




Penyemperitan plastik ialah proses pembuatan bervolum tinggi yang menukarkan pelet termoplastik kepada profil berterusan seperti paip, kepingan, filem, tiub dan bentuk tersuai. Ia telah mengasaskan pembuatan polimer selama hampir 100 tahun – namun kebanyakan keputusan pembelian merentasi sebatian, jenis mesin, dimensi acuan dan kos nampaknya tersekat pada 4 pembolehubah yang sama: penyemperit yang mana, polimer yang mana, acuan yang mana dan pertukaran yang mana pada toleransi dan kos? Panduan ini merangkumi aliran penuh, 4 jenis penyemperitan, skru tunggal lawan skru berkembar, pilihan polimer, silang kos kerja aluminium dan tinjauan 2026—daripada 15+ tahun UDTECH telah merekayasa penyemperit untuk 100+ negara.
Spesifikasi Pantas
| Jenis Proses | Pengeluaran volum tinggi yang berterusan |
| Julat Daya Pemprosesan | 50–2,000 kg/jam (bergantung pada mesin) |
| Polimer Serasi | PVC, HDPE, LDPE, PP, ABS, PET, PC, TPE, PMMA, Nilon |
| Output Biasa | Paip, kepingan, filem, profil, tiub, salutan dawai |
| Masa Utama Perkakas | 4–12 minggu (mati tersuai) |
| Toleransi Biasa | ±0.05–0.5 mm (bergantung kepada geometri) |
Apakah Penyemperitan Plastik? Definisi Proses dan Kepentingan Perindustrian

Dalam bidang isipadu tinggi, penyemperitan plastik merupakan konsep yang mudah. Termoplastik, yang disuap sebagai pelet dan granul oleh reaktor isipadu tinggi robotik, dicairkan, ditekan melalui acuan dan disejukkan menjadi bentuk berterusan dengan keratan rentas malar. Di mana kitaran pengacuan suntikan kompleks berada dalam tegangan mono- atau multivariabel, penyemperit memendekkan panjang dalam satu perkataan: berterusan. Tiada tetapan semula; selagi suapan berterusan, produk mengalir.
Perbezaan tatanama: penyemperitan menghasilkan keratan rentas malar tertentu – diukur dalam meter linear atau paun, bukan kepingan; teknik lain menghasilkan bit diskret seperti kanta IR atau silinder gas. Contohnya, pengacuan suntikan membawa 3.Kradien atau panel penyerap bunyi, manakala penyemperitan mengepam keluar isipadu tinggi (dipacu sel beban) bersama-sama dengan aliran lapisan fotoresis di mana pahatan mikro dipantau secara serentak.
| Proses | Jenis Keluaran | Titik Manis Kelantangan | Kos Perkakas |
|---|---|---|---|
| Penyemperitan plastik | Profil berterusan | 10,000+ meter linear | $5K–$50K (mati) |
| Pencetakan suntikan | Bahagian berbentuk diskret | 10,000+ unit | $15K–$200K (acuan) |
| Meniup cetakan | Bekas berongga | 50,000+ unit | $10K–$80K (acuan) |
| Percetakan 3D FDM | Geometri tersuai | 1–500 unit | $0 (digital) |
Sepanjang 15+ tahun yang lalu, UDTECH telah mencipta dan mengoptimumkan polipropilena, ABS, PVC, PC, Uretana, resin kejuruteraan dan penyemperitan Lycra untuk+ 100 buah negara merentasi aplikasi termasuk barangan putih, pembinaan, infrastruktur, elektrik, perindustrian dan pembungkusan. Spesifikasi aliran proses, 4 jenis penyemperitan, reka bentuk skru tunggal lawan skru berkembar, jenis plastik dan tinjauan industri boleh didapati di bawah.
Cara Penyemperitan Plastik Berfungsi: Aliran Proses Langkah demi Langkah
Semua penyemperitan mengikuti 6 peringkat proses yang boleh dikawal, setiap satu ditentukan oleh 1 parameter.
- Corong suapan – putaran skru menarik plastik di sepanjang laras, memaksanya melalui acuan; pelet, granul atau serbuk masuk melalui tekak suapan belakang, selalunya telah dicampurkan terlebih dahulu dengan pewarna, penstabil UV atau pengisi. Pengeringan bahan pengering di bahagian corong adalah penting untuk polimer Huastic dan yang lebih sensitif.
- Polimer Pemakanan. Haba dijana oleh selubung pemanas laras, kadangkala beroperasi pada suhu 200-275C, dengan 3-5 pintu PID yang berjalan dari belakang ke bahagian hadapan laras. Kelajuan skru mungkin antara 30-150 rpm, berdasarkan keperluan kelikatan polimer dan isipadu suapan.
- Geseran Pembentukan Skru Lebur. Pengaturcara yang dipanaskan antara skru dan laras mengalirkan haba yang sama banyak dengan elemen selubung pemanas; pada kelajuan putaran yang tinggi, dwell, ditambah sebarang promoter lekatan antara laras dan skru, menghasilkan haba yang mencukupi untuk sering mematikan zon pemanas.
- Penapisan halus Plastik ditolak melalui pemutus, dengan pek skrin disokong oleh plat pemutus. Ia mungkin mempunyai tekanan lebih daripada 34 MPa.
- Pembentukan. Plastik cair mengalir ke dalam acuan – teras estetik garisan – dan mengalir keluar dalam bentuk bukaan acuan. Di sinilah pengembang acuan berlaku: polimer mengembang keluar 5-30% berbanding dimensi acuan yang memerlukan acuan dimesin bersaiz kecil untuk mencapai spesifikasi akhir.
- Penyejukan dan pemotongan. Ekstrudat paip dan tiub disejukkan dalam mandian air berbantukan vakum untuk mengelakkan keruntuhan; kepingan dilalukan merentasi gulungan penyejuk yang digilap dan tidak melekat; filem dibuang dalam gelang udara. Ekstrudat yang dikeraskan ditarik keluar pada tegangan yang ditetapkan dan dipotong mengikut panjang, digulung atau digelung.
Nisbah L:D skru (panjang kepada diameter) mendominasi keputusan geometri. 24:1 adalah tipikal bagi garisan poliolefin; skru ricih tinggi 32:1 untuk PVC dan plastik kejuruteraan yang memerlukan kediaman leburan yang lama. ASTM D1248 menyediakan spesifikasi bahan penyemperitan polietilena yang membimbing reka bentuk skru untuk talian penebat wayar dan kabel.
Apakah yang Dilakukan oleh Operator Penyemperitan Plastik?
Operator penyemperitan plastik sentiasa memantau dan mengubah enam parameter talian teras: kadar suapan corong, profil suhu tong, rpm skru, tekanan lebur, kelajuan angkut dan kadar penyejukan hiliran. Kerja berayun antara bahagian panjang pengeluaran yang stabil dan panik apabila penyemperitan menunjukkan kecacatan – jalur perak menunjukkan kelembapan, patah lebur menunjukkan pemanasan ricih, lonjakan menunjukkan suapan yang tidak konsisten. Operator pakar membangunkan diagnosis khusus polimer: PVC berbau seperti HCl, nilon menguning seperti ayam goreng, poliolefin riak koyakan ricih ke permukaan. Peranan ini adalah kira-kira 30% persediaan dan pertukaran talian, 60% pelarasan dan kawalan berterusan, 10% pembaikan segera.
4 Jenis Penyemperitan Plastik: Lembaran, Filem, Profil dan Tiub

Penyemperitan polimer dibahagikan kepada empat proses penyemperitan utama berdasarkan geometri keluar dan kaedah penyejukan. Setiap satu mempunyai set peralatan, pemotongan polimer dan pasaran yang berbeza, barangan lembaran kaku di satu hujung, filem fleksibel di hujung yang lain.
- Penyemperitan tiub/paip. Mandrel dalam acuan membentuk bahagian berongga, membuat paip, tiub dan tiub perubatan. Gelang udara digunakan untuk menarik dinding sejuk ke atas. Polimer tipikal: PVC, HDPE, PEX.
- Penyemperitan kepingan. Acuan rata yang lebar dari pintu keluar dan digulung di antara tiga penggelek penyejuk yang digilap secara kimia untuk menentukan ketebalan dan permukaan yang akan siap. Kepingan mempunyai ketebalan 0.5-12mm. Polimer tipikal: ABS, PC, PMMA, HIPS.
- Filem ditiup melalui penyemperitan. Polimer cair dipaksa melalui acuan anulus dan ditiup dengan cincin udara ke dalam bentuk gelembung, kemudian diratakan menjadi filem berlapis dua sebagai penggelek nip. Tolok filem adalah antara 8-250 mikron. Polimer tipikal: LDPE, LLDPE, HDPE.
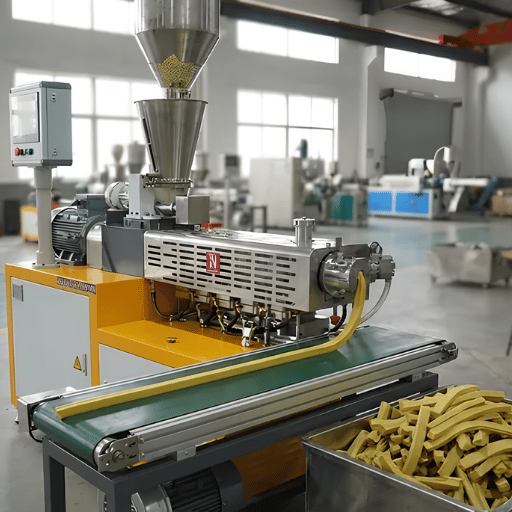
- Penyemperitan profil. Acuan buatan khas memberikan keperibadian polimer cair: gasket, profil berkaitan tingkap, cuaca dan pembinaan. Ia merupakan proses yang paling pelbagai dan tumpuan perniagaan penyemperitan plastik tersuai. Polimer tipikal: PVC, ABS, polipropilena yang tegar dan fleksibel.
Pokok Keputusan 4-Polimer
Kenal pasti jenis proses yang anda perlukan dengan mengikuti empat soalan aliran persekitaran. "Ya" pertama menang.
- Adakah keratan rentas di bahagian dalam berongga? Tiub/paip dengan acuan mandrel. (Tiub perubatan, bahan api dan saluran longkang.)
- Adakah produk ini rata dan lebih lebar daripada 300 mm? Helaian rata dengan gulungan kalendar. (Papan tanda, kaca dan pembungkusan bertermoform.)
- Adakah output filem nipis < 250 m? Penyemperitan filem tiup. (Beg, filem pertanian, laminasi pembungkusan.)
- Adakah output tersebut merupakan keratan rentas 2D tersuai? Penyemperitan profil dengan acuan tersuai. (Bingkai tingkap, jalur cuaca, kemasan.)
Jaket wayar dan kabel merupakan kes khusus kelima di mana acuan kepala silang digunakan untuk menyalut konduktor secara sebaris – dibincangkan secara berasingan dalam panduan peralatan penyemperitan over-jacketing.
Peralatan Penyemperitan Plastik: Skru Tunggal vs Skru Berkembar vs Pengekstrur Khusus
Mesin penyemperitan bercabang dua berdasarkan konfigurasi skru – tunggal, berkembar atau tiga – dengan setiap langkah meningkatkan keupayaan pencampuran, daya pemprosesan dan titik harga. Pilihan skru tunggal, dua dan tiga skru adalah salah tanggapan yang paling mahal dalam spesifikasi loji: barisan peralatan skru tunggal tidak sesuai untuk apa yang boleh dilakukan oleh barisan skru berkembar dan mesin skru berkembar menggunakan 30-50% lebih banyak tenaga daripada barisan skru tunggal untuk kerja yang boleh dikendalikannya. UDTECH menghasilkan ketiga-tiga pilihan serta varian makmal dan tujuan khas dalam barisan penyemperit kami.
| Jenis | Nisbah L:D | Pemprosesan | terbaik Untuk | Julat Capex |
|---|---|---|---|---|
| Penyemperit skru tunggal | 24: 1-32: 1 | 50–800 kg/jam | Profil ringkas, paip, kepingan, polimer tunggal | $15K–$120K |
| Penyemperit skru berkembar | 36: 1-48: 1 | 100–2,000 kg/jam | Pengkompaunan, masterbatch, PVC, devolatilisasi, bahan suapan kitar semula | $45K–$350K |
| Penyemperit skru tiga | 40: 1-52: 1 | 300–3,000 kg/jam | Pengkompaunan ricih tinggi, kumpulan induk warna, polimer sensitif haba khusus | $80K–$500K |
| Penyemperit makmal | 25: 1-40: 1 | 0.5–25 kg/jam | R&D, perumusan, percubaan rintis, data skala besar | $20K–$90K |
| Penyemperit plastik kitar semula | 30: 1-40: 1 | 100–800 kg/jam | Pengisaran semula pasca pengguna, bahan suapan campuran, penapisan leburan | $35K–$220K |
Heuristik malas – “skru berkembar adalah untuk pengkompaunan, skru tunggal adalah untuk semua yang lain” – sering kali salah sehingga pembeli harus menyemak semula dakwaan tersebut. Penyemperit skru berkembar mengatasi prestasi dalam penyahvolatilisasi (penyingkiran kelembapan dan bahan meruap), pemprosesan stok suapan kitar semula dengan saiz zarah yang berbeza-beza, dan pada PVC di mana geometri putaran balas tahan kakisan menjadi keutamaan. Garisan profil dan kepingan dicirikan oleh kestabilan tekanan skru berkembar dengan stok pengisaran semula atau stok pemprosesan bersama dan semula dalam suapan.
Adakah Pengendali Extruder Satu Kerja Yang Sukar?
Pekerja penyemperitan plastik merupakan peranan industri yang agak mencabar, di antara pengendali CNC dan pengendali kren loji kimia pada tahap siling kemahiran. Satu hingga enam bulan pengalaman mencukupi untuk memegang peranan persediaan dan rondaan peringkat permulaan. Tiga hingga lima tahun adalah tempoh median untuk mencapai tahap penguasaan – penyelesaian masalah ke arah peningkatan daripada ketidakselarasan suapan berbanding haus skru, menentukan profil suhu bahan yang disukai, penyelesaian masalah air liur acuan berbanding pengumpulan acuan. Tuntutan fizikal termasuk syif 10-12 jam di atas lantai konkrit, pendedahan sekali-sekala melebihi 200C semasa pertukaran acuan, mengangkat beg bahan 20kg. Usaha kognitif adalah tinggi semasa pertukaran dan tindak balas kerosakan, purata semasa operasi yang stabil. Pakar industri di forum yang berfokus pada topik secara konsisten menilai jawatan tersebut sebagai kurang dinilai berbanding kesukaran tugasan.
Bahan Polimer dan Bentuk Profil: Plastik Apa Yang Boleh Diekstrusi

Hampir semua polimer termoplastik boleh diekstrusi – cabarannya adalah memilih plastik yang tepat untuk haba, kimia, UV dan sampul mekanikal operasi. Pemilihan plastik menentukan tetingkap pemprosesan dan sifat akhir penyemperitan. Jadual ini meringkaskan sembilan plastik yang paling biasa dan tetingkap pemprosesannya serta aplikasi tipikalnya. Lajur dawai dan kabel polietilena diliputi oleh ASTM D1248; teknologi pengacuan suntikan dan penyemperitan polipropilena dikodifikasikan oleh ASTM D5857; input pembuatan bahan tambahan penyemperitan yang dikawal oleh ISO/ASTM 52903-1:2020.
| Polimer | Suhu Lebur (°C) | Sifat Terbaik | Had | Keluaran Biasa |
|---|---|---|---|---|
| PVC (tegar) | 170-200 | Kos, kebolehgunaan cuaca | Kestabilan haba yang lemah, pembebasan HCl | Profil tingkap, paip |
| HDPE | 180-230 | Rintangan kimia | UV lemah tanpa penstabil | Paip, geomembran |
| LDPE | 160-220 | Fleksibiliti, kos rendah | Kekakuan rendah, mudah merayap | Filem plastik, beg |
| PP | 200-250 | Kestabilan haba, kimia | Rapuh di bawah 0°C | Alat ganti kereta, tekstil |
| ABS | 220-250 | Kekuatan impak, kemasan | UV yang lemah, rintangan kimia yang sederhana | Trim automatik, pelapik peti sejuk |
| PET | 260-290 | Kejelasan, penghalang gas | Higroskopik, memerlukan pengeringan | Botol, filem, gentian |
| PC | 280-320 | Impak, ketelusan | Kos tinggi, mudah calar | Kaca, kandang elektronik |
| Nilon (PA6/PA66) | 230-290 | Haus, kekuatan mekanikal | Higroskopik, anjakan dimensi | Tiub, gear, gentian |
| PMMA (akrilik) | 210-250 | Kejelasan optik, stabil UV | Rapuh, sensitif terhadap calar | Paip ringan, paparan |
Pilihan bahan mempengaruhi pilihan peralatan. Lubang HCl PVC menjamin laras tahan kakisan, oleh itu dikhaskan Talian penyemperitan PVC dilengkapi dengan salutan bimetal. Plastik kejuruteraan seperti PC, PA dan PEEK memerlukan nisbah L:D yang lebih panjang dan pengawalaturan suhu yang konsisten, dimaklumkan oleh kami garisan profil plastik kejuruteraan konfigurasi. Input kitar semula yang semakin diwajibkan di pasaran memerlukan peringkat penapisan dan penyahgasan leburan, yang dilayan oleh penyemperit plastik kitar semula khusus.
Penyemperitan Plastik vs Logam: Ambang Kos Crossover

Penyemperitan plastik dan penyemperitan aluminium menghasilkan profil berterusan yang tidak dapat dibezakan secara visual, tetapi lengkung kosnya bersilang pada kuantiti pengeluaran yang boleh diramal. Jurutera spesifikasi secara lalai menggunakan aluminium untuk "kelihatan berstruktur" dan plastik untuk "kelihatan pengguna" dan heuristik itu memerlukan wang dalam kedua-dua arah.
Ambang Kos Silang Plastik-vs-Logam
Bagi setiap tiga paksi di bawah, nombor yang lebih tinggi menunjukkan laluan dominan.
| Paksi | Plastik Menang Apabila | Aluminium Menang Apabila |
|---|---|---|
| Kos peralatan | Mati di bawah $20K | Mati melebihi $20K (peringkat yang serupa) |
| jumlah | Meter linear 10K–500K | Meter linear melebihi 500K |
| Keperluan kekuatan | Statik atau beban rendah | Struktur atau galas beban |
| Toleransi | ±0.2 mm boleh diterima | ±0.05 mm diperlukan |
| permukaan selesai | Warna dalam bahan mentah | Anodized, salutan serbuk diperlukan |
Jika tiga atau lebih baris menghala ke sisi yang sama, itulah laluannya. Isyarat bercampur menunjukkan anda berada di titik persilangan – dapatkan sampel daripada kedua-duanya, ujinya dalam aplikasi sebenar anda, bukan hanya di atas kertas:
Penyemperitan Bersama 3-Lapisan: Apabila Satu Profil Berkelakuan Seperti Dua Bahan

Penyemperitan bersama menggunakan dua atau tiga aliran polimer melalui satu acuan untuk membentuk profil siap dengan bahan yang berbeza di zon yang berbeza. Ini salah satu yang lebih berlawanan dengan intuisi menghasilkan penyemperitan plastik: satu profil boleh mempunyai teras struktur tegar dengan kulit pengedap cuaca yang fleksibel, atau stok penutup berwarna di atas teras kitar semula, atau lapisan penghalang yang diapit di antara kulit pelindung.
Trik Penyemperitan Bersama 3-Lapisan
Tiga konfigurasi dunia sebenar yang menggunakan penyemperitan bersama sebagai ganti langkah pembuatan tambahan:
- Profil tingkap (tegar + fleksibel). Teras PVC tegar memberikan ketegaran struktur; kulit elastomer termoplastik yang diekstrusi bersama menghasilkan pengedap cuaca dalam satu laluan – tiada gam, tiada pemasangan gasket berasingan.
- Stok penutup (berwarna + dikitar semula). Lapisan penutup berwarna dara 0.5 mm menyembunyikan teras kandungan kitar semula 4-6 mm. Produk ini kelihatan mewah; kos BOM menurun 25-40%.
- Filem penghalang (kulit + penghalang + kulit). Kulit LDPE luar melindungi lapisan penghalang EVOH atau PVDC yang nipis daripada oksigen dan kelembapan. Digunakan dalam pembungkusan makanan di mana filem bahan tunggal tidak dapat mencapai matlamat jangka hayat.
Penyemperitan bersama bukanlah kepakaran mewah: penyambungan wayar dan kabel – salah satu segmen penyemperitan plastik dengan volum tertinggi – telah menggunakan penyemperitan bersama penyambungan atas selama beberapa dekad. Teknologi ini terbina dalam mesin pengkompaun plastik keluarga, yang membekalkan pelbagai aliran polimer kepada kepala acuan yang diselaraskan.
Kelebihan, Kekurangan dan Kos Sebenar Penyemperitan Plastik
Penyemperitan plastik sesuai dengan profil keputusan untuk kebanyakan produk berprofil berterusan dalam julat meter linear 10K-500K, tetapi kebaikan dan keburukannya adalah tulen, dan ia paling memberi kesan kepada kelemahan yang dipandang remeh oleh bakal pembeli semasa spesifikasi.
- Kos unit terendah melebihi 10 ribu meter linear
- Output berterusan — tiada masa mati kitaran
- Keserasian polimer yang luas
- Pewarna, pengisi dan bahan tambahan dicampur sejajar
- Penyemperitan bersama menambah keupayaan berbilang bahan
- Keratan rentas malar sahaja — tiada geometri berubah-ubah
- Pembengkakan mati menambah ketidakpastian dimensi 5–30%
- Lantai toleransi ±0.05 mm — lebih ketat memerlukan pemesinan pasca
- Sisa persediaan semasa penstabilan talian
- Kebolehubahan bahan suapan kitar semula mengganggu reologi cair
Beberapa kelemahan yang perlu diperhatikan datangnya daripada pengendali, bukan daripada bahan bacaan pemasaran. Di laman perbincangan kejuruteraan perindustrian, sindrom dengan laporan terbanyak ialah spesifikasi yang kurang atau terlebih – memilih ketebalan polimer atau dinding yang akan berfungsi secara teori, tetapi gagal dalam keadaan perkhidmatan dunia sebenar disebabkan oleh rayapan, UV atau kitaran haba. Kembung acuan kekal menjadi kebimbangan utama: pengembangan polimer di pintu keluar acuan merumitkan pencapaian toleransi ketat, mengubahnya menjadi masalah penalaan dan bukannya pengiraan yang mudah. Kemasukan bahan kitar semula menambah dimensi ketiga ketidakpastian disebabkan oleh saiz zarah, kelembapan dan bahan cemar yang berayun dari kelompok ke kelompok.
- Perkakas (acuan): $5K-$50K untuk profil tipikal, sehingga $150K untuk acuan berbilang rongga atau penyemperitan bersama
- Bahan: $1.50-$8 sekg bergantung pada polimer yang dipilih, dengan PVC berhampiran bahagian bawah julat dan PC/PEEK ke arah atas
- Masa kitaran / talian: daya pemprosesan 50-2,000 kg/jam menentukan perkongsian tenaga buruh dan tenaga setiap meter
- Ekonomi MOQ: Pembaziran persediaan dan buruh pertukaran bermakna larian kecil (di bawah 5,000 m) boleh menelan belanja premium 2-4 setiap meter
Adakah Penyemperitan Plastik Mahal?
Penyemperitan plastik merupakan salah satu laluan pembuatan plastik termurah bagi setiap unit produk, tetapi pelaburan peralatan dan jentera adalah besar. Acuan tersuai untuk profil standard terdiri daripada acuan beralur standard seperti $5,000 dan $50,000 dalam kebanyakan julat kepada acuan penyemperitan bersama kompleks seperti $150,000, boleh melebihi itu setakat ini. Barisan peralatan penyemperitan adalah antara $15,000 (skru tunggal) hingga $500,000 (barisan pengkompaunan skru tiga). Kos bahan adalah antara $1.50-$8/kg. Ekonomi memihak kepada penyemperitan sekitar 10,000 meter linear profil yang dihasilkan, di bawah itu pengacuan suntikan atau pembuatan bahan tambahan biasanya merupakan pendekatan yang lebih kos efektif, melebihi 500,000 m2 jumlah harga penyemperitan mengambil alih. Perkhidmatan penyemperitan plastik tersuai wujud khusus untuk melunaskan pelaburan perkakas merentasi berbilang pengguna apabila larian individu tidak mencukupi untuk mewajarkan acuan.
Tinjauan Industri 2026: Kitar Semula, Bio-Polimer dan Industri 4.0

Pasaran seluruh dunia untuk peralatan penyemperitan plastik adalah $7.6 bilion pada tahun 2026 dan diramalkan akan mencecah $10.8 bilion pada tahun 2033 dengan pertumbuhan CAGR 5.1%, kata Penyelidikan Pasaran KegigihanBerdasarkan pasaran peralatan penyemperitan yang lebih besar, yang bernilai $8.93 bilion pada tahun 2024 dengan CAGR 4.5 hingga 2030, pengendalian bahan suapan dan jentera sedang berkembang dalam tiga arah melangkaui pertumbuhan utama.
1.) Perubahan strategik dalam jadual perolehan pembeli kini memerlukan peralatan pengendalian bahan mentah yang baharu: apabila hendak menggantikan penyemperit skru tunggal konvensional berusia 15 tahun, cadangannya menjadi skru berkembar di hilir sistem pelet bawah air untuk meluaskan kemungkinan masa hadapan bagi penggunaan bahan suapan kitar semula sambil mengekalkan pilihan pengkompaunan di tapak. Inilah rupa spesifikasi peralatan lalai sekarang.
Soalan Lazim: Soalan Lazim Mengenai Penyemperitan Plastik
Berapa lamakah masa yang diperlukan untuk proses penyemperitan plastik dari pesanan hingga penghantaran?
Lihat Jawapan
Apakah kelemahan penyemperitan plastik?
Lihat Jawapan
Bolehkah plastik kitar semula digunakan dalam penyemperitan?
Lihat Jawapan
Apakah perbezaan antara penyemperitan plastik dan pengacuan suntikan?
Lihat Jawapan
Adakah penyemperitan plastik boleh dikitar semula?
Lihat Jawapan
Menentukan Garisan Penyemperitan Plastik?
Bandingkan spesifikasi skru berkembar, skru tunggal dan penyemperit khusus dengan daya pemprosesan, polimer dan pelan tindakan kandungan kitar semula anda.
Mengenai Analisis Penyemperitan Plastik Ini
Panduan ini adalah berdasarkan UDTECH selama 15+ tahun mereka bentuk barisan penyemperitan plastik—untuk pengeluar plastik, makmal, plastik kitar semula dan polimer kejuruteraan di lebih 100 negara dengan konfigurasi skru tunggal, skru berkembar, skru tiga. Julat kos dan daya pemprosesan yang disediakan telah disemak silang dengan spesifikasi ASTM D1248, D5857 dan ISO/ASTM 52903-1:2020. Di mana data industri disediakan (Penyelidikan Grand View, Penyelidikan Pasaran Kegigihan, Teknologi Plastik), kami sertakan sumber yang berkaitan supaya anda boleh merujuk kepada tarikh penerbitan asal.
Rujukan & Sumber
- Spesifikasi Piawai ASTM D1248-16 untuk Bahan Penyemperitan Plastik Polietilena untuk Wayar dan Kabel — ASTM Antarabangsa
- Spesifikasi Piawai ASTM D5857 untuk Bahan Suntikan dan Penyemperitan Polipropilena — ASTM Antarabangsa
- ISO/ASTM 52903-1:2020 Pembuatan Bahan Tambahan — Pembuatan bahan tambahan berasaskan penyemperitan bahan — ISO
- Saiz Pasaran Jentera Penyemperitan — Laporan Industri 2030 — Penyelidikan Grand View
- Saiz & Pertumbuhan Pasaran Mesin Penyemperitan Plastik, 2033 — Kajian Pasaran Kegigihan
- Tujuh Carta yang Mendefinisikan Industri Plastik AS pada 2025 — Persatuan Industri Plastik
- Tinjauan 2026 untuk Pembuatan Termaju — Teknologi Plastik
Artikel yang berkaitan
- Spesifikasi dan Panduan Pemilihan Extruder Skru Berkembar — Apabila skru berkembar mengatasi skru tunggal pada bahan pengkompaun, bahan suapan kitar semula dan PVC
- Panduan Konfigurasi Pengekstrur Plastik Kitar Semula — Penapisan leburan, penyahgasan dan nisbah L:D untuk pengisaran semula pasca pengguna
- Gambaran Keseluruhan Sistem Peletisasi Bawah Air — Pelet hiliran untuk pengkompaunan dan barisan kelompok induk
- Apakah Kitar Semula Plastik? Panduan Proses Perindustrian — Menyusun, mencuci, mengisar semula dan peranan penyemperitan dalam kitar semula gelung tertutup



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


