



Memahami Pemotongan EDM
Proses Pemesinan Nyahcas Elektrik (EDM) untuk pemotongan melibatkan penyingkiran bahan daripada bahan kerja menggunakan percikan api elektrik. Wire EDM menggunakan denda, wayar bercas elektrik untuk memotong bahan konduktif dengan ketepatan yang melampau. Oleh kerana wayar tidak bersentuhan dengan bahan kerja, kemungkinan tekanan mekanikal atau ubah bentuk diminimumkan. Untuk menghasilkan bentuk yang kompleks, butiran yang menarik dan toleransi yang ketat, ia mendapat aplikasi yang luas dalam industri pembuatan aeroangkasa, automotif dan peranti perubatan.
Apakah itu Pemesinan Nyahcas Elektrik?
EDM menggunakan nyahcas elektrik atau percikan api untuk tujuan pemesinan daripada bahan kerja konduktif tanpa membuat sebarang sentuhan fizikal. Ia mendapati aplikasi khusus dalam penetapan logam keras dan bahan yang sukar dimesin menggunakan kaedah tradisional. EDM mencipta percikan elektrik yang sengit antara elektrod dan bahan kerja, yang memadamkan sebarang jumlah nyahcas. Pelepasan ini, seterusnya, menghasilkan haba yang mencukupi untuk mengewap atau mencairkan sejumlah kecil bahan.
Faedah Utama EDM:
- Membolehkan pengeluar membentuk geometri yang rumit dengan toleransi yang sangat baik
- Menghasilkan kemasan permukaan licin
- Berfungsi dengan berkesan dengan logam keras dan bahan yang sukar dimesin
- Tiada sentuhan fizikal mengurangkan tekanan mekanikal
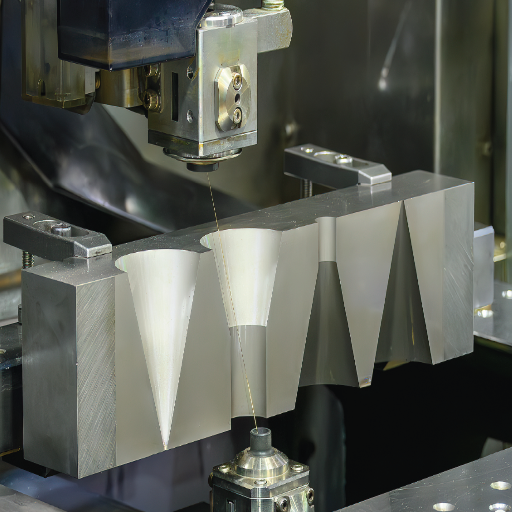
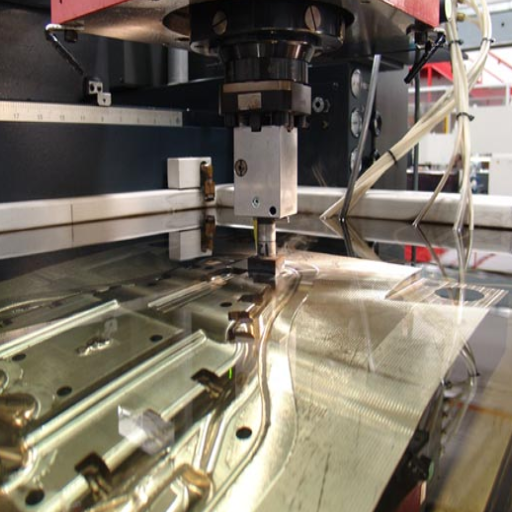
Gambaran Keseluruhan Proses EDM Wayar
Pemesinan Nyahcas Elektrik Wayar ialah operasi pembuatan ketepatan di mana wayar nipis dicas secara elektrik untuk memotong bahan pengalir. Bahan kerja direndam dalam cecair dielektrik, yang berfungsi untuk dua tujuan penyejuk dan penebat. Arus elektrik kemudiannya dihantar melalui wayar untuk menghasilkan satu siri nyahcas elektrik yang pantas. Pelepasan ini menghakis bahan di sepanjang garis pemotongan yang dimaksudkan, membolehkan penciptaan bentuk yang kompleks dan rumit dengan ketepatan yang luar biasa.
Wire EDM sangat sesuai untuk menghasilkan komponen dengan toleransi yang ketat, ciri halus dan kemasan permukaan yang indah. Teknologi canggih, seperti sistem kawalan automatik dan bahan wayar yang dipertingkatkan, telah diperkenalkan untuk meningkatkan Wire EDM lagi, menjadikannya lebih pantas, lebih tepat dan lebih cekap.
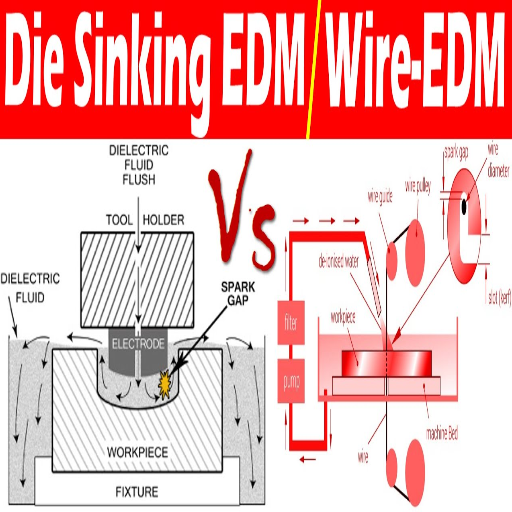
Jenis EDM: Wire vs Sinker
Dua jenis EDM utama ialah Wire EDM (menggunakan wayar nipis untuk memotong) dan Sinker EDM (menggunakan elektrod untuk membentuk).
| Parameter | Wayar EDM | EDM Tenggelam |
|---|---|---|
| Alat | Kawat nipis | Elektrod berbentuk |
| Bahan | Konduktif | Konduktif |
| Kepersisan | Tinggi | Sederhana |
| Permohonan | Keratan | Membentuk |
| kerumitan | Potongan yang rumit | Rongga kompleks |
| kemasan permukaan | Licin | Berbeza |
| kos | Tinggi | Rendah |
| Persediaan | Mudah | Kompleks |
| Mempercepatkan | Lebih perlahan | Lebih cepat |
| Penggunaan | Prototaip | Acuan/Dies |
Aplikasi EDM Cutting Merentas Industri
Dengan ketepatan tinggi yang diperoleh pada bahan keras, pemotongan EDM telah menjadi pilihan popular di banyak industri:
- Aeroangkasa: Untuk pembuatan komponen kompleks kepada toleransi yang sangat baik, termasuk bilah turbin dan bahagian enjin
- perubatan: Untuk instrumen dan implan pembedahan yang sangat halus dan tepat
- Pembuatan Alat dan Die: EDM digunakan untuk acuan tepat, cetakan dan perkakas untuk pengeluaran besar-besaran
- Otomotif: Digunakan untuk pembuatan bahagian yang kompleks, seperti komponen enjin dan mekanisme penghantaran
- Elektronik: Membantu dalam menghasilkan bahagian kecil untuk peranti elektronik dan penyambung
Kegunaan Industri Automotif EDM Wayar
Pemesinan Nyahcas Elektrik Wayar (Wire EDM) memainkan peranan penting dalam pembuatan ketepatan komponen automotif, terutamanya apabila berurusan dengan bahagian yang memerlukan toleransi yang sangat ketat dan kemasan terperinci. Disebabkan oleh perkembangan automotif yang futuristik, seperti enjin yang lebih kecil, ringan dan lebih cekap, bahagian tersebut mesti mengekalkan diri mereka dalam toleransi yang ketat.
Aplikasi automotif utama termasuk:
- Muncung penyuntik bahan api
- Tempat duduk injap enjin
- Gear penghantaran
- Penyambung bateri untuk kenderaan elektrik dan hibrid
- Struktur ringan untuk kecekapan tenaga
Aplikasi Aeroangkasa Pemotongan EDM
Dengan penghasilan komponen yang sangat tepat daripada bahan yang sukar untuk mesin, teknologi EDM mempunyai peranan penting dalam industri aeroangkasa. Domain aeroangkasa memerlukan toleransi yang ketat, geometri kompleks dan bahan yang bertahan dalam keadaan operasi yang teruk.
Aplikasi Aeroangkasa Kritikal:
- Pembuatan Bilah Turbin: EDM menyediakan pemesinan bilah turbin dengan saluran penyejukan ultra-halus dan kontur untuk enjin jet
- Pengurangan Berat Komponen: Pemesinan EDM menyokong pengurangan berat badan dengan pemesinan logam ringan seperti superaloi berasaskan titanium atau nikel
- Pengikat Aeroangkasa: Menghasilkan ketepatan superlatif dalam pengikat, mencapai padanan tepat yang menyumbang kepada integriti struktur
- Pemesinan Bahan Komposit: Pemotongan EDM dilakukan pada bahan komposit tanpa menyebabkan kerosakan seperti burr atau zon terjejas haba
- Komponen Sistem Bahan Api Ketepatan: Mencipta lubang mikro dan geometri kompleks dengan ketepatan tinggi untuk aliran bahan api yang dioptimumkan
Pembuatan Peranti Perubatan dengan EDM
Pemesinan Nyahcas Elektrik (EDM) telah menjadi rahmat kepada pembuatan peranti perubatan kerana ketepatan dan konsistensi yang tiada tandingannya. Dunia perubatan menuntut piawaian keselamatan yang sangat tinggi, biokeserasian dan ketepatan skala mikro dalam peranti seperti instrumen pembedahan, implan dan peralatan diagnostik.
Permohonan Perubatan:
- Instrumen pembedahan dengan geometri kompleks
- Implan biokompatibel daripada titanium dan keluli tahan karat
- Alat intubasi dan jarum mikro
- Komponen peralatan diagnostik
Had dan Cabaran Pemotongan EDM

Had Utama
- Kekangan Bahan: Proses EDM terhad kepada bekerja dengan bahan konduktif sahaja. Ia tidak boleh berfungsi pada bahan bukan konduktif, seperti beberapa seramik dan plastik
- Kelajuan Rendah untuk Potongan Besar: Proses ini boleh memakan masa untuk pemotongan besar atau dalam, yang boleh menyebabkan kehilangan produktiviti
- Penggunaan Tenaga Tinggi: Penggunaan tenaga elektrik yang ketara membawa kepada peningkatan kos operasi
- Pertimbangan Kemasan Permukaan: Ketepatan halus boleh dicapai, tetapi kemasan permukaan yang sempurna bagi ciri rumit mungkin memerlukan pasca pemprosesan
- Pakai Alat: Elektrod EDM mengalami perubahan morfologi semasa pemesinan, memerlukan penggantian yang kerap
Pertimbangan Kos untuk Mesin EDM
Apabila melabur dalam mesin EDM, beberapa faktor kos mesti dipertimbangkan:
- Kos Pembelian Awal: Mesin EDM berkisar antara $50,000 hingga melebihi $200,000, bergantung pada model, saiz dan keupayaan
- Penyelenggaraan dan Pembaikan: Alat ganti, pembaikan dan jadual penyelenggaraan menyumbang kepada perbelanjaan berterusan yang besar
- Penggunaan tenaga: Keperluan tenaga elektrik yang berterusan menyumbang kepada kos operasi yang lebih tinggi
- Kos Elektrod: Bahan boleh guna yang mahal seperti grafit atau tembaga memerlukan penggantian yang kerap
- Latihan dan Buruh: Juruteknik mahir diperlukan, menambah kos kakitangan dan latihan
Membandingkan Pemotongan EDM dengan Kaedah Pemesinan Lain
Masa Pemprosesan Berbanding Kaedah Lain
Masa pemprosesan EDM biasanya lebih perlahan daripada kaedah tradisional, seperti pengilangan, tetapi menawarkan ketepatan yang tiada tandingan untuk reka bentuk yang rumit dan bahan keras.
| Parameter | EDM | Pengilangan | pengisaran |
|---|---|---|---|
| Mempercepatkan | Lebih perlahan | Lebih cepat | Sederhana |
| Kepersisan | Tinggi | Sederhana | Tinggi |
| Bahan | Keras/Konduktif | Lembut/Keras | Keras |
| Masa Persediaan | Lebih lama | Lebih pendek | Sederhana |
| kos | Tinggi | Rendah | Sederhana |
| Permohonan | Reka bentuk yang rumit | Penyingkiran pukal | permukaan selesai |
| Pakai Alat | Rendah | Tinggi | Sederhana |
| kemasan permukaan | Licin | Berbeza | Licin |
| jumlah | Rendah | Tinggi | Sederhana |
| Penggunaan Tenaga | Tinggi | Sederhana | Sederhana |
EDM wayar vs Pemotongan Laser
Wire EDM menawarkan ketepatan yang tiada tandingan untuk bahan konduktif, manakala pemotongan laser lebih pantas dan serba boleh untuk pelbagai jenis bahan.
| Parameter | Wayar EDM | Pemotongan Laser |
|---|---|---|
| Kepersisan | Sangat tinggi (0.0001″) | Tinggi (0.001″) |
| Mempercepatkan | Lebih perlahan | Lebih cepat |
| Bahan | Logam konduktif | Logam, plastik, kayu |
| Ketebalan | Sehingga 12 ″ | Sehingga 0.25 ″ |
| Kualiti Tepi | Lebih kasar | Licin |
| Aplikasi | Reka bentuk yang rumit | Pengeluaran besar-besaran |
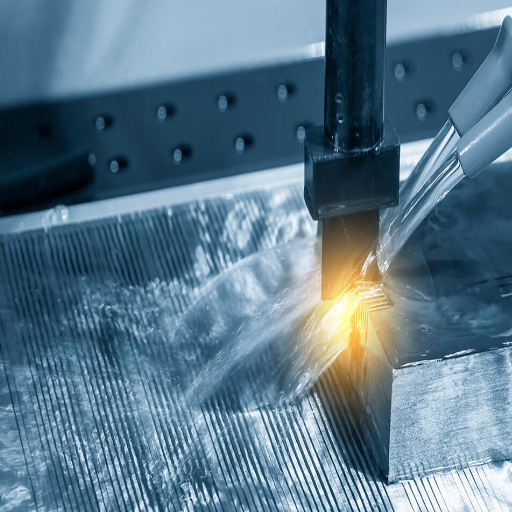
Pemotongan Pancutan Air lwn EDM Wayar
| Parameter | Wayar EDM | Pemotongan Waterjet |
|---|---|---|
| Kepersisan | Sangat tinggi (0.0001″) | Sederhana (0.003″) |
| Mempercepatkan | Lebih perlahan | Lebih cepat |
| Bahan | Konduktif sahaja | Hampir semua bahan |
| Ketebalan | Sehingga 12 ″ | Sehingga 3 ″ |
| Panas Terjejas | Ya | Tiada |
| Aplikasi | Reka bentuk yang rumit | Pengeluaran besar-besaran |
Pengilangan CNC dan Perbezaannya daripada EDM
Pengilangan CNC dan Pemesinan Nyahcas Elektrik ialah dua proses pembuatan yang berbeza, masing-masing mempunyai kelebihan yang sesuai dengan keperluan projek tertentu. Pengilangan CNC melibatkan penolakan bahan menggunakan alat pemotong berputar, menjadikannya sangat berkesan untuk pengeluaran pantas daripada pelbagai bahan, termasuk logam, plastik dan kayu.
EDM menghakis bahan kerja melalui nyahcas elektrik dan cemerlang dalam pemesinan bahan keras, seperti tungsten karbida atau keluli yang dikeraskan. EDM lebih disukai apabila toleransi yang sangat ketat terlibat, atau apabila bentuk rumit yang tidak dapat dicapai oleh alat pengilangan mesti dipotong.
Trend Terkini dan Kemajuan Teknologi
Perkembangan terkini dalam pemotongan EDM telah menumpukan pada ketepatan, kecekapan dan kemampanan. Trend utama termasuk:
Automasi dalam Mesin EDM
Automasi EDM berdiri di barisan hadapan dalam proses pembuatan ketepatan. Gabungan robotik, pembelajaran mesin lanjutan dan IoT telah membolehkan sistem EDM menjadi entiti autonomi dengan campur tangan manusia yang minimum.
Keupayaan automatik termasuk:
- Pengoptimuman laluan alat
- Pengurusan elektrod
- Pemantauan prestasi masa nyata
- Penyelenggaraan ramalan
- diagnostik berasaskan AI
Sistem Hibrid dalam Pemesinan Nyahcas Elektrik
Sistem EDM hibrid menggabungkan teknik nyahcas elektrik tradisional dengan teknologi moden, termasuk CNC dan kawalan penyesuaian. Sistem ini direka bentuk untuk ketepatan yang dipertingkatkan, mengurangkan masa pemprosesan dan keupayaan julat bahan yang dilanjutkan.
Peningkatan Kecekapan Tenaga dalam Wire EDM
Penjimatan tenaga dalam sistem EDM wayar telah menjadi penting untuk matlamat pembuatan yang mampan. Perkembangan terkini menekankan:
- Sistem bekalan kuasa pintar
- Kaedah pemulihan tenaga
- Penjana nadi yang cekap tenaga
- Parameter pemotongan yang dioptimumkan
- Mengurangkan voltan melahu dan penggunaan arus
Soalan Lazim (Soalan Lazim)
Sumber Rujukan
-
Kajian pemotongan EDM karbida silikon kristal tunggal
-
Analisis dan kawalan wayar untuk pemotongan EDM ketepatan
-
Pemesinan nyahcas elektrik (EDM) terkini
-
Pengukuran skala mikro & pemodelan FEM bagi tegasan baki dalam aloi Al AA6082-T6 yang dihasilkan oleh pemotongan wayar EDM



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


