




Industri láser de soldadura de copo metalico adalah un proceso industrial altamente especializado que es de mucha importancia en la manufactura moderna automotriz and electricos, considerando su eficiencia y alta precisión durante la soldadura. Kesan pemantulan, pemantulan tinggi dan kekonduksian térmica que el cobre pose se suelen generar ciertos desafíos en bangsawan, que la kimpalan laser cubaan tembaga sejuta khusus untuk engrandecer el resultdo final. En el caso de vierfied welds, la satisfacer de estos retos cobre refractario pose, al igual las claves for su optimización làser son las utilizadas disponer en este magistral inzichts a explorar. A partir de este global reforza alle su bastante rámido márj gabag heretic commonsaed adoso ai existentes eó reselatioverfi globally skirties and Ньюдmarkc w these challenges. Sepanjang artikel ini, kami akan menerangkan setiap langkah, menjadikan cabaran ini kelihatan lebih mudah dan boleh diakses daripada yang kelihatan.
Bagaimana Kimpalan Laser of Tembaga Kerja?
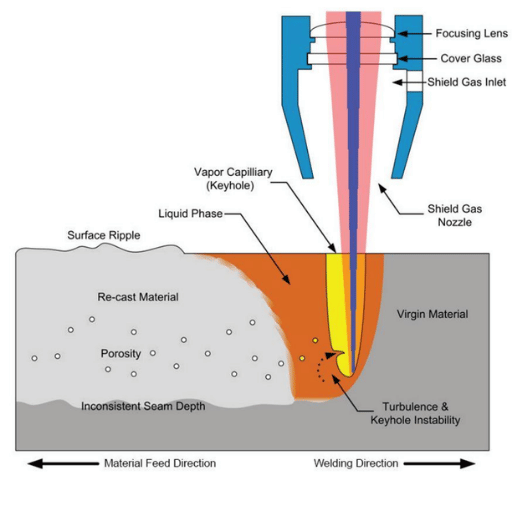
Kimpalan laser kuprum melibatkan penyambungan tepat bahan kuprum dengan menggunakan pancaran cahaya berkuasa tinggi. Tenaga tinggi rasuk yang dihasilkan oleh laser diserap oleh permukaan tembaga, dan ini menyebabkan lebur setempat, yang mengakibatkan pembentukan kimpalan yang kuat. Memastikan bahawa penyerapan tenaga yang betul dikekalkan adalah penting kerana kekonduksian terma dan pemantulan kuprum, yang diketahui tinggi. Penambahbaikan kesyukuran, seperti penggunaan panjang gelombang laser yang lebih pendek dan teknik modulasi pancaran, telah banyak meningkatkan kemudahan dan keberkesanan kerja yang dilakukan. Peningkatan ini dicari dalam aplikasi moden kerana ia menjamin kimpalan yang bersih, kuat dan tepat, serta dalam aplikasi yang kurang herotan diutamakan.
Apa itu Asas Proses Kimpalan Laser untuk Tembaga?
Beberapa langkah kritikal mesti diikuti untuk memastikan hasil yang optimum daripada operasi kimpalan laser kuprum. Permukaan mesti dibersihkan daripada sebarang bahan tercemar, termasuk, tetapi tidak terhad kepada, minyak dan oksida. Bahan cemar hanya boleh disingkirkan menggunakan pembersihan kimia atau lelasan mekanikal. Selepas langkah persediaan selesai, pancaran laser difokuskan pada zon kimpalan. Ketumpatan kuasa rasuk hendaklah cukup tinggi. Untuk kuprum, panjang gelombang optimum adalah hijau (532 nm) dan inframerah (1,064 nm).
Oleh kerana kekonduksian haba kuprum yang tinggi, tenaga perlu dihantar secara seragam dan pantas, biasanya dicapai melalui laser gelombang berdenyut atau berterusan, bergantung pada aplikasi. Dari segi persediaan kimpalan berkelajuan tinggi, ia mampu mencapai 2-10 m/min, yang menyumbang kepada kecekapan yang dipertingkatkan dengan mengurangkan herotan berkaitan masa yang disebabkan oleh haba yang berlebihan. Selain itu, penggunaan modulasi rasuk dan ayunan meningkatkan pengagihan tenaga yang seragam, menghasilkan kualiti kimpalan yang lebih baik bersama-sama dengan keliangan yang berkurangan.
Penggunaan gas pelindung, biasanya terdiri daripada argon atau nitrogen, adalah satu lagi aspek yang sangat penting dalam kawalan pengoksidaan semasa proses kimpalan. Kemasukan sistem kawalan maklum balas, seperti penderia optik atau kamera terma memudahkan kawalan maklum balas untuk pemantauan dan kawalan yang tepat dalam aplikasi industri. Sistem kimpalan laser moden telah menunjukkan kadar kecekapan sehingga 90%, yang menguntungkan dari segi ekonomi untuk industri automotif, elektronik dan aeroangkasa.
Perkembangan ini mengukuhkan keberkesanan kimpalan laser sebagai kaedah untuk bekerja pada tembaga memandangkan permukaan reflektifnya bersama dengan kekonduksian terma yang tinggi.
Mengapa Kekonduksian Termal Tinggi Cabaran?
Kecekapan kekonduksian terma dalam kuprum sebagai 400 W/m·K pada 20°C menghadapi cabaran dalam proses kimpalan dan pemotongan laser. Tenaga daripada laser akan hilang dengan cepat, yang meninggalkan tenaga yang sangat sedikit di kawasan kimpalan. Oleh itu, mencapai kimpalan kuprum dengan laser adalah rumit dan memerlukan perbelanjaan yang agak lebih tenaga dengan kimpalan yang kurang boleh dipercayai.
Selain itu, ancaman ini menimbulkan zon terjejas haba yang tidak diingini (HAZ), yang berisiko merendahkan sifat mekanikal bahan dan meningkatkan herotan. HAZ membawa lebih banyak risiko dalam kes bahan pengalir terma tinggi seperti kuprum atau aluminium kerana ia memerlukan lebih banyak laser mengimpal. Faktor-faktor ini boleh menyukarkan mengawal tenaga zon gabungan, yang menjadikan pengurusan risiko mewujudkan kecacatan seperti penembusan yang tidak lengkap atau keliangan amat sukar.
Secara positif, pelaksanaan laser gentian berkuasa tinggi bersama-sama dengan mengoptimumkan proses lain berfungsi untuk mengurangkan semua cabaran ini. Pengoptimuman ini membolehkan ketepatan sambil meningkatkan kualiti kimpalan. Walau bagaimanapun, keperluan tetap untuk input haba neutral, manakala kekonduksian terma yang dominan menjadikan penyelesaian isu amat sukar.
Apakah Peranan Kuasa Laser Bermain dalam Kimpalan Tembaga?
Tahap kuasa laser mempunyai kesan yang ketara terhadap kecekapan dan kejayaan proses kimpalan kuprum, terutamanya memandangkan sifat reflektif tembaga yang kuat dan kekonduksian terma yang tinggi. Menyampaikan kuasa yang lebih besar memudahkan penembusan yang lebih mendalam dan integriti kimpalan, mengurangkan masalah kecukupan tenaga yang berkaitan dengan mekanisme lebur rintangan bahan. Penyelidikan menunjukkan bahawa untuk kuprum, pelakuran boleh dicapai apabila laser ketumpatan kuasa difokuskan dalam julat 10^4 dan 10^6 W/cm², yang membolehkan kestabilan kesan lubang kunci sambil meminimumkan kecacatan.
Kuasa laser yang digunakan mempengaruhi kelajuan kimpalan serta haba yang diperkenalkan. Tahap kuasa yang lebih tinggi, sebagai contoh, membantu meningkatkan kadar pemprosesan, faktor berfaedah untuk aplikasi industri yang memerlukan ketepatan digabungkan dengan daya pemprosesan yang tinggi. Dengan yang dinyatakan, segala-galanya di atas tahap optimum (kuasa berlebihan) menimbulkan masalah seperti penembusan berlebihan, percikan yang berlebihan, atau kerosakan pada kawasan bahan di sekeliling kimpalan.
Pembangunan sistem dwi-rasuk dan laser berdenyut baharu meningkatkan kecekapan penggunaan tenaga dengan mengoptimumkan penghantaran kuasa dan mengurangkan kehilangan pemantulan. Khususnya, keupayaan untuk mengawal keluaran kuasa dengan halus dengan laser berdenyut meningkatkan kimpalan tepat kepingan tembaga nipis, dengan itu mengurangkan zon hentaman haba. Penggunaan kuasa laser yang mencukupi bersama-sama dengan strategi lain seperti pemantauan masa nyata, pembentukan rasuk dan kontur membolehkan hasil yang boleh dipercayai walaupun dengan geometri yang sukar dan topografi permukaan yang kompleks.
Jurutera menghadapi cabaran untuk mengimbangi tetapan kuasa dengan fokus rasuk, kawalan nadi, dan kelajuan kimpalan untuk menghasilkan kimpalan berkualiti tinggi sambil mempertimbangkan ciri-ciri bahan tembaga.
Apakah Faedah Utama Tembaga Kimpalan Laser?

Bagaimana Kimpalan Laser Menambahbaik Kualiti Kimpalan?
Dengan bantuan kawalan tenaga yang tepat dan input haba yang diminimumkan, kimpalan laser meningkatkan kualiti kimpalan. Ini membawa kepada herotan haba yang kurang dan zon terjejas haba yang berkurangan, yang memelihara integriti bahan sekeliling. Tambahan pula, ketumpatan tenaga tinggi laser membolehkan penembusan dalam dan kimpalan konsisten pada tembaga, bahan dengan kekonduksian haba yang tinggi. Proses ini juga membolehkan kebolehulangan yang tinggi, yang menjamin konsistensi merentas pelbagai kimpalan. Berbanding dengan kaedah kimpalan tradisional, faktor ini membawa kepada kimpalan yang lebih bersih, kuat dan berkualiti tinggi.
Apa yang membuat Kimpalan Laser Tembaga Lebih Cekap?
Dalam penyelidikan saya tentang kecekapan kimpalan laser tembaga, dua ciri menonjol kepada saya: ketepatan dan kebolehsuaian. Kualiti kimpalan yang dicapai dipertingkatkan disebabkan pengurangan input haba ke bahan bersebelahan, yang seterusnya meminimumkan herotan. Dalam kes kuprum, dengan kekonduksian haba yang luar biasa, penembusan tenaga yang boleh dipercayai dan konsistensi dipastikan kerana ketumpatan tenaga yang kuat yang dibekalkan. Selain itu, proses ini sangat boleh diulang, dengan itu memberikannya serba boleh yang diperlukan untuk tugas yang menuntut ketepatan dan keseragaman.
Yang Teknologi Laser digunakan untuk Kimpalan Tembaga?

Bagaimana? Fiber Lasers dan Laser Cakera Berbeza?
Pelbagai perbezaan dalam laser gentian dan laser cakera bermula dengan reka bentuk dan strategi pengeluaran cahaya mereka. Kualiti dan kecekapan pancaran adalah keupayaan laser Fiber kerana ia memancarkan cahaya dalam teras gentian optik. Laser cakera membolehkan kawalan haba yang hebat kerana ia menggunakan kristal berbentuk cakera nipis untuk menguatkan cahaya. Apabila ia datang kepada kebolehpercayaan untuk kimpalan, kedua-duanya berfungsi dengan baik. Untuk saiz padat dan sedikit penyelenggaraan, laser gentian adalah pilihan yang lebih baik. Walau bagaimanapun, laser cakera adalah lebih baik untuk aplikasi yang memerlukan lebih kuasa dan kestabilan. Kedua-dua jenis laser sesuai untuk mengimpal tembaga, tetapi permintaan operasi tertentu menentukan pilihan.
Apakah Kepentingan Laser Hijau dalam Kimpalan Kuprum?
Laser hijau berfungsi sebagai sumber serba boleh dan tidak pernah berlaku sebelum ini dalam bidang kimpalan tembaga kerana panjang gelombang khusus dan kecekapan tinggi dalam bekerja dengan bahan yang mempunyai ciri reflektif. Berada dalam spektrum cahaya yang boleh dilihat, mendambakan kira-kira 532 nm, panjang gelombang laser hijau lebih baik diserap oleh tembaga berbanding dengan laser inframerah. Penyerapan yang dipertingkatkan ini membantu dalam mengatasi isu pemantulan, yang merupakan masalah utama semasa memotong dan bekerja dengan tembaga dan logam pemantulan tinggi yang lain.
Penyelidikan mengesahkan bahawa laser hijau memberikan kecekapan tenaga yang lebih tinggi dalam prosedur kimpalan tembaga, yang mengurangkan kebarangkalian mengalami kecacatan kimpalan seperti keliangan dan kekurangan gabungan. Selain itu, pemesinan mikro dengan laser hijau membolehkan mengawal dinamik kimpalan lubang kunci pada tahap kuasa yang lebih rendah, menjadikan ketepatan dan kawalan yang lebih tinggi mungkin. Sebagai contoh, didapati bahawa dengan laser hijau, lebih daripada 60% penyerapan dicapai pada permukaan tembaga jika dibandingkan dengan kurang daripada 5% dengan laser inframerah konvensional.
Selain penambahbaikan ketara ini, penggunaan laser hijau membawa kepada percikan yang dikurangkan dan menjadikannya sesuai untuk kimpalan ketepatan, integriti bahan halus dan sangat berfaedah untuk industri seperti pembuatan elektronik dan mobiliti elektrik. Menggunakan laser hijau juga meningkatkan integriti kimpalan yang diperlukan dalam industri tersebut. Tambahan pula, kecekapan tenaga dan penggunaan kuasa yang lebih rendah diterjemahkan kepada kos operasi yang lebih rendah dalam jangka masa panjang, menjadikan laser ini sebagai alat yang baik dalam kegunaan industri.
Bagaimana Laser Inframerah Bandingkan dalam Prestasi?
Laser yang memancarkan sinaran inframerah kerana panjang gelombangnya antara 800 nm dan 2500 nm mempunyai ciri unik yang menarik apabila diletakkan bersebelahan dengan laser hijau. Tambahan pula, keluaran kuasa tinggi mereka melebihi 1000 watt meletakkannya dalam kedudukan serba boleh untuk tujuan perindustrian di atas logam, seramik dan polimer tertentu. Selain itu, proses seperti mengimpal dan menggerudi lubang yang lebih dalam ke dalam bahan yang lebih tebal adalah lebih pantas dan mudah apabila menggunakan laser inframerah. Ini menggalakkan kerja yang mudah untuk industri yang melibatkan pembuatan aeroangkasa dan automotif.
Pemesinan mikro logam keras dengan penggunaan laser inframerah berasaskan gentian adalah satu lagi perkara yang membimbangkan kerana kualiti pancaran mereka cukup tinggi untuk mengekalkan struktur bahan yang dimesin mikro sambil juga cukup tepat untuk melaksanakan kerja terperinci.
Namun begitu, laser inframerah mungkin menghadapi cabaran dengan aplikasi yang mengandungi kawasan haba toleransi rendah atau bahan dengan pemantulan tinggi seperti tembaga atau emas. Untuk batasan ini, laser hijau cenderung lebih berkesan kerana penyerapannya yang lebih tinggi dan resapan haba yang lebih rendah untuk laser panjang gelombang yang lebih pendek. Akhirnya, pemilihan laser inframerah atau hijau ditentukan oleh kriteria aplikasi khusus berkenaan dengan komposisi bahan, tahap ketepatan yang diperlukan dan skala operasi.
Cara Mengatasi Kimpalan Laser Cabaran dengan Tembaga?
Cara Mengurus Percikan dan Kolam Lebur Pembentukan?
Mengekalkan kawalan ke atas percikan dan pembentukan kolam cair semasa kimpalan laser kuprum adalah rumit dengan kekonduksian terma yang tinggi, pemantulan laser, penyerapan rendah dan pengecilan percikan. Selain itu, kami mengawal parameter laser dengan teliti. Menyediakan kuasa laser yang lebih rendah dan mengoptimumkan tempoh nadi untuk mengehadkan pemindahan tenaga yang berlebihan akan meningkatkan pengurangan percikan, yang penting untuk integriti kimpalan. Kajian mencadangkan bahawa pengurangan percikan yang ketara dan peningkatan kualiti kimpalan keseluruhan dicapai dengan julat frekuensi nadi 1-5 KHz.
Selain itu, risiko pemindahan haba yang tidak konsisten dapat diminimumkan dengan teknik membentuk rasuk seperti fokus boleh laras dan profil rasuk yang disesuaikan, manakala argon dan helium berfungsi untuk membolehkan penindasan plasma dan penstabilan proses kimpalan sebagai gas pelindung tampalan. Percikan yang lebih tinggi dan induksi dinamik kolam cair yang lebih kasar dikurangkan dengan dengan gas sie untuk pelicinan dipertingkatkan kerana potensi pengionan helium yang tinggi.
Kamera sepaksi dan penderia canggih dengan ciri penyesuaian dan tindak balas masa nyata kepada keadaan kimpalan, membolehkan untuk memastikan parameter optimum sepanjang keseluruhan proses. Dengan sokongan gabungan teknologi dan pendekatan yang disebutkan di atas, kimpalan tembaga yang optimum dengan sedikit atau tiada kecacatan boleh dicapai oleh pengeluar.
Teknik Apa yang Diperbaiki Penembusan dan Kedalaman Kimpalan?
Gabungan kaedah yang canggih dan tetapan parameter kimpalan yang lebih bijak diperlukan untuk mencapai penembusan yang lebih mendalam dan kedalaman kimpalan yang lebih baik. Meningkatkan arus kimpalan, sebagai contoh, meningkatkan input haba. Sudah tentu, bekalan haba yang meningkat memungkinkan untuk menembusi lebih dalam ke dalam bahan, tetapi ia mesti disederhanakan untuk mengelakkan zon terjejas haba yang berlebihan (HAZ) atau terbakar.
Satu lagi perkara penting yang perlu dipertimbangkan ialah kelajuan perjalanan. Kelajuan perjalanan yang lebih perlahan membolehkan kepekatan haba yang lebih besar dan menghasilkan penembusan dan cantuman yang lebih baik pada sambungan kimpalan. Walau bagaimanapun, terlalu banyak pengurangan dalam kelajuan perjalanan boleh mengakibatkan geometri yang tidak diingini pada manik kimpalan, seperti lebihan tetulang atau corak melengkung yang berlebihan (kegelombang).
Pemilihan dan penyediaan logam adalah sama penting untuk dipertimbangkan. Untuk kemudahan mencapai percantuman yang lebih baik, bahan pengisi harus mempunyai padanan, atau padanan sedikit, takat lebur berbanding bahan asas. Tambahan pula, penyediaan tepi yang mencukupi, seperti beveling dan grooving, meningkatkan peluang untuk mendapatkan penembusan penuh dalam bahan tebal.
Teknologi canggih seperti kimpalan berdenyut meningkatkan penembusan dengan ketara. Peraturan haba yang tepat semasa proses kimpalan boleh dicapai menggunakan Kimpalan Arka Logam Gas Berdenyut (GMAW-P), yang menukar arus tinggi dan rendah. Ini berkesan menghapuskan percikan sambil memastikan penembusan yang boleh dipercayai dalam konfigurasi yang sukar.
Di samping itu, penggunaan gas pelindung memberi kesan kepada kedalaman kimpalan. Dalam kimpalan MIG, campuran argon dan karbon dioksida (seperti 85% argon dan 15% karbon dioksida) meningkatkan kestabilan arka sambil juga memastikan penembusan kimpalan yang lebih mendalam.
Maklumat terkini menunjukkan bahawa teknik bantuan laser telah meningkatkan keupayaan penembusan dengan ketara dalam penembusan kimpalan. Teknik ini menggunakan arka kimpalan biasa bersama-sama dengan tenaga laser. Laser memberikan haba yang tepat dan sangat fokus, membolehkan kedalaman penembusan yang mendalam dengan anjakan yang minimum. Pakar kimpalan, di samping pengoptimuman parameter, terus melakukan untuk mencapai kedalaman tambahan tanpa menjejaskan integriti struktur.
Cara Mengoptimumkan Parameter Laser untuk Keputusan yang Lebih Baik?
Kuasa Laser
Kualiti kimpalan dan parameternya sangat dipengaruhi oleh kuasa laser. Kedalaman penembusan yang lebih besar biasanya dikaitkan dengan peningkatan kuasa laser, tetapi terlalu panas atau percikan yang berlebihan mungkin berlaku dengan kuasa yang terlalu banyak. Sebagai contoh, beberapa penyelidikan menyatakan bahawa pada 1 kW hingga 10kW kuasa, bergantung pada jenis dan ketebalan bahan, terdapat prestasi yang baik. Untuk mengekalkan kualiti permukaan, adalah penting untuk menyediakan kuasa yang mencukupi kepada aplikasi kimpalan.
Kelajuan Kimpalan
Input haba setiap unit panjang dipengaruhi secara langsung oleh kelajuan operasi kimpalan. Penyerapan tenaga maksimum berkaitan dengan kelajuan yang lebih perlahan, yang meningkatkan kedalaman penembusan, manakala kelajuan yang lebih pantas mengurangkan jumlah pendedahan haba, yang mengurangkan herotan haba. Biasanya, julat optimum adalah antara 0.5 m/min hingga 2.0 m/min; bagaimanapun, konfigurasi sambungan dan sifat bahan boleh mengubahnya.
Saiz Bintik Rasuk dan Kedudukan Fokus
Mengubah saiz titik rasuk dan kedudukan fokus menjejaskan ketumpatan tenaga yang dihantar ke bahan kerja. Kepekatan tenaga adalah lebih baik dengan saiz tempat yang lebih kecil, yang sesuai untuk kimpalan yang sempit dan dalam, dan nyahfokus sedikit boleh memberi manfaat untuk sambungan yang lebih luas. Kajian mencadangkan bahawa, untuk bahan tebal, memfokuskan rasuk sedikit di bawah permukaan berfungsi paling baik untuk mencapai penembusan maksimum.
Melindungi Jenis Gas dan Kadar Aliran
Pilihan dan kadar aliran gas pelindung memberi kesan besar kepada kestabilan kolam kimpalan dan kadar pengoksidaan. Argon dan helium adalah gas yang biasa digunakan; manakala helium menggalakkan penghantaran tenaga yang cekap, argon adalah lebih kos efektif untuk banyak aplikasi. Tidak kira jenis gas, kadar aliran optimum biasanya antara 10 hingga 20 liter seminit.
Pelarasan Khusus Bahan
Kekonduksian dan penyerapan terma berbeza untuk setiap bahan. Contohnya, menggunakan laser khusus panjang gelombang, seperti laser gentian dengan panjang gelombang 1.06 µm untuk keluli karbon, menghasilkan penyerapan yang lebih baik. Selain itu, pemanasan awal bahan tebal atau sangat memantulkan cahaya, seperti aluminium, boleh meningkatkan konsistensi semasa mengimpal.
Melalui pelarasan tepat parameter yang berbeza dan menjalankan ujian yang berkaitan untuk bahan tertentu, pakar dapat mencapai hasil yang cemerlang mengenai peningkatan kualiti kimpalan, penembusan, kedalaman dan keseragaman sambil meminimumkan potensi kecacatan. Semasa operasi, alat pemantauan lanjutan seperti pengimejan terma dan sistem maklum balas dalam masa nyata adalah sama penting dalam memastikan bahawa parameter dikekalkan dalam had optimum yang ditetapkan.
Apakah Aplikasi Kimpalan Laser in Komponen Tembaga?

Bagaimana Kimpalan Laser Digunakan dalam Kekonduksian Elektrik Permohonan?
Oleh kerana ketepatan, keberkesanan dan keupayaan untuk bekerja dengan bahan yang mempunyai kekonduksian haba yang tinggi, seperti tembaga, kimpalan laser mempunyai kepentingan dalam bidang yang memerlukan kekonduksian elektrik. Aplikasi bersama data tentang kawasan kimpalan laser yang digunakan diserlahkan di bawah:
Pengalir Tembaga Pencairan
Kimpalan laser adalah perkara biasa untuk ikatan wayar kuprum, busbar dan penyambung dengan haba minimum yang menjejaskan bahagian sekeliling. Terdapat sentuhan elektrik yang hebat dan rintangan rendah pada kimpalan. Penyelidikan menunjukkan bahawa sambungan kuprum yang dikimpal laser mempunyai rintangan elektrik 0.2 µΩ, yang jauh lebih rendah daripada kaedah konvensional seperti pematerian.
Pengilangan Bateri
Kimpalan laser digunakan dalam pengeluaran bateri litium-ion untuk sambungan tab tembaga atau kerajang untuk meningkatkan aliran kuasa. Kawalan tepat tenaga yang disediakan oleh laser menghasilkan prestasi luar biasa tentang percikan dan keliangan, yang gagal mengekalkan kecekapan elektrik yang betul.
Perhimpunan PCB dan Mikroelektronik
Kimpalan laser adalah sangat penting apabila ia melibatkan pemasangan papan litar bercetak (PCB), dan mikroelektronik yang melibatkan hubungan kenalan atau pengesanan tembaga. Kaedah ini membolehkan ketepatan tinggi dalam aplikasi berskala cahaya membantu prestasi yang boleh dipercayai dalam reka bentuk padat.
Sistem Pengedaran Kuasa
Berkenaan peralatan pengagihan kuasa termaju, sistem berprestasi tinggi menggunakan kimpalan laser untuk membentuk sambungan dalam busbar tembaga dan terminal. Penggunaan kimpalan laser, khususnya, tidak bersentuhan dengan bahan kerja, yang mengurangkan hausnya, meningkatkan kecekapan.
Pengoptimuman Kecekapan Tenaga
Teknik kimpalan dengan hasil terbaik daripada menggunakan kimpalan, bersama-sama dengan parameter lain menawarkan kimpalan berkualiti tinggi dan input haba yang rendah ke dalam sambungan. Ini penting untuk perniagaan sensitif tenaga kerana ia membantu mengurangkan kehilangan elektrik dalam laluan konduktif. Perlu diperhatikan ialah kimpalan tembaga laser tenaga dilaporkan membawa kepada pengurangan sehingga 15% dalam kehilangan tenaga pada frekuensi tinggi untuk banyak aplikasi.
Fabrikasi Motor dan Gegelung
Motor elektrik dan gegelung transformer mempunyai gegelung dan belitan tembaga yang dikimpal oleh laser yang mempunyai ketepatan dan kebolehulangan yang tinggi. Ini penting untuk mengekalkan aliran elektrik semasa operasinya tanpa memecahkan tekanan mekanikal yang dikenakan pada jahitan laser.
Berkenaan dengan semua aplikasi industri sedemikian, kimpalan laser dengan rintangan rendah dan ketepatan tinggi telah menjadi keperluan bagi industri yang berurusan dengan kekonduksian elektrik.
Apakah Faedah Laser Perindustrian Permohonan?
Penggunaan laser dalam industri mempunyai kelebihan tersendiri yang meningkatkan proses pembuatan. Ini adalah faedahnya:
Terperinci dan Ketepatan yang melampau
Pengilang dapat memproses bahan dengan ciri yang sangat terperinci dan toleransi yang ketat kerana tahap ketepatan yang luar biasa yang ditawarkan oleh sistem laser. Oleh kerana pancaran laser difokuskan dengan tinggi, terdapat sisihan minimum yang menjamin kualiti yang konsisten dalam pemotongan laser, kimpalan dan ukiran.
Mengurangkan Ubah Bentuk Bahan
Oleh kerana tenaga pekat laser, zon terjejas haba dikurangkan yang mengehadkan ubah bentuk yang berlaku kepada bahan. . Ini amat kritikal dalam komponen sensitif seperti kepingan nipis atau bahagian ketepatan yang digunakan dalam aeroangkasa dan elektronik.
Keserasian Dengan Pelbagai Bahan
Laser boleh memproses pelbagai bahan dengan berkesan seperti komposit, kaca, plastik, logam dan seramik. Oleh kerana fleksibiliti ini, ia boleh digunakan dalam persekitaran pembuatan yang berbeza.
Peningkatan Kelajuan Pemprosesan
Laser industri mempunyai kelajuan operasi yang sangat tinggi yang meningkatkan kecekapan pengeluaran. Sebagai contoh, bergantung kepada bahan dan ketebalan, sistem pemotongan laser boleh mencapai kelajuan 20 meter seminit.
Keberkesanan Kos yang Lebih Baik dan Sisa yang Dikurangkan
Oleh kerana ketepatan yang ditawarkan dalam proses laser, sisa bahan diminimumkan semasa pengeluaran. Tambahan pula, perbelanjaan yang digunakan untuk bahan habis pakai seperti alat pemotong diturunkan yang mengurangkan kos operasi dari semasa ke semasa.
Integrasi Sistem Automasi
Lengan robot, mesin CNC dan sistem automatik lain boleh dengan mudah menggabungkan laser. Penggunaannya dengan Teknologi Industri 4.0 meningkatkan lagi produktiviti dan membolehkan pemantauan semasa proses.
Aplikasi Pemprosesan Bukan Kenalan Berbeza
Oleh kerana pancaran laser tidak menyentuh bahan, sebarang jenis kimpalan tidak akan berlaku. Tiada sentuhan alat yang terlibat jadi titik lemah tidak akan diperkenalkan pada bahan kerja. Oleh kerana itu, ia menghalang kehausan alatan, kehilangan, dan mengekalkan peralatan itu utuh.
Pemprosesan Laser Mesra Alam
Tidak seperti goresan kimia, pemesinan jari atau kaedah tradisional lain, beberapa kaedah moden menggunakan kurang pelepasan, sisa dan bahan pencemar lain. Ini membolehkan lebih bersih menggunakan ini tanpa menghasilkan kerosakan alam sekitar.
Konsisten Dengan Tugasan Berulang Dilakukan Oleh Laser
Menggunakan laser untuk tugas seperti mengukir dan menanda menjamin hasil yang seragam sepanjang proses. Ciri ini penting kepada sektor yang memerlukan piawaian tertinggi, seperti pembuatan peranti perubatan.
Kemampanan ekonomi dan keberkesanan kos yang lebih baik untuk kegunaan industri disediakan oleh sistem laser moden kerana kadar penukaran tenaga yang berkebolehan tinggi. Sebagai contoh, laser gentian dikatakan mempunyai lebih 30% kecekapan tenaga.
Ini mengukuhkan lagi sebab mengapa bidang seperti automotif, teknologi perubatan, aeroangkasa dan elektronik menyepadukan lebih banyak laser industri ke dalam program mereka. Semua sebab ini membuktikan bahawa alat ini adalah antara yang paling cekap dalam proses pembuatan moden.
Soalan Lazim (Soalan Lazim)

S: Apakah cabaran utama dalam kimpalan laser tembaga?
A: Isu utama dalam kimpalan laser kuprum ialah pemantulan yang tinggi dan kekonduksian terma. Ciri-ciri ini boleh membawa kepada kimpalan yang tidak cekap kerana ia menyerap cahaya laser yang sangat sedikit tanpa teknik khusus seperti panjang gelombang laser yang betul dan kuasa tinggi yang digunakan.
S: Bagaimanakah panjang gelombang cahaya laser mempengaruhi kimpalan tembaga?
A: Penyerapan dalam bahan tembaga sangat dipengaruhi oleh panjang gelombang cahaya laser. Untuk kimpalan laser tembaga, panjang gelombang biru dan hijau lebih bermanfaat kerana ia meningkatkan penyerapan dan mengurangkan pemantulan, yang meningkatkan kualiti kimpalan.
S: Mengapakah gas pelindung digunakan dalam kimpalan laser kuprum?
A: Gas pelindung digunakan semasa kimpalan laser kuprum untuk mengawal pengoksidaan dan pencemaran kolam kimpalan. Dengan menutup logam cair, gas pelindung mewujudkan suasana lengai yang memelihara integriti jahitan kimpalan.
S: Apakah teknik yang digunakan untuk kimpalan penembusan dalam dalam tembaga?
A: Kimpalan sinar laser ketumpatan tenaga tinggi membolehkan kimpalan penembusan dalam dalam tembaga. Ia menggunakan laser gelombang berterusan dan tetapan khusus untuk laser berdenyut untuk memberikan haba yang mencukupi sambil mengelakkan kerosakan material.
S: Apakah kesan kekonduksian kuprum pada kimpalan pengaliran haba?
J: Kekonduksian terma kuprum yang tinggi memerlukan tenaga laser diurus dengan teliti untuk mengelakkan kehilangan haba yang berlebihan semasa mencairkan dan bercantum dalam kimpalan konduksi. Ini biasanya dicapai dengan mengubah suai kelajuan kimpalan dan kuasa laser.
S: Apakah kesan nadi dalam konteks kimpalan laser kuprum?
J: Kimpalan laser menggunakan teknik berdenyut membolehkan kawalan optimum ke atas aplikasi haba, yang sangat penting apabila mengimpal bahan yang sangat memantulkan dan konduktif haba seperti tembaga. Ini meminimumkan herotan dan membantu dalam mencapai kualiti kimpalan yang lebih baik.
S: Adakah mungkin untuk melakukan kimpalan laser untuk menyambung tembaga dan aluminium?
J: Ya, adalah mungkin untuk melakukan proses kimpalan laser untuk menggabungkan tembaga dan aluminium. Ia memerlukan pelarasan berhati-hati bagi parameter laser atau menggunakan laser dengan panjang gelombang biru atau hijau kerana perbezaan antara sifat reflektif dan haba logam dengan logam.
S: Mengapakah sumber laser pancaran kuasa penting dalam konteks kimpalan kuprum?
J: Jenis sumber pancaran laser yang digunakan mempunyai kepentingan yang besar dalam kimpalan kuprum kerana ia menentukan kadar penyerapan tenaga oleh logam. Menggunakan sumber kuasa tinggi dengan panjang gelombang yang sesuai, seperti laser biru dan hijau, meningkatkan penyerapan, membawa kepada kimpalan yang lebih baik dan kualiti kimpalan yang lebih baik.
S: Apakah kelebihan laser biru untuk kimpalan laser?
J: Laser biru membantu mengimpal kuprum kerana ia lebih mudah diserap oleh bahan kuprum kerana panjang gelombangnya. Ini meningkatkan kawalan ke atas kolam kimpalan yang seterusnya menambah baik jahitan kimpalan dan kualiti kimpalan.
Sumber Rujukan
1. Kesan Parameter Kimpalan dan Rawatan Permukaan Pra-Kimpalan pada Kimpalan Laser Jauh untuk Pemasangan Motor Elektrik<|image_sentinel|>Mencantumkan Wayar Tembaga Nipis dan Busbar Tembaga
- Authors: T. Sun et al.
- Tarikh penerbitan: Ogos 30, 2024
- Jurnal: Ssains dan Teknologi Kimpalan dan Cantuman
Penemuan Utama:
- Penyelidikan ini bertujuan untuk mengimpal wayar tembaga nipis dari jauh ke bar bas kuprum yang dikonfigurasikan dalam topologi T-sendi.
- Teknik ini mampu bertahan sendiri kerana wayar berfungsi sebagai pengisi, mencapai pengisian jurang dan saling mengunci elektrik dan mekanikal.
- Kaedah ini menunjukkan kapasiti beban mekanikal 221 N, iaitu 92.5% kekuatan yang ditiru bagi wayar terkapsul.
- Data menunjukkan hasil perbandingan pada prestasi mekanikal, elektrikal dan haba, yang mana rawatan permukaan pra-kimpalan tidak menjejaskan. Ini menunjukkan daya tahan yang hebat terhadap keadaan permukaan pra-kimpalan (Sun et al., 2024).
2. Penyelidikan tentang Kimpalan Laser Logam Tidak Serupa – Aluminium dan Kuprum dengan Laser Gentian Berdenyut
- Authors: L. Trinh, Donghyoung Lee
- Published: 17 Julai 2024
- Jurnal Antarabangsa Kejuruteraan dan Pembuatan Ketepatan
Penemuan:
- Kerja ini menganalisis kemungkinan aplikasi laser gentian dalam kimpalan laser kepingan aluminium dan tembaga, khususnya menumpukan pada laser gentian berdenyut.
- Sistem kimpalan laser dan hibrid mempunyai pelbagai aplikasi dalam industri dan sains serta mempunyai faedah yang besar (Trinh & Lee, 2024).
- Seperti yang dinyatakan dalam kajian ini, kesukaran mengimpal logam yang berbeza, seperti aluminium dan kuprum, dibincangkan bersama parameter dioptimumkan yang diperlukan untuk kimpalan berkualiti tinggi.
- Kajian ini menambah pemahaman tentang hubungan sifat kimpalan-mekanikal bagi sambungan (Trinh & Lee, 2024).
3. Kimpalan Laser Aluminium kepada Kuprum: Sifat Sambungan Dikimpal dan Pengoptimuman Parameter
- Authors: Fatih Şahin dan E. Taban
- Tarikh Penerbitan: Disember 1, 2024
- Journal: Buletin Sains Bahan dan Metalurgi
Sorotan Utama:
- Kertas kerja menganalisis sifat mekanikal sambungan dikimpal aluminium dan tembaga dan cuba mengoptimumkan parameter untuk kimpalan laser yang lebih cekap.
- Kajian ini membincangkan kebaikan menggunakan laser dalam kimpalan, terutamanya berkaitan dengan kelajuan kimpalan, input haba, dan saiz zon yang terjejas haba.
- Parameter optimum ditemui menggunakan Kaedah Taguchi, yang memerlukan ujian paling sedikit (Şahin & Taban, 2024).



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


