 4.53% hingga 2031, dengan pendapatan talian pintar berkembang lebih pantas daripada angka utama.
Jika anda menyebut sebut harga untuk barisan baharu untuk tarikh penghantaran 2026-2027, perkara praktikal yang boleh diambil adalah mudah: tanyakan kepada vendor bagaimana barisan tersebut layak mendapat bahan suapan 100% rPET, gred resin berasaskan bio yang telah mereka uji dan data yang mereka rekodkan. Jawapan menunjukkan sama ada anda meminta barisan 2026 atau barisan 2018 yang ditukar.
Soalan Lazim Mengenai Penyemperitan Lembaran

S: Apakah julat ketebalan biasa yang dihasilkan oleh penyemperitan lembaran?
Lihat Jawapan
S: Adakah penyemperitan kepingan sesuai untuk pengeluaran volum rendah?
Lihat Jawapan
S: Bolehkah plastik kitar semula seperti rPET dan rHDPE diproses dalam barisan penyemperitan kepingan standard?
Lihat Jawapan
S: Bagaimanakah kualiti produk dipantau semasa penyemperitan lembaran?
Lihat Jawapan
S: Apakah kesan penyemperitan lembaran terhadap alam sekitar?
Lihat Jawapan
S: Apakah langkah berjaga-jaga keselamatan yang diperlukan untuk operasi penyemperitan kepingan?
Lihat Jawapan
S: Bagaimanakah proses penyemperitan kepingan berbanding dengan kos peralatan penyemperitan filem?
Lihat Jawapan
Artikel yang berkaitan
- Apakah Penyemperitan? Gambaran Keseluruhan Proses dan Aplikasi Perindustrian — konsep huluan yang meliputi profil, kepingan, filem dan penyemperitan pengacuan tiupan bersebelahan
- Jentera Penyemperitan Plastik: Jenis, Pemilihan dan Panduan Pembelian — pendamping sisi peralatan yang menggerudi pilihan skru, laras dan pacuan
- Termoplastik: Sifat, Kategori dan Gred Serasi Helaian — rujukan keluarga resin dengan set data suhu dan mekanikal yang sama yang digunakan di atas
- Mesin Pengekstrur Cairan Panas: Aplikasi Pelekat dan Helaian Khusus — proses bersebelahan untuk filem leburan panas dan lapisan pelekat
- Penyemperitan Aluminium 80/20: Kerangka T-slot untuk Lantai Tumbuhan — rakan sejawat penyemperitan logam untuk infrastruktur loji di sekitar garisan kepingan
Mengenai Analisis Penyemperitan Helaian Ini
Dokumen ini disusun daripada rujukan terminologi ASTM D883, penyelidikan pemprosesan terpilih, Buku Panduan Pemproses Penyemperitan Dynisco dan panduan FDA mengenai plastik kitar semula - sebarang pemberat yang diberikan kepada julat suhu mentah, data toleransi ketebalan (0.5% setiap SPE) dan proses Surat Tiada Bantahan FDA untuk penggunaan sentuhan makanan rPET 100% adalah untuk memastikan nilai-nilai tersebut akan diperkenalkan dalam spesifikasi kilang baharu dan spesifikasi produk yang menghadap pelanggan pada tahun 2026.
Rujukan & Sumber
- Terminologi Piawai ASTM D883-19 Berkaitan dengan Plastik — ASTM Antarabangsa
- Penilaian Eksperimen Kesan Suhu dan Kelajuan Skru pada Penyemperitan PP, HDPE dan PET — MDPI Sci, disemak oleh rakan sebaya
- Panduan Pemprosesan Filem Polietilena — Perbadanan Plastik Formosa Amerika Syarikat
- Buku Panduan Pemproses Penyemperitan Dynisco — Dynisco
- Panduan untuk Penyemperitan Filem Poliolefin — LyondellBasell
- Kawalan Tolok — Wiki Bahagian Penyemperitan SPE — Persatuan Jurutera Plastik
- Menyelesaikan Masalah Proses Penyemperitan Helaian Ingeo — NatureWorks LLC
- Plastik Kitar Semula dalam Pembungkusan Makanan — Pentadbiran Makanan dan Ubat-ubatan AS
- 21 CFR Bahagian 177 — Bahan Tambahan Makanan Tidak Langsung: Polimer — Kod Peraturan Persekutuan AS
- Laporan Saiz dan Pertumbuhan Pasaran Plastik Terekstrusi 2024–2030 — Penyelidikan Grand View
- Laporan Pasaran Jentera Pemprosesan Plastik 2026–2031 — Perisikan Mordor
- Filem dengan Teknologi Koekstrusi Sembilan Lapisan dan Prestasi Penghalang EVOH — Institut Teknologi Rochester



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)

