



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)
Penjelasan Plastik ABS: Kimia, Sifat, Pembuatan dan Kitar Semula
Kemas kini terakhir: Mei 2026
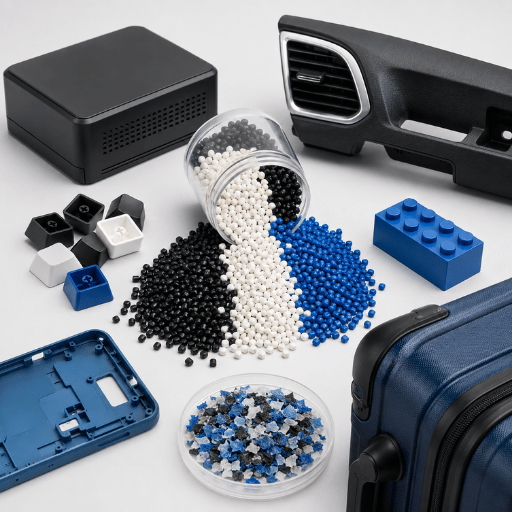
Jika anda pernah memegang bata Lego, panel papan pemuka kereta atau bekas pengisar dapur, anda pasti pernah menyentuh plastik ABS. Jadi, apakah sebenarnya plastik ABS dan mengapa ia muncul di banyak tempat sekaligus? ABS — singkatan untuk akrilonitril butadiena stirena — ialah termoplastik yang tahan lasak dan boleh dibentuk yang digunakan oleh jurutera apabila sesuatu bahagian perlu menyerap hentaman, mengekalkan bentuknya dan masih kelihatan kemas di atas rak. Panduan ini menerangkan kimianya, nombor pada helaian datanya, cara ia dibuat dan diproses, di mana ia muncul di lapangan, bagaimana ia bertindan dengan plastik lain, bagaimana profil keselamatannya dan ke mana hala tuju kisah kitar semulanya pada tahun 2026 dan seterusnya.
Spesifikasi Ringkas: Plastik ABS Sepintas Lalu
| Nama kimia | Akrilonitril butadiena stirena (terpolimer) |
| Jenis polimer | Termoplastik kejuruteraan amorfus |
| Ketumpatan | 1.04 – 1.06 g/cm³ |
| Kekuatan tegangan | 30 – 50 MPa (tipikal), sehingga 70 MPa untuk gred tinggi |
| Modulus tegangan | ~2,270 MPa (mengikut helaian data ISO 527-2) |
| Peralihan kaca (Tg) | 105 – 108 °C (purata ~107 °C) |
| HDT (0.45 MPa) | 90 - 100 ° C |
| Suhu pemprosesan | 200 – 250 °C (berbeza mengikut gred) |
| Proses biasa | Pengacuan suntikan, penyemperitan, percetakan 3D FDM, termopembentukan |
Apakah Plastik ABS?
Plastik ABS ialah terpolimer termoplastik amorfus dengan tulang belakang sepunya tiga monomer berbeza — akrilonitril, butadiena dan stirena. Sifat fizikal setiap monomer yang berbeza bercampur menjadi satu plastik yang memanfaatkan kekuatan setiap komponen sambil menghapuskan kelemahan masing-masing. Akrilonitril menyumbang kepada rintangan kimia dan suhu tinggi; butadiena menyumbang kepada ketahanan hentaman; stirena menjadikan polimer tegar, tahan calar dan mudah diproses.
Ini menghasilkan plastik kejuruteraan fleksibel yang boleh dibentuk melalui suntikan, diekstrusi, dibentuk melalui tiupan, dibentuk termo dan dicetak 3-D.
Bahagian "termoplastik" adalah penting. Tidak seperti plastik termoset, yang bercantum silang secara kekal apabila dikeringkan, bahagian ABS boleh dipanaskan semula dan dibentuk semula berulang kali. Sifat tunggal itu — kebolehleburan semula — adalah yang menjadikan ABS boleh dikitar semula secara prinsip dan menjadikannya menjimatkan untuk dijalankan melalui barisan pengeluaran bervolum tinggi. Untuk pandangan yang lebih luas tentang keluarga bahan ini, lihat gambaran keseluruhan kami tentang termoplastik dan perbezaannya dengan termoset.
Kadangkala ABS dirujuk sebagai polimer "dua fasa" atau "diperkuat getah". Sebaik sahaja maklumat itu diketahui, ia menjawab hampir setiap soalan yang diajukan mengenai lembaran data—lihat bahagian pembuatan di bawah untuk butiran lanjut.
Sifat-sifat Akrilonitril Butadiena Stirena

Angka-angka dalam Spesifikasi Pantas di atas datang daripada agregator helaian data polimer seperti Gambaran keseluruhan MatWeb tentang akrilonitril butadiena stirena dan daripada lembaran data gred individu mengikut kaedah ujian ISO 527-2 dan ISO 11357-2. Merentasi gred, nombor-nombor tersebut berkelompok rapat: ketumpatan 1.04 – 1.06 g/cm³, peralihan kaca 105 – 108 °C dengan purata 107 °C, dan alah tegangan sekitar 46 MPa untuk gred tujuan umum.
Apa yang tidak dirangkum dalam helaian spesifikasi ialah bagaimana nombor-nombor tersebut diterjemahkan kepada tingkah laku bangku. Di bawah tekanan mekanikal yang berterusan, ABS mengekalkan bentuknya — kestabilan dimensi adalah salah satu daya tarikan sebenar — dan permukaannya cukup licin untuk dicat, dilekatkan dengan pelarut seperti aseton atau digilap tanpa operasi sekunder. Sebaliknya, rintangan haba adalah sederhana. Bahagian ABS akan mula melembut di atas peralihan kacanya, yang bermaksud papan pemuka automotif yang diletakkan di bawah sinaran matahari musim panas dan penutup elektronik yang terletak di sebelah bekalan kuasa, kedua-duanya perlu direka bentuk dengan mengambil kira HDT 90 – 100 °C.
✔ Kelebihan ABS
- Kekuatan dan ketahanan impak tinggi — 2 – 7 kaki-lb/inci bertakuk tipikal Izod
- Ketegaran yang baik dengan ketumpatan rendah (1.04 – 1.06 g/cm³)
- Mudah dibentuk, dimesin dan diproses selepasnya; menyerap cat dan pelekat dengan baik
- Penebat elektrik yang kuat — kekuatan dielektrik > 1,000 V pada dinding tebal
- Kos efektif berbanding polikarbonat atau nilon
- Boleh dikitar semula — boleh dicairkan semula dan dipecahkan semula
⚠ Had ABS
- Rintangan haba sederhana — melembut melebihi ~105 °C Tg
- Kuning dan rapuh di bawah pendedahan UV yang berterusan
- Mudah terbakar tanpa bahan tambahan kalis api; mengeluarkan asap apabila dibakar
- Larut dalam pelarut kuat (aseton, MEK, ester)
- Kehilangan kekuatan hentaman dalam persekitaran sejuk (di bawah 0 °C)
- Pengembangan haba yang lebih tinggi daripada plastik kristal — toleransi yang ketat memerlukan penjagaan
Cara Plastik ABS Dibuat: Pempolimeran kepada Pelet

Bahan ini bukan rantai polimer tunggal — ia sebenarnya campuran, dan memahami fakta itu membuka hampir semua perkara lain pada lembaran datanya.
Bagaimanakah bahan ABS dibuat?
Dua proses perindustrian mendominasi pengeluaran ABS — pempolimeran emulsi dan pempolimeran jisim berterusan. Dalam laluan emulsi, stirena-akrilonitril (SAN) dicantumkan pada zarah polibutadiena yang telah terbentuk melalui pempolimeran butadiena, dan kopolimer cantuman kemudiannya dicampurkan dengan resin SAN hos. Dalam laluan jisim berterusan, getah polibutadiena dilarutkan ke dalam campuran monomer SAN dan seluruh sistem dipolimerkan dalam satu reaktor berterusan.
ABS jisim berterusan — digunakan dalam aplikasi berkilat tinggi atau kejelasan tinggi — telah dilaporkan oleh Plastics Technology Online sebagai lebih bersih dan kurang tercemar bahan tambahan berbanding ABS laluan emulsi (kilang Versalis di Mantua adalah salah satu contohnya).
Kedua-dua laluan bertemu pada ketika ini: polimer meninggalkan reaktor sebagai cair atau buburan, dikeringkan dan dinyahvolatkan, dan kemudian dimasukkan ke dalam penyemperit penyebatian di mana pewarna, perencat UV, kalis api dan pengubah impak dicampurkan. Setelah disebatikan, cair dipel, dikeringkan dan dihantar ke pencetak. Jika anda ingin melihat bagaimana proses penyebatian sebenar berfungsi, lihat pecahan kami tentang talian extruder pengkompaunan cantuman yang digunakan dalam pengeluaran ABS dan artikel yang lebih luas tentang apakah itu penyemperitan dan bagaimana ia berfungsi.
📐 Nota Kejuruteraan — Peraturan Dua Fasa
ABS bukanlah satu polimer. Di bawah mikroskop elektron, anda melihat dua fasa: matriks SAN yang berterusan dan berkaca (bahagian stirena + akrilonitril tegar) dengan zarah getah polibutadiena diskret yang tersebar di dalamnya, biasanya 0.1 – 1 µm melintang dan dicantumkan pada matriks pada antara muka. Kerja yang dikaji semula oleh rakan sebaya — termasuk Pengimejan 3D PMC bagi zarah lateks ABS dan kajian ACS 2025 tentang morfologi zarah ABS — mengesahkan seni bina dua fasa ini. Peraturan Dua Fasa: ABS berhutang ketahanannya kepada morfologi itu, bukan kepada kimianya. Apabila gelombang tekanan mengenai sesuatu bahagian, SAN yang tegar menyerap tenaga secara elastik manakala zarah getah yang tersebar akan mengavitas dan menghentikan perambatan retakan. Tukar saiz getah-zarah atau nisbah cantuman dan anda akan mengubah kekuatan impak — helah yang sama yang membolehkan sebatian getah butadiena menguatkan semuanya daripada bunga tayar hinggalah panel badan.
Disemak oleh pasukan kejuruteraan UDTECH — pengeluar barisan penyemperitan dan kitar semula.
Kaedah Pembuatan ABS: Pengacuan Suntikan, Penyemperitan dan Percetakan 3D
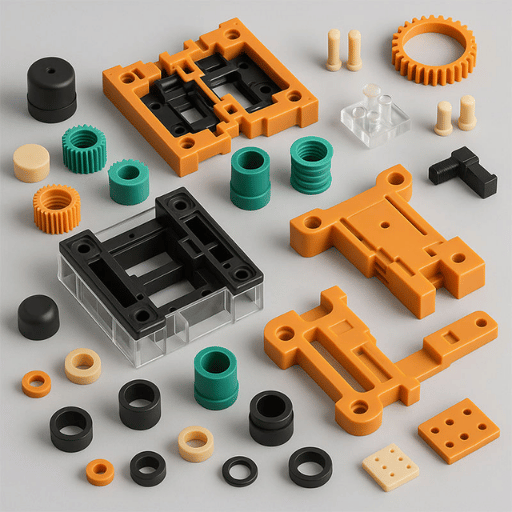
Apabila ABS dipel, ia kemudiannya boleh dibuat menjadi bahagian siap menggunakan enam proses yang berbeza. Semuanya bergantung pada geometri, isipadu dan kemasan permukaan yang anda gunakan.
| Proses | Suhu lebur biasa | Paling sesuai |
|---|---|---|
| Pencetakan suntikan | 220 – 250 °C cair; 50 – 80 °C acuan | Bahagian kompleks bervolum tinggi (perumah, bampar, papan pemuka) |
| Penyemperitan helaian / profil | 200 – 240 °C cair | Lembaran berterusan, paip, panel (stok bentuk vakum) |
| Percetakan 3D FDM | Muncung 230 – 260 °C; katil 90 – 110 °C; penutup disyorkan | Prototaip, perkakasan volum rendah |
| Thermoforming | Permukaan 160 – 180 °C | Dulang, pembungkusan, kemasan dalaman automotif |
| Meniup cetakan | 200 – 230 °C cair | Bahagian berongga, botol, saluran |
Mengapakah ABS digunakan untuk pengacuan suntikan?
Acuan suntikan menyumbang kepada bahagian terbesar penggunaan ABS — dan ABS merupakan bahan pilihan pada barisan pengacuan suntikan atas tiga sebab. Pertama, aliran leburannya mudah dimaafkan: ABS memenuhi dinding nipis dan ciri-ciri terperinci tanpa sebarang kesan pendek, dan ia memejal dengan pengecutan yang rendah (sekitar 0.4 – 0.7%), jadi bahagian yang dibentuk terkena sasaran dimensi dengan bersih. Kedua, permukaan yang dikeluarkan daripada alat sedia untuk digunakan — berkilat, boleh dicat, boleh dilekatkan. Ketiga, ABS mengendalikan tekstur dan warna dengan baik, itulah sebabnya kemasan automotif yang kelihatan hampir selalu dibentuk dalam ABS tulen atau dalam campuran ABS/PC.
Aplikasi kepingan, paip dan panel mengikuti aliran kerja yang berbeza. ABS berlapis dimasukkan ke dalam skru tunggal atau berkembar mesin penyemperitan plastik, dicairkan, ditolak melalui acuan, kemudian disejukkan pada gulungan penentukuran. Kadar output 200 – 800 kg/j adalah perkara biasa pada talian bersaiz sederhana. Jika anda mendapatkan peralatan, gambaran keseluruhan kami tentang konfigurasi mesin penyemperit lebur panas menerangkan pilihan geometri skru untuk polimer kelas ABS, dan bahagian yang lebih luas pada Komposit termoplastik dan pemprosesannya merangkumi variasi campuran ABS.
Senario dunia sebenar: Sebuah OEM elektronik pengguna sedang menentukan cangkerang luar acuan suntikan untuk penghala tanpa wayar. Prototaip pertama mereka menggunakan ABS lurus; ujian kitaran haba dalam ruang 60 °C menunjukkan riak permukaan muncul selepas 200 jam di sebelah perumah bekalan kuasa dalaman. Penyelesaiannya ialah pertukaran kepada campuran ABS/PC 70/30, yang meningkatkan HDT bahagian kepada kira-kira 115 °C tanpa memasang semula acuan. Pengajaran yang sama terpakai kepada mana-mana penutup tertutup di mana haba ambien dan haba dalaman meletakkan bahagian itu dekat dengan jalur pelembut ABS.
Aplikasi Plastik ABS Merentasi Industri
Berjalanlah melalui rumah biasa dan kilang biasa pada pagi yang sama, dan anda biasanya boleh mengira lebih daripada lima puluh bahagian ABS yang berbeza sebelum makan tengah hari. Aplikasi terkumpul dalam segelintir industri, setiap satunya bergantung pada kekuatan bahan yang berbeza.
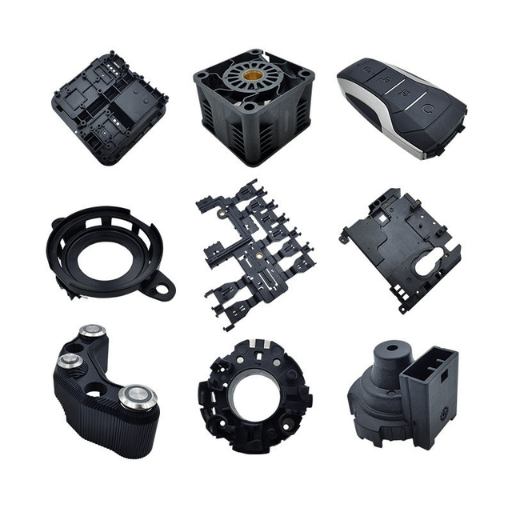
- ✔Bahagian automotif — papan pemuka, substrat panel instrumen, kemasan, perumah cermin, gril, tetulang dalaman bampar. Rintangan hentaman serta kemasan permukaan yang menarik menjadikan ABS sesuai untuk bahagian yang boleh dilihat, sering dicampur dengan PC untuk toleransi haba yang lebih tinggi.
- ✔elektronik pengguna — papan kekunci, cangkerang tetikus, alat kawalan jauh, bezel monitor, perumah pembersih vakum. Kekuatan dielektrik dan pengacuan yang mudah menjadikannya lalai untuk perumah tanpa pelindung.
- ✔Peralatan — pelapik pintu peti sejuk, tab mesin basuh (dalam campuran HIPS/ABS), badan perkakas kecil. Permukaan licin serta rintangan kimia terhadap pembersih isi rumah.
- ✔Mainan dan rekreasi — Bata Lego telah diperbuat daripada ABS sejak tahun 1963, dan bahan tersebut kekal sebagai standard untuk peralatan pelindung seperti topi keledar dan pelindung olahraga kerana ketahanannya terhadap jatuh.
- ✔Perubatan dan makmal — selongsong peralatan diagnostik, pemegang instrumen, rak sampel, penutup emparan. Sesuai dengan pensterilan etilena-oksida dan sinaran gamma, tetapi tidak diluluskan untuk implan kekal.
- ✔Pembinaan — Paip paip DWV (paip ABS ialah pasangan hitam kepada putih PVC), pelindung tepi, kelengkapan saluran, selongsong alat.
- ✔Hubungan makanan — perkakas pengendalian makanan, perumah peralatan pemprosesan makanan, komponen pembungkusan — dilindungi oleh peraturan FDA yang dibincangkan dalam bahagian keselamatan di bawah.
ABS vs PLA, PVC dan Polikarbonat
Pilihan bahan jarang sekali "ABS atau tiada apa-apa." Biasanya seorang jurutera memilih antara ABS dan salah satu daripada tiga komponen berdekatan: PLA (asid polilaktik) untuk percetakan desktop atau komponen terbiodegradasi, PVC untuk persekitaran perpaipan dan kimia, dan polikarbonat (PC) untuk aplikasi yang memerlukan kekuatan impak tahap ABS pada suhu yang lebih tinggi.
| Hartanah | ABS | PLA | PVC | Polikarbonat |
|---|---|---|---|---|
| Tg / pelembutan | ~ 107 ° C | ~ 60 ° C | ~ 80 ° C | ~ 145 ° C |
| Izod bertakuk | 2 – 7 kaki-lb/inci | 0.3 – 0.6 kaki-lb/inci | 1 – 2 kaki-lb/inci | 12 – 18 kaki-lb/inci |
| Luar / UV | Lemah tanpa penstabil | Lemah; menghidrolisis | Baik | Sederhana; memerlukan salutan UV |
| Biodegradable | Tidak | Kompos perindustrian sahaja | Tidak | Tidak |
| Hubungan makanan | Ya (21 CFR 177.1020) | Ya | Terhad | Ya (gred terbitan BPA terhad) |
| Kos relatif | Rendah – sederhana | Julat | Rendah | Sederhana – tinggi |
Rangka Kerja Keputusan — Pilih Mengikut Keperluan
- Perlu impak + kebolehmesinan + permukaan yang boleh dicat → ABS.
- Perlukan kebolehuraian biologi atau percetakan Tg rendah → PLA (bioplastik polilaktida).
- Perlukan rintangan kimia + kestabilan UV → PVC untuk aplikasi kimia dan luaran.
- Perlu ketelusan atau kekuatan impak maksimum → polikarbonat (PC) untuk kegunaan berimpak tinggi.
- Perlu kebolehbentukan tahap ABS dengan rintangan haba PC → Campuran ABS/PC.
Adakah Plastik ABS Selamat? BPA, FDA dan Kebimbangan Kesihatan

Persoalan keselamatan timbul hampir setiap kali ABS muncul dalam produk pengguna. Jawapan ringkas: ia dianggap selamat untuk kegunaan umum, termasuk sentuhan langsung dengan makanan dan tidak mengandungi bisphenol-A. Jawapan yang lebih panjang melibatkan tiga peraturan yang berbeza.
Adakah plastik ABS bebas BPA?
Ya. Dibina daripada akrilonitril, butadiena dan stirena — tiga monomer, yang tiada satu pun yang mengandungi atau menghasilkan bisfenol-A — ABS tidak mempunyai BPA dalam kimianya. Hubungan BPA dalam media popular selalunya merupakan kisah polikarbonat, kerana polikarbonat disintesis daripada BPA dan kadangkala dikelirukan dengan ABS kerana kedua-duanya muncul dalam botol dan perumah elektronik. Panduan FDA mengenai BPA secara eksplisit membincangkan salutan polikarbonat dan resin epoksi, bukan ABS. Jika anda melihat "ABS bebas BPA" pada helaian spesifikasi, dakwaan tersebut secara teknikalnya berlebihan — polimer tidak pernah mengandungi BPA. Jumlah surih hanya boleh masuk melalui pencemaran bahan tambahan, itulah sebabnya pembekal ABS gred makanan dan gred perubatan memerlukan pendedahan bahan tambahan pada setiap kelompok.
Untuk kegunaan sentuhan langsung dengan makanan, peraturan yang penting ialah 21 CFR 177.1020 — Ko-polimer akrilonitril/butadiena/stirena, sebahagian daripada peraturan Bahan Tambahan Makanan Tidak Langsung FDA. Mana-mana resin ABS yang memenuhi had monomer sisa dan bahan tambahan dalam bahagian tersebut “boleh digunakan dengan selamat sebagai artikel atau komponen artikel yang bertujuan untuk digunakan dengan semua makanan.” Itu merangkumi peralatan pengendalian makanan, perumah pemproses makanan dan kebanyakan bahagian dalam peralatan dapur. Pembuat peranti perubatan secara rutin mensterilkan komponen ABS dengan etilena oksida atau sinaran gamma, tetapi ABS tidak dinilai untuk implantasi kekal — data biokeserasian jangka panjang tidak ada untuk kegunaan tersebut.
Kitar Semula Plastik ABS: Daripada Skrap kepada Pelet Kegunaan Kedua

Oleh kerana ABS merupakan termoplastik, ia boleh dicairkan semula dan dipelletkan semula — dan kini wujud industri ABS kitar semula yang sebenar. Penyelidik pasaran di Precedence meletakkan pasaran resin ABS kitar semula pada USD 1.69 bilion pada tahun 2025, dengan unjuran USD 1.83 bilion pada tahun 2026 dan USD 3.34 bilion menjelang 2034. Angka perkhidmatan kitar semula ABS Dataintelo yang lebih luas ialah USD 9.4 bilion pada tahun 2025, berkembang pada CAGR 8.6%. Jumlah pasaran ABS dunia — termasuk bahan dara — berada sekitar 12.21 juta tan setahun, menurut a Kajian MDPI 2025 mengenai kitar semula ABS yang mampan.
Dua laluan kitar semula sedang digunakan secara aktif. Kitar semula mekanikal adalah kerja keras: skrap diasingkan, dicarik, dibasuh, dikeringkan dan diekstrusi semula menjadi pelet pada talian penyemperit kitar semula. A 2024 Kajian Proses MDPI mengenai kitar semula mekanikal campuran PC/ABS pasca perindustrian daripada skrap automotif bersalut krom menunjukkan bahawa laluan tersebut berjalan pada skala perindustrian, walaupun dengan bahagian logam yang dianggap tidak boleh dikitar semula sedekad yang lalu. Halangan di sini bukanlah polimer — tetapi infrastruktur pengisihan. Pemasangan berbilang bahan dan gred yang dimuatkan dengan bahan tambahan (kalis api, berisi kaca, dicampur dengan PC) memerlukan sama ada pemisahan sumber atau pengisihan inframerah dekat untuk memastikan kualiti kitar semula tinggi. Untuk maklumat lanjut tentang bahagian peralatan gelung ini, lihat gambaran keseluruhan kami tentang aliran plastik kitar semula dan peralatan pemprosesan.
Kitar semula bahan kimia adalah kisah yang baru muncul. Penyelidikan yang diterbitkan pada tahun 2024 dalam ChemSusChem menggambarkan selektif asetolisis campuran PC/ABS — polikarbonat dinyahpolimerisasi manakala ABS kekal utuh, membolehkan kedua-dua bahan dipisahkan dan dipulihkan dengan bersih. NASA ADS menyenaraikan kerja pelengkap pada pirolisis PC/ABS kalis api pada skala rintis. Proses ini masih belum kompetitif dari segi harga dengan resin dara, tetapi ia menjawab masalah pencemaran yang mengehadkan kitar semula mekanikal.
Senario dunia sebenar: Sebuah pembekal automotif Tahap-1 di Eropah Tengah menghantar 380 tan skrap ABS bersalut krom setiap tahun ke tapak pelupusan sampah kerana penglogaman menjadikan kitar semula mekanikal konvensional tidak ekonomik. Kajian MDPI 2024 yang sama melaporkan laluan yang menanggalkan lapisan krom secara kimia dan kemudian secara mekanikal meleletkan semula polimer yang telah dibersihkan — memperoleh kira-kira 78% daripada input mengikut jisim pada kualiti kitar semula yang boleh diterima untuk bahagian automotif yang tidak dipamerkan. Bahan yang diperoleh kembali ke aliran pengeluaran yang sama seperti campuran 20% dengan resin dara, mengurangkan kos bahan setiap bahagian kira-kira 9%.
Tinjauan Industri ABS: Trend 2025-2026

Tiga kuasa akan membentuk keputusan spesifikasi ABS sehingga tahun 2026 dan 2027.
Mandat kandungan kitar semula. Peraturan Pembungkusan dan Sisa Pembungkusan (PPWR) Eropah menetapkan ambang kandungan kitar semula minimum untuk pembungkusan plastik bermula pada tahun 2030, dengan pencapaian pelaporan pertengahan pada tahun 2026 – 2028. Komponen pembungkusan yang mengandungi ABS dan perumah ABS pada elektronik pengguna yang dijual ke EU memerlukan peratusan kandungan kitar semula pasca pengguna (PCR) yang disahkan pada fail teknikal. Jika anda menyatakan ABS untuk sebarang produk yang menyentuh pasaran EU, jangkakan audit pembekal akan meminta dokumentasi PCR menjelang 2027.
Trajektori pasaran. Resin ABS kitar semula diramalkan akan meningkat hampir dua kali ganda saiz pasaran dari tahun 2025 hingga 2034 (Precedence Research), dan pasaran perkhidmatan kitar semula ABS yang lebih luas berkembang pada CAGR 8.6% (Daintelo). Jumlah nilai pasaran plastik diunjurkan pada USD 832.62 bilion menjelang 2034, tetapi bahagian kandungan kitar semula menuntut bahagian yang tidak seimbang daripada pertumbuhan tersebut.
Evolusi proses. Pempolimeran jisim berterusan semakin mendapat tempat berbanding laluan emulsi untuk pembinaan loji ABS baharu kerana ia menghasilkan resin yang lebih bersih dengan lebih sedikit sisa bahan tambahan — semakin penting apabila pemproses hiliran kekurangan bajet bahan tambahan untuk memenuhi had REACH dan RoHS.
Tindakan pembaca: Jika anda mengeluarkan spesifikasi ABS atau perjanjian bekalan untuk pengeluaran 2026, minta pembekal untuk (1) peratusan PCR dengan dokumentasi kebolehkesanan, (2) sijil pematuhan REACH dan RoHS yang bertarikh dalam tempoh 12 bulan, dan (3) pendedahan kalis api termasuk sebarang pengganti deca-BDE atau parafin berklorin rantai pendek. Ketiga-tiga perkara ini akan menjimatkan masa audit kemudian.
Soalan Lazim
S: Apakah maksud plastik ABS?
Lihat Jawapan
S: Adakah plastik ABS bebas BPA?
Lihat Jawapan
S: Apakah takat lebur plastik ABS?
Lihat Jawapan
S: Bolehkah plastik ABS dikimpal?
Lihat Jawapan
S: Adakah plastik ABS akan cair di bawah sinaran matahari?
Lihat Jawapan
S: Apakah perbezaan antara plastik ABS dan plastik PVC?
Lihat Jawapan
S: Bolehkah ABS dicetak 3D di rumah?
Lihat Jawapan
Perlukan Peralatan Pengkompaunan atau Kitar Semula ABS?
UDTECH pakar dalam pembinaan penyemperit perindustrian – sistem yang digunakan untuk memproses semula dan menggabungkan ABS dalam kuantiti yang lebih besar.
Mengenai Panduan Ini
Ringkasan industri ini telah dikaji dan ditulis untuk jurutera, pereka produk dan kakitangan penyumberan yang membuat keputusan spesifikasi ABS yang praktikal pada tahun 2026. Kami mengesahkan kekuatan tegangan, peralihan kaca dan data HDT terhadap helaian data julat dan gred ABS MatWeb mengikut ISO 527-2 / ISO 11357-2. Dakwaan morfologi berdasarkan penyelidikan yang dikaji semula oleh rakan sebaya dalam ACS IECR (2025) dan PMC NCBI mengenai morfologi zarah ABS.
Angka pasaran kitar semula datang daripada Precedence Research, Dataintelo dan kajian MDPI 2025 mengenai kitar semula ABS yang mampan. Bahasa sentuhan makanan memetik teks semasa AS 21 CFR 177.1020. Kami ialah pengeluar peralatan penyemperitan — perspektif itu membentuk kedalaman dalam bahagian pembuatan dan kitar semula; selebihnya bertujuan untuk dibaca sebagai ringkasan bahan neutral.
Rujukan & Sumber
- 21 CFR 177.1020 — Ko-polimer akrilonitril/butadiena/stirena — Pentadbiran Makanan dan Ubat-ubatan AS, eCFR.
- Bisphenol A (BPA): Kegunaan dalam Aplikasi Sentuhan Makanan — Pentadbiran Makanan dan Ubat-ubatan AS.
- Gambaran Keseluruhan Bahan untuk Akrilonitril Butadiena Stirena (ABS) — Pengagregat helaian data bahan MatWeb.
- Membongkar Morfologi Zarah Lateks Polimer ABS melalui Pengimejan 3D — PMC NCBI, Perpustakaan Perubatan Negara AS.
- Kemajuan Terkini dalam Kitar Semula Lestari Sisa Akrilonitril Butadiena Stirena — Kemampanan MDPI, 2025.
- Kitar Semula Mekanikal Campuran PC/ABS Pasca-Industri daripada Sisa Automotif Bersadur Krom — Proses MDPI, 2024.
- Ramalan Pasaran Resin ABS Kitar Semula 2025 – 2034 — Penyelidikan Keutamaan.
- Laporan Penyelidikan Pasaran Kitar Semula Plastik ABS 2034 — Dataintelo.





