



Salam kepada "Menguasai Penyemperitan TPE: Panduan untuk Penyemperit Elastomer Termoplastik dan Proses Plastik"! Kali ini, catatan blog yang rumit dan serba boleh ini bercita-cita untuk menjelaskan proses penyemperitan TPE, yang penting dalam industri plastik. Panduan ini akan membekalkan maklumat berguna yang mencukupi sama ada anda seorang profesional dalam industri atau baru menceburi bidang tersebut, sekali gus memberi anda keyakinan untuk menangani perkara khusus penyemperitan TPE.
Skop artikel ini akan merangkumi ciri-ciri TPE dan TPE penyemperit. Bersama-sama dengan menyemak beberapa contoh aplikasi, fungsi terperinci penyemperit TPE juga akan disertakan. Komponen utama mesin penyemperit, kitaran penyemperitan TPE dan petua berharga tentang penyemperit TPE yang paling sesuai untuk keperluan dan keperluan anda juga akan dibincangkan. Isu terkenal yang dihadapi oleh penyemperitan TPE juga akan diliputi dengan cerapan pakar yang berguna untuk membantu.
Oleh itu, panduan SEOUL BECA akan mengajar anda cara memaksimumkan kualiti produk perkilangan dan TPEX dan kemajuan dalam aplikasi elastomer termoplastik. Jadi, sertai saya dalam perjalanan ini dan bongkar rahsia kehebatan penyemperitan TPE bersama-sama!
Apakah TPE, dan Bagaimanakah Ia Berbeza daripada Termoplastik Lain?
TPE, atau elastomer termoplastik, ialah kelas bahan yang luas kerana ia mempunyai kedua-dua sifat termoplastik dan elastomer. Bahan boleh renggang dan lentur seperti getah masih tidak sama dengan TPE, iaitu elastomer termoplastik. Pautan khusus ini membolehkan TPE mengekalkan kualiti elastomer anjal dan tahan hentaman sambil boleh dibentuk dan dimanipulasi seperti termoplastik, Selain itu, TPE sebagai termoplastik tidak anjal bersama dengan rintangan hentaman yang luar biasa menjadikannya calon yang ideal untuk pelbagai aplikasi. Selain itu, TPE boleh dicairkan dan dibentuk semula, yang menambah popularitinya. TPE mempertingkatkan keanjalan, rintangan kimia yang lebih kuat, perlindungan sinaran UV yang lebih kuat dan keupayaan menyegarkan untuk menahan iklim yang keras. Eksploitasi TPE yang berkesan bergantung pada pengetahuan tentang hartanah mereka, yang mendorong penggunaan teknik pembuatan baharu dan akhirnya menyumbang kepada peningkatan kualiti produk akhir.
Memahami TPE: Ciri dan Aplikasi
Elastomer atau elastomer termoplastik mempunyai sifat unik yang menjadikannya berguna dalam banyak aplikasi industri. Menggabungkan ciri termoplastik dan elastomer, TPE menawarkan sifat termoplastik yang boleh diproses dan boleh dikitar semula dan keanjalan seperti getah, tidak seperti apa yang dilihat sebelum ini. Kebolehbentukan yang baik, keanjalan, suhu, dan ketahanan kimia menjadikan bahan ini tidak ternilai.
TPE biasanya digunakan untuk barangan dalam industri automotif, pengguna, perubatan dan elektronik. Ia dilihat dalam cengkaman, pengedap, gasket, dan komponen yang memerlukan kelembutan namun ketahanan dan kelenturan. Fleksibiliti tinggi mereka dalam proses perkakas termoplastik dan keupayaan pengacuan menjadikannya lebih sesuai untuk proses ini.
TPR, SBS, dan SEBS adalah termoplastik lain yang disingkirkan, tetapi daya saingnya tidak menonjolkan TPE. Keanjalan, daya tahan dan kebolehprosesan mereka semuanya sangat tinggi. Ia adalah Turner brown, peleburan pewarna, dan proses penyemperitan yang serasi dengan pelbagai aplikasi.
APABILA KITA TPEEL, elastomer ialah juzuk primal kerana keupayaannya untuk menyampaikan juzuk elastomer dalam sebatian yang diingini. Nisbah dan jenis elastomer yang disepadukan ke dalam sebatian TPE mempunyai kepentingan yang besar terhadap ciri bahan yang terhasil, dsb.
Pengetahuan menyeluruh tentang ciri dan aplikasi TPE membolehkan pengeluar memahami pengoptimuman proses pembuatan TPE, reka bentuk elastomer termoplastik dan produknya, dan pemilihan bahan yang sesuai. Mengambil kira segala-galanya, ia meningkatkan kualiti barangan sambil menemui prospek baharu dalam dunia aplikasi elastomer termoplastik. Jadi, mari kita mulakan pengembaraan ini bersama-sama dan dedahkan rahsia di sebalik kecemerlangan penyemperitan TPE!
Perbandingan dengan Termoplastik Lain: TPR, SBS, dan SEBS
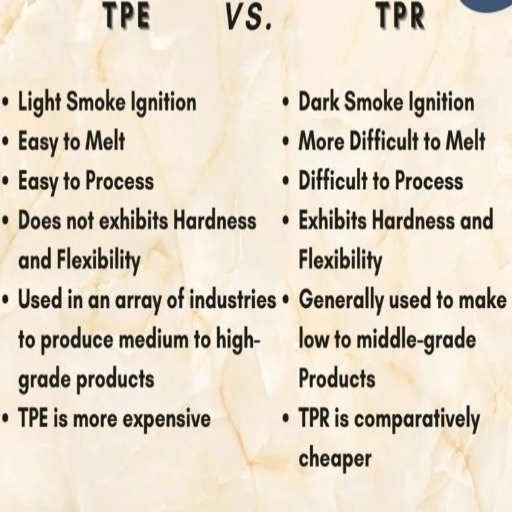
Termoplastik elastomer (TPEs) mempunyai sedikit jika ada persamaan dengan polimer termoplastik lain seperti Getah Termoplastik (TPR), Styrene-Butadiena-Styrene (SBS), dan Styrene-Ethylene-Butylene-Styrene (SEBS) seperti yang dilihat dalam jadual di bawah.
TPR:
TPR ialah elastomer termoplastik dan termoplastik yang fleksibel, berdaya tahan dan tahan lama yang boleh menggabungkan sifat mekanikal dan kimia.
Ia mempunyai rintangan lelasan, koyakan, dan hentaman yang baik.
Aplikasi lembut dan anjal, termasuk tapak kasut, gasket dan genggaman, menggunakan TPR kerana sifatnya yang berfaedah.
SBS:
SBS ialah elastomer termoplastik yang diperbuat daripada blok segmen stirena dan butadiena.
Ia mempunyai keanjalan yang sangat baik dan sifat impak suhu rendah yang boleh menahan impak sederhana.
SBS digabungkan dalam aplikasi kasut, pelekat dan peredam bunyi.
SEBS:
SEBS ialah struktur mikro dengan kopolimer blok stirena, etilena, dan butilena.
SEBS mengandungi ciri-ciri mekanikal polimer dan elastomer stirena, memberikan rintangan yang luar biasa kepada UV dan fleksibiliti dan daya tahan yang baik.
Peranti perubatan, alat ganti automotif dan produk pengguna ialah contoh kawasan di mana SEBS digunakan.
Dalam menilai termoplastik ini bersama-sama dengan TPE, faktor seperti keanjalan, sifat mekanikal, bahan x rintangan kimia, keterjangkauan dan kemudahan proses adalah yang terpenting. Keanjalan TPR yang dipertingkatkan, pelbagai kestabilan kimia dan kebolehprosesan yang mudah menjadikannya pilihan yang lebih sesuai untuk banyak aplikasi. Pilihan bahan yang disyorkan bergantung pada faktor penggunaan yang dimaksudkan, seperti ciri fizikal produk akhir yang diperlukan, ketersediaan ruang pemasangan atau belanjawan yang dibenarkan.
Peranan Elastomer dalam Pengkompaunan TPE
Bahagian yang dimainkan oleh elastomer adalah sangat penting dalam pengkompaunan TPE. Elastomer ialah polimer yang kekal fleksibel dan melantun kembali kepada bentuk asalnya apabila berlaku ubah bentuk. Dalam kes TPE (elastomer termoplastik), elastomer adalah kritikal kerana ia menyumbang banyak fleksibiliti kepada produk akhir dan daya tahan serta ketahanan. Ia meningkatkan kelembutan dan kebolehstrepan TPE, menjadikannya sesuai untuk digunakan dalam aplikasi di mana ciri getah diperlukan. Ini kerana, melalui penggunaan elastomer dalam rumusan TPE, prestasi keseluruhan produk siap, termasuk sifat mekanikalnya, rintangan kimia, dan kemudahan pemprosesan, dipertingkatkan. Elastomer yang harus digunakan adalah berdasarkan sifat fizikal yang diperlukan untuk TPE siap, keperluan pengawalseliaannya, dan kekangan kos. Kesimpulannya, elastomer adalah bahan yang sangat diperlukan dalam pengkompaunan TPE kerana ia membantu dalam pembuatan bahan elastomer termoplastik pelbagai guna yang sesuai untuk pelbagai aplikasi.
Bagaimana TPE Extruders Berfungsi?
Penyemperit TPE amat diperlukan dalam pembuatan elastomer termoplastik (TPE). Bentuk akhir yang diperlukan untuk pembuatan TPE dibentuk menggunakan teknik penyemperitan yang terdiri daripada pelbagai peringkat, termasuk pencairan, pencampuran, dan pengangkutan bahan TPE.
- PEMAKANAN HOPEER: Peringkat pertama melibatkan memasukkan pelet TPE ke dalam lubang, takungan bahan yang diperlukan.
- PENGHANTARAN DAN PENCAIRAN PELET: Semasa peringkat ini, pengayaan suhu dan tekanan dilakukan menggunakan skru berputar yang meningkatkan pelet TPE. Langkah pertama dalam proses ini ialah memasukkan pelet TPE ke dalam penyemperit melalui zon suapan.
- CAMPURAN DAN HOMOGENISASI: Peringkat pencampuran mengikuti selepas bahan diikat dalam skru. Daripada mencairkan bahan TPE, peringkat ini memastikan ia mempunyai sifat yang mencukupi.
- PEMBENTUKAN BENTUK DIEAND PENYEMPAT: TPE telah dicampur dan dicairkan pada peringkat sebelumnya. Bentuk terakhirnya kini ditentukan dengan memaksanya melalui acuan penyemperitan, dan dimensi penyemperit yang diperlukan telah ditetapkan.
Dimaklumkan tentang cara kerja penyemperit TPE, pengeluar boleh menambah baik proses penyemperitan, memastikan bahan TPE dengan ciri fizikal, kebolehprosesan dan prestasi yang dikehendaki dihasilkan.
Sekarang mari kita mendalami ciri-ciri dan prinsip kerja yang berbeza bagi penyemperit skru yang penting dalam penyemperitan TPE.
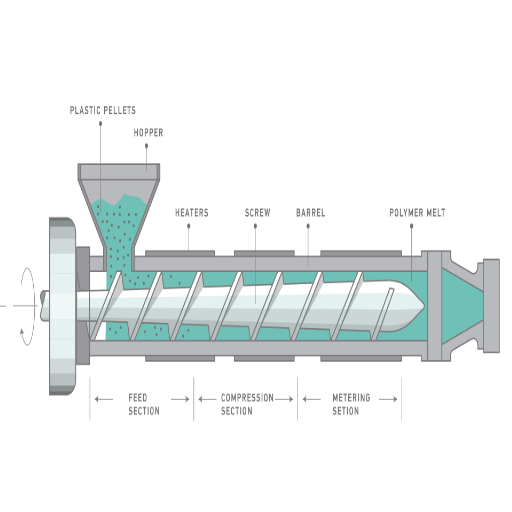
Mekanik Penyemperit Skru
Saya boleh menawarkan anda konsep yang sangat baik tentang cara penyemperit skru berfungsi. Penyemperit skru didapati penting dalam proses penyemperitan TPE kerana ia membolehkan pencairan, pencampuran dan pengangkutan bahan TPE melalui acuan dibentuk dalam geometri yang diperlukan. Ia mempunyai berbilang komponen, termasuk corong yang membenarkan penyimpanan pelet TPE dan zon suapan yang membolehkan pergerakan pelet dengan skru. Zon pemanasan ini menyediakan tenaga yang diperlukan untuk mencairkan TPE. Skru bosan yang dilengkapi dengan penerbangan heliks berputar di sekeliling tong yang memberikan tekanan dan daya ricih yang diperlukan untuk kedua-dua mencairkan dan mengelak TPE. TPE yang dipanaskan kemudiannya dipaksa melalui acuan penyemperitan, memberikannya bentuk yang diingini. Kelajuan penyemperit dan suhu boleh dilaraskan untuk meningkatkan proses penyemperitan dan membolehkan ciri-ciri TPE yang dikehendaki. Mekanik penyemperit skru didapati sebagai cara yang sangat diperlukan untuk mencapai penyemperitan TPS yang berkesan dan seragam, yang seterusnya memudahkan pembuatan produk TPE yang mempunyai fungsi TPE serba boleh.
Perbezaan Antara Penyemperit Skru Tunggal dan Berkembar
Izinkan saya memberi pencerahan kepada anda tentang perbezaan utama antara penyemperit skru tunggal dan berkembar. Penyemperit skru tunggal digunakan secara meluas untuk penyemperitan TPE dan terdiri daripada skru heliks berputar tunggal yang terletak di dalam tong silinder. Ia berbilang fungsi, sesuai untuk pelbagai aplikasi, dan mudah digunakan dan berpatutan. Penyemperit skru berkembar, bagaimanapun, menggabungkan dua skru yang interdigitate dan berfungsi bersama untuk mencairkan dan memproses TPE. Mereka menambah baik pencampuran, mengawal proses penyemperitan, dan sesuai untuk formulasi yang kompleks. Analisis yang teliti tentang keperluan penyemperitan TPE anda akan membantu anda dalam mengenal pasti pilihan optimum antara kedua-dua - satu atau extruder skru berkembar yang anda perlukan untuk hasil yang anda inginkan.
Komponen Utama Mesin Extruder
Mesin extruder ialah peralatan yang teguh dengan pelbagai bahagian konstituen yang memudahkan keseluruhan proses penyemperitan TPE; ini termasuk:
Hopper. Ia digunakan semasa proses penyemperitan untuk memasukkan TPE ke dalam penyemperit dan memastikan kesinambungan penyusuan yang betul sepanjang proses.
Skru: Skru adalah kunci kepada pencairan dan pengadunan bahan TPE dengan cepat dan terdiri daripada keluli berubah tinggi selepas kedalaman dan pic penerbangan skru telah dioptimumkan untuk penyemperitan yang lebih baik. Diameter dan jenis skru memainkan peranan penting dalam hasil juga.
Tong: Tong memegang skru di tempatnya dan juga boleh memanaskan dan menyejukkan bahan TPE semasa penyemperitan kerana mempunyai komponen elektrik suhu yang ditambahkan padanya bersama wayar pemanasan dan jaket penyejuk.
Kotak gear: Kotak gear boleh ditakrifkan sebagai sistem yang datang dengan tanggungjawab memindahkan kuasa daripada motor ke skru, yang membolehkan kawalan yang lebih besar ke atas kelajuan penyemperitan.
Die: Die ialah mekanisme yang membentuk TPE ke dalam bentuk tertentu atau profil yang diingini. Oleh itu, ia pakar dalam menentukan struktur dan sifat produk akhir yang perlu disemperit.
Sistem Kawalan: Sistem kawalan terdiri daripada kira-kira semua parameter, dari suhu ke tekanan atau kelajuan, membolehkan pengguna mengubah dan melaraskan proses penyemperitan dalam masa nyata untuk kecekapan yang lebih tinggi.
Apabila memilih mesin penyemperit untuk penyemperitan TPE, beberapa parameter teknikal mesti diambil kira, termasuk diameter skru, jenis skru, keupayaan memanaskan dan menyejukkan tong, kuasa motor dan ciri sistem kawalan. Parameter ini perlu sepadan dengan perumusan TPE dan keperluan spesifikasi pengeluaran. Untuk mendapatkan nasihat profesional tentang memilih penyemperit TPE yang sesuai, jangan teragak-agak untuk menghubungi pakar kami.
Apakah Langkah-Langkah dalam Proses Penyemperitan TPE?
Penyemperitan TPE melibatkan beberapa langkah penting untuk menyemperit elastomer termoplastik dengan jayanya. Mari kita periksa prosedur ini secara terperinci.
Bahan TPE hendaklah dipilih dan disediakan dengan sangat berhati-hati. Ini akan melibatkan pemeriksaan rumusan dan ketekalan sebatian TEP, yang mungkin memerlukan campuran TEP dengan bahan tambahan, pengisi atau pewarna. – Penyediaan Bahan
TPE dimuatkan ke dalam corong dan dipasang pada mesin penyemperit, yang mengawal suhu dengan tepat untuk ciri utama TPE, seperti lebur dan kelikatan.- Penyuapan dan Pemanasan Pra
Pemasangan TPE secara berterusan dimasukkan ke dalam tong penyemperit untuk memperoleh pemanasan awal, menjadikan TEP menjalani proses pemplastikan. Sebatian TEP dimasukkan melalui skru berputar yang mencair, menghomogenkan, dan menggunakan tekanan yang kemudian ditolak melalui acuan – Penyemperitan
Apabila bahan seperti tiub profil atau filem digunakan, acuan akan menentukan cara TEP akan berakhir. – Reka Bentuk dan Pembentukan Die
Teknik penyejukan seperti udara, air, atau vakum akan digunakan terus pada penyemperit untuk membolehkannya keluar daripada acuan terpeluwap dan mengekalkan strukturnya—penyejukan dan Pengukuran.
Memotong dan Menggulung: Bergantung pada penggunaan yang dimaksudkan, penyemperit boleh dipotong menjadi beberapa bahagian atau digulung selepas disejukkan. Teknik pemotongan dan penggulungan meningkatkan kaliber pemotongan produk, mengekalkan dimensi produk pada saiz dan bentuk yang seragam.
Kawalan dan Pengujian Kualiti: Menyelia aktiviti sepanjang prosedur penyemperitan untuk memantau parameter kawalan kualiti terpilih seperti paras suhu, jumlah tekanan yang dikenakan dan spesifikasi keratan rentas extrudat sebelum menyejukkan dan memejal. Pemeriksaan produk akhir mungkin memerlukan menjalankan ujian mekanikal sahaja, menganalisisnya secara fizikal, dan menguji reologi mereka untuk memastikan sama ada semua parameter TPE dipenuhi.
Selagi proses pengeluaran diikuti seperti yang dijelaskan dan parameter diubah mengikut keperluan, penyemperitan TPE yang dihasilkan adalah berkualiti dan komposisi yang diperlukan untuk memenuhi keperluan pengguna akhir.
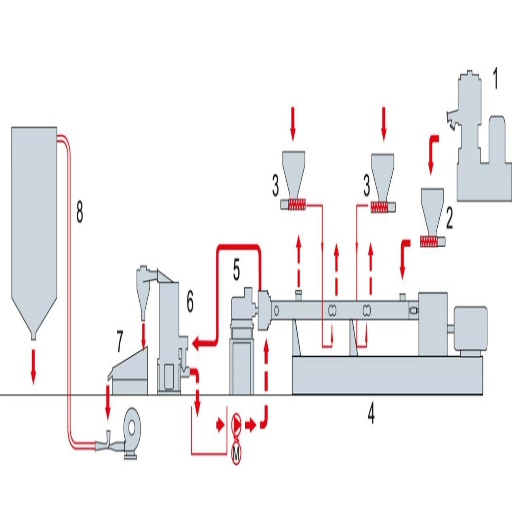
Gambaran Keseluruhan Proses Pengeluaran TPE
Sepanjang teknik penghasilan Thermoplastic Elastomer (TPE), fungsi tertentu membolehkan penyemperitan bahan elastomer termoplastik. Ini, seterusnya, menyumbang kepada kecekapan dan produktiviti keluaran akhir. Mari kita periksa beberapa peringkat paling kritikal dalam prosedur penyemperitan TPE.
Penetapan Bahan: Proses bermula dengan memilih bahan TPE yang betul dan menetapkannya mengikut sifat yang diperlukan, aplikasi yang diingini, dan rumusan yang sesuai.
Pengkompaunan: Pengkompaunan TPE ialah pendispensan bahan tambahan kepada polimer asas TPE, yang, bersama dengan pengkompaunan itu sendiri, mengubah suai ciri bahan. Adalah penting untuk menyesuaikan formulasi TPE dengan tujuan penggunaannya.
Penyemperitan: Elastomer termoplastik terkompaun diletakkan ke dalam penyemperit TPE dan dihomogenkan, cair, dan ditolak melalui acuan yang memberikannya bentuk yang jelas. Proses ini dikenali sebagai Penyemperitan. Semasa melakukan ini, beberapa parameter teknikal juga mesti diambil kira, seperti diameter skru, kuasa motor, reka bentuk skru, sistem pemanasan dan penyejukan dalam tong serta keupayaan sistem kawalan.
Pelet: Selepas penyemperitan, bahan TPE mungkin memerlukan pelet untuk menukarnya kepada bentuk pelet yang mudah dikendalikan. Dua daripada teknik yang paling popular ialah pelet dalam air dan pelet cincin air. Masing-masing mempunyai kelebihan yang mungkin berlaku bergantung pada aplikasi.
Persediaan Talian Penyemperitan dan Pengoptimuman: Setelah proses penyemperitan TPE telah ditetapkan, persediaan mesti dioptimumkan untuk mencapai kecekapan talian maksimum dan kualiti produk. Ini termasuk melaraskan parameter proses tertentu, mengoptimumkan proses penyejukan dan saiz, dan mengawal kelajuan dan ketegangan talian.
Jika anda mematuhi arahan ini dan mempertimbangkan keperluan formulasi TPE dan keperluan pengeluaran anda, anda boleh memastikan hasil penyemperitan TPE yang lebih berkualiti. Jangan teragak-agak untuk menghubungi pasukan pakar kami untuk pemilihan penyemperit TPE atau untuk mengoptimumkan proses anda. Kami akan membantu anda dalam setiap langkah.
Teknik Pelletizing: Pelletizing Underwater dan Water Ring
Dua kaedah digunakan semasa pelletizing elastomer termoplastik (TPEs): pelletizing dalam air dan gelang air. Kedua-dua kaedah mempunyai kelebihan dan kekurangan berkaitan penggubalan TPE dan keperluan pengeluaran.
Dalam pelletizing bawah air, helai TPE diekstrusi. Selepas itu, mereka melalui ruang yang dipenuhi air dan memasuki ruang, di mana peralatan kecil memotongnya menjadi pelet. Air sejuk membantu mengekalkan bentuk dan integriti pelet semasa proses. Kaedah pelet bawah air juga terkenal kerana menghasilkan zarah yang tersebar dengan baik dengan kualiti permukaan yang baik. Ia paling sesuai untuk TPE dengan kelikatan rendah dan kekuatan cair yang tinggi.
Dalam pelet gelang air, helai TPE sekali lagi disemperit dan disejukkan dengan air, yang diedarkan. Helai dipotong dengan pisau berputar. Air mengeluarkan haba daripada helai untuk membantu dalam pemejalan. Pelet cincin air paling sesuai untuk TPE dengan kelikatan tinggi dan memberikan keseragaman yang sangat baik dalam bentuk pelet.
Apabila membuat keputusan untuk menggunakan pelet cincin dalam air atau air, pertimbangan mesti diberikan kepada perumusan TPE, volum pengeluaran dan kos. Rundingan dengan profesional industri adalah disyorkan supaya teknik pelet yang paling sesuai boleh digunakan.
Persediaan dan Pengoptimuman Talian Penyemperitan
Kecekapan penyemperitan TPE sangat bergantung pada pengoptimuman konfigurasi dan tetapan talian penyemperitan. Beli penyemperit TPE dengan mengambil kira parameter seperti diameter dan jenis skru.
Diameter Skru: Untuk output yang dikehendaki untuk penyemperitan TPE, diameter skru harus menyokong kapasiti pengeluaran dan kualiti. Isipadu dan kadar pengeluaran digunakan untuk memilih diameter skru. Penyemperit TPE mempunyai diameter skru yang biasanya berkisar antara 20 mm hingga 120 mm, bergantung kepada penggunaan.
Jenis Extruder: Diperbuat daripada skru tunggal atau berkembar. TPE kegunaan umum penyemperitan menggunakan penyemperit skru tunggal, namun penyemperit skru berkembar lebih sesuai untuk proses penyemperitan yang memerlukan pencampuran, penyebaran dan kawalan yang lebih baik.
Pemantauan jentera penyemperitan untuk kegunaan berbeza mesti mengambil kira pertimbangan seperti:
Pemanasan dan Penyejukan Tong: Mengawal suhu di sepanjang tong dengan ketat adalah penting untuk mengekalkan suhu yang diingini dan, oleh itu, kelikatan TPE sepanjang proses penyemperitan. Zon pemanasan dan penyejukan yang sesuai mesti direka bentuk untuk mengekalkan profil suhu.
Reka Bentuk dan Konfigurasi Skru: Konfigurasi skru harus dioptimumkan agar sesuai dengan proses penyemperitan TPE dengan memastikan ia mengalami pencampuran, penyebaran dan pembentukan tekanan yang baik untuk penghantaran cair yang berkesan.
Sistem Kawalan: Sistem automasi seperti pengawal PLC yang disertai dengan kawalan skrin sentuh boleh meningkatkan ketepatan dan fleksibiliti penyemperitan sambil juga memudahkan untuk menetapkan, memantau dan mengoptimumkan proses.
Jika anda mempunyai soalan lanjut atau memerlukan nasihat pakar tentang penyemperitan TPE, sila hubungi kami. Pakar kami boleh membantu anda membuat keputusan dan mengoptimumkan proses penyemperitan TPE.
Bagaimana untuk Memilih TPE Extruder yang Tepat untuk Keperluan Anda?

Memahami pelbagai proses yang terlibat, termasuk penyemperitan, adalah penting untuk membeli TPE Extruder. Dua faktor utama yang perlu diberi tumpuan termasuk jenis penyemperit serta diameter skru.
Diameter Skru: Diameter menentukan tekanan untuk membina, yang membenarkan suhu melampau dijana. Ini, seterusnya, akan sangat mempengaruhi masa tinggal. Untuk mendapatkan hasil yang tepat, adalah penting untuk menumpukan pada daya tampung yang dinilai, ketumpatan TPE atau sebarang keperluan khas lain.
Jenis Penyemperit: Biasanya dikenali sebagai skru tunggal, skru berkembar dan penyemperit planet, alat ini digunakan secara meluas di seluruh dunia. Setiap jenis mempunyai ciri unik yang memanfaatkan faktor seperti kecekapan lebur atau tahap pencampuran yang diingini. Dengan bantuan pakar, dapatkan sudut tepat mengambil kira keperluan untuk memilih yang sesuai untuk kegunaan anda.
Mengingati perkara ini akan meningkatkan peluang untuk menghasilkan dan menyemperit produk berkualiti, memastikan prestasi dan kecekapan adalah terkini.
Faktor yang Perlu Dipertimbangkan: Diameter Skru dan Jenis Penyemperit
Faktor ini akan memastikan anda mendapat kualiti dan prestasi terbaik penyemperit TPE anda.
Diameter skru adalah kritikal semasa penyemperitan TPE kerana ia menentukan masa tinggal, suhu cair serta tekanan penyemperit. Diameter skru tertentu adalah sesuai bergantung pada keperluan pemprosesan bahagian aplikasi, sifat reologi bahan TPE yang akan diproses, dan banyak faktor lain yang berkaitan. Pencampuran, penyebaran dan peningkatan tekanan yang betul mesti seimbang dengan sewajarnya untuk pengangkutan cair yang berkesan.
Selain pertimbangan yang dinyatakan sebelum ini, jenis penyemperit juga memberi kesan kepada proses penyemperitan TPE. Beberapa jenis penyemperit yang biasa digunakan untuk penyemperitan TPE termasuk penyemperit skru tunggal dan penyemperit skru berkembar. A extruder skru tunggal sesuai untuk TEP untuk formulasi asas dan aplikasi. Sebaliknya, penyemperit skru berkembar memberikan lebih banyak kelebihan pencampuran dan kawalan, menjadikannya sempurna untuk formulasi TEP yang rumit dan kawalan yang sesuai terhadap kualiti cair.
Apabila menentukan penyemperit TPE yang hendak dibeli, pertimbangkan keperluan aplikasi, daya pemprosesan dan sifat reologi bahan TEP. Memeriksa parameter ini dengan teliti akan membantu dalam memilih penyemperit yang paling sesuai dengan tujuan, sekali gus meningkatkan proses pengekstrakan dan kualiti dan konsistensi pengeluaran TPE. Pakar kami yang berpengetahuan bersedia untuk memberikan cadangan pakar yang disesuaikan jika lebih banyak arahan diperlukan.
Menilai Jentera Penyemperitan untuk Aplikasi Berbeza
Pilihan peralatan penyemperitan yang tepat untuk semua jenis operasi yang berbeza perlu dipertimbangkan beberapa kali supaya prestasi dan kecekapan maksimum dicapai. Daripada penyiasatan saya, kesimpulan yang dicadangkan menunjukkan bahawa masalah paling meluas yang dihadapi semasa pengeluaran penyemperitan TPE ialah:
Penyerakan Sub-Optimal: Kecerunan kepekatan yang besar bagi bahan tambahan dan pengisi adalah mencabar dalam TPE, yang boleh memangkinkan sifat bahan yang tidak memuaskan. Pemilihan peralatan penyemperitan dan parameter proses menjadi isu utama dalam mengelakkan penyebaran yang lemah dan cair yang tidak sekata.
Kawalan Kekerasan: Mengawal kekerasan TPE boleh mencabar. Reka bentuk bahan, proses dan cetakan adalah semua faktor yang cenderung menyebabkan perubahan besar dalam kekerasan. Menjadi lebih ketat pada zon suhu dan tekanan serta mengoptimumkan bentuk cetakan boleh membantu dalam konsistensi ini.
Kualiti Lebur: Bahan TPE tidak dapat menahan kadar ricih tersemperit dan suhu cair yang terlalu tinggi, atau ciri produk akhir yang dimaksudkan mungkin tidak ditunjukkan. Tidak mempunyai pengawasan sepenuhnya terhadap proses penyemperitan boleh menjejaskan kualiti cair secara negatif, menyebabkan isu seperti belahan yang tidak diingini, warna yang tidak diingini dan produk yang lemah secara mekanikal.
Masalah ini boleh diatasi dengan berkesan dengan mengikut cadangan amalan terbaik industri yang terdapat dalam:
Reka Bentuk Skru yang Dipertingkatkan: Spesifikasi penyemperit dengan bentuk skru yang disesuaikan khas akan meningkatkan keupayaan pencampuran dan dengan itu boleh memberikan konsistensi cair yang lebih homogen dan mengurangkan penyebaran bahan dengan ketara.
Pengoptimuman Parameter Proses: Kekerasan dan penyebaran boleh disepadukan ke dalam kualiti leburan dengan menguruskan parameter pemprosesan seperti suhu, kelajuan skru dan daya pemprosesan.
Pengoptimuman Reka Bentuk Die: Kedagingan dan kualiti kekal konsisten apabila menggunakan acuan yang betul. Panjang acuan yang betul, jurang antara acuan, dan juga penyejukan acuan membantu menghasilkan aliran seragam.
Mengikuti amalan terbaik yang disebutkan di atas boleh membantu pengeluar mengekalkan kualiti dan konsistensi. Sila hubungi kami untuk mendapatkan maklumat lanjut untuk membantu anda memahami proses penyemperitan TPE dengan teliti. Kami sentiasa bersedia untuk membantu pelanggan kami.
Hubungi Kami untuk Nasihat Pakar tentang Penyemperitan TPE
Biar kami membantu anda jika anda menghadapi masalah dengan penyemperitan TPE kerana kami mempunyai beberapa pakar yang boleh membantu anda mencari penyelesaian. Sama ada ia melibatkan peningkatan penyebaran, kawalan kekerasan, pengoptimuman reka bentuk acuan atau keseluruhan peningkatan kualiti pengeluaran, kami mempunyai pakar yang boleh membantu anda. Dengan mengambil kira suhu, kelajuan skru, daya pemprosesan, parameter reka bentuk cetakan (panjang tanah, jurang cetakan, penyejukan), dan amalan terbaik yang ditawarkan, adalah mungkin untuk mencapai penyemperitan TPE berkualiti tinggi secara konsisten. Jangan ragu untuk menghubungi kami untuk mendapatkan nasihat dan bantuan profesional pada mana-mana peringkat proses penyemperitan TPE anda.
Apakah Cabaran yang Dikaitkan dengan Penyemperitan TPE?

Penyemperitan TPE mempunyai bahagian cabaran yang saksama, yang mesti dikenal pasti dan diselesaikan untuk menjalankan pengeluaran dengan berkesan. Memahami isu adalah penting untuk pengeluaran yang lancar. Di bawah ialah beberapa masalah biasa yang mungkin berlaku semasa penyemperitan TPE dan aspek utamanya.
Bahan TPE mengubah bentuk dan rupa terakhirnya disebabkan oleh penyebaran yang lemah yang terhasil daripada pencampuran yang tidak mencukupi. Pengkompaunan dan pencampuran yang betul, serta berusaha ke arah penyebaran optimum, akan menyelesaikan isu ini dengan berkesan. Ingin mencapai suhu cair yang konsisten sepanjang penyemperitan boleh menjadi kebimbangan, terutamanya untuk produk TPE berkualiti tinggi. Reka bentuk skru, bahan yang digunakan, sifat produk dan suhu boleh menjadi sedikit menuntut dari segi memastikan suhu cair stabil.
TPE, seperti yang kita tahu, perlu mati membengkak, dan akibatnya, ia menjadikan kawalan dimensi tepat untuk mengekalkan cabaran. Untuk menyelesaikan masalah yang dinyatakan sebelum ini, reka bentuk dadu yang betul dan aplikasi penyejukan boleh membantu dalam mengekalkan julat jurang die. Sebaik-baiknya, panjang tanah boleh membantu kami mendapatkan dimensi yang kami perlukan.
Lekatan dan Melekat: Apabila tersemperit, bahan TPE cenderung mempunyai masalah lekatan dan melekat, yang boleh menyebabkan masalah dalam proses pembuatan. Penggunaan agen pelepas yang sesuai, pengoptimuman parameter pemprosesan, dan reka bentuk cetakan yang betul boleh membantu mengurangkan masalah ini.
Berbuih dan Terperangkap Udara: Penyemperitan TPE kadangkala boleh mengalami masalah dengan berbuih atau terperangkap udara, yang mengakibatkan ketidaksempurnaan pada produk akhir. Kawalan suhu cair, reka bentuk skru, dan pengudaraan yang betul mengurangkan masalah berbuih dan terperangkap udara.
Kami dilengkapi untuk memberikan nasihat dan bantuan praktikal supaya anda tidak tersesat dalam penyemperitan TPE yang kompleks dan sebaliknya secara konsisten mendapat hasil yang betul. Pakar profesional kami yang cekap akan membantu anda melalui proses penyemperitan TPE anda.
Isu Biasa dalam Pengeluaran Penyemperitan TPE
Semasa penyemperitan TPE, beberapa kesukaran berterusan memerlukan penyelenggaraan dan penyelesaian masalah. Untuk menangani isu secara menyeluruh, berikut ialah beberapa masalah yang paling biasa dihadapi dalam proses pengeluaran TPE.
Penyerakan Bahan Rendah: Penyerakan berkualiti rendah boleh menyebabkan ketidakkonsistenan produk, yang berpotensi menjejaskan prestasi dan estetikanya. Dalam kes ini, mengawal keadaan pencampuran, seperti suhu, kelajuan skru dan tempoh pencampuran, untuk membolehkan medium tersebar dengan betul adalah yang paling penting.
Mengawal Kekerasan adalah Satu Cabaran: Adalah penting untuk mengawal kekerasan bahan dalam had set anjal, ini adalah untuk memastikan bahawa sifat mekanikal produk TPS akhir memenuhi spesifikasi yang telah ditetapkan. Walau bagaimanapun, kerana produk masih dalam proses penyemperitan, akan terdapat variasi dalam kekerasan, ini boleh diselesaikan melalui pengurusan perumusan bahan yang berkesan dan teliti, menetapkan profil suhu dan kelajuan penyemperitan.
Kesukaran Berkaitan dengan Reka Bentuk Die: Apabila dadu tidak direka bentuk dengan betul, ia boleh menimbulkan masalah lain, seperti leburan retak, memperoleh ketebalan dinding yang tidak sekata akibat garisan cetakan, dan dinding menjadi terlalu nipis. Parameter reka bentuk acuan mesti dipertingkatkan untuk memulihkan konsistensi dalam kualiti dan tindakan produk.
Apabila langkah diambil, seperti menetapkan parameter dengan tepat untuk mencapai acuan yang diperlukan, pemeriksaan rutin untuk memastikan kualiti bahan, dan mekanisme yang kukuh untuk mengekalkan kualiti produk, kecekapan menghasilkan TPE meningkat dengan ketara untuk memenuhi jangkaan pelanggan.
Penyelesaian untuk Penyebaran yang Lebih Baik dan Kawalan Kekerasan
Untuk meningkatkan kawalan serakan dan kekerasan dalam pengacuan termoplastik TPE, pertama sekali, izinkan saya untuk mengatakan melalui penyelidikan saya dan pemahaman yang lebih mendalam tentang masalah yang dihadapi, saya telah menemui beberapa penyelesaian:
Pencampuran ricih tinggi: Kaedah penggunaan haba yang lembut namun berkesan ini direka untuk mencampurkan sebatian secara sekata dan, seterusnya, memencarkan bahan tambahan, pengisi dan bentuk tetulang lain di seluruh matriks TPE. Ini bukan sahaja meningkatkan prestasi termoplastik tetapi juga meningkatkan konsistensi produk.
Sistem Pemantauan Moden: Peralatan pemantauan zaman baharu seperti pemantauan reologi dan penderia suhu cair menanamkan rasa ketepatan apabila mengawal parameter teras. Ini, digabungkan dengan perumusan bahan yang teliti, kawalan suhu, dan kelajuan penyemperitan, membolehkan pengurusan kekerasan yang berkesan dalam elastomer.
Reka Bentuk Die Diperkemas: Untuk meningkatkan geometri produk perkilangan dan memaksimumkan kepuasan pelanggan, spesifikasi reka bentuk cetakan, termasuk jurang cetakan, perlu dioptimumkan lagi untuk membolehkan peningkatan keseragaman ketebalan, yang mengurangkan kemungkinan keretakan.
Katakan pengeluar berhasrat untuk mencapai tahap kepuasan pelanggan yang lebih tinggi. Dalam kes itu, mereka perlu memberi tumpuan kepada meningkatkan keberkesanan pengeluaran dan kebolehservisan dengan menggunakan penyelesaian seperti yang digariskan bersama-sama dengan langkah amalan terbaik dalam pengacuan termoplastik TPE, termasuk tetapi tidak terhad kepada Bahan Kualiti, Pengoptimuman parameter proses dan sistem jaminan Kualiti yang sedia ada. .
Amalan Terbaik dalam Pengacuan Termoplastik TPE
Untuk mendapatkan hasil yang diinginkan, amalan terbaik perlu diikuti. Amalan sedemikian dirumuskan berdasarkan penyelidikan meluas dalam bidang, seperti amalan terbaik untuk pengacuan TPE. Dalam proses sedemikian, perkara berikut perlu dipertimbangkan:
Memilih bahan TPE yang sesuai menjamin bahawa ciri sasaran produk dipenuhi, Oleh itu, terdapat keperluan untuk mempertimbangkan kekerasan, fleksibiliti dan rintangan kimia bahan. Ciri-ciri TPE sedemikian muncul di bawah parameter teknikal utama seperti:
Kawalan Rongga Khusus: Mempunyai kawalan rongga khusus memudahkan untuk mengekalkan kualiti produk dan kestabilan dimensi. Parameter teknikal yang boleh berbuat demikian termasuk:
Suntikan Pelinciran Terkawal: Menghadapi masalah sedemikian memerlukan kawalan ke atas struktur hibrid ketepatan pemasangan bahagian yang menggunakan pengacuan elastomer termoplastik. Parameter sedemikian yang memerlukan ketepatan termasuk:
Die set panjang dan die set lebar margin
Reka bentuk arah aliran acuan dan masa kitaran
Reka bentuk anjakan udara yang akan meminimumkan poket udara
Mengambil kira pertimbangan di atas juga boleh meningkatkan parameter teknikal. Kecekapan pengeluaran akan ditambah, dan kualiti produk TPE akan selaras dengan standard pasaran. Sentiasa pertimbangkan langkah-langkah ujian dan kawalan untuk memastikan output berkualiti semasa membuat acuan untuk mencapai output yang diingini oleh pasaran akhir.
Rujukan
Pengeluar Penyemperit Getah Teratas di China
Soalan-soalan yang kerap ditanya (FAQ)
S: Apakah elastomer termoplastik (TPE), dan bagaimana ia berbeza daripada bahan lain?
A: Elastomer termoplastik (TPE) ialah kelas kopolimer atau campuran fizikal polimer, biasanya plastik dan getah, yang terdiri daripada bahan dengan sifat termoplastik dan elastomer. Tidak seperti getah tradisional, TPE boleh dengan mudah dibentuk dan dikitar semula seperti plastik. Perbezaan utama antara TPE dan bahan lain seperti TPU (Poliuretana termoplastik) atau TPV (Thermoplastic Vulcanizates) terletak pada sifat dan aplikasi khusus mereka, di mana TPU terkenal dengan keanjalannya dan TPV untuk ketahanannya.
S: Bagaimanakah memperkenalkan TPE dalam barisan pengeluaran memberi kesan kepada proses pembuatan?
J: Memperkenalkan TPE ke dalam barisan pengeluaran membolehkan pembuatan yang lebih cekap kerana keupayaannya untuk dibentuk dan dibentuk semula. Fleksibiliti ini mengakibatkan pengurangan masa dan kos pengeluaran. Selain itu, TPE boleh mempertingkatkan reka bentuk produk dengan menggabungkan sifat getah dan plastik, menawarkan ketahanan yang tinggi, fleksibiliti dan kemasan yang unggul.
S: Apakah jenis mesin penyemperitan yang digunakan untuk penyemperitan TPE?
A: TPE penyemperitan biasanya menggunakan mesin penyemperit termoplastik untuk mengendalikan sifat unik bahan TPE. Mesin ini boleh termasuk penyemperit tunggal dan penyemperit plastik dengan konfigurasi skru dan tong khusus untuk memastikan ketepatan tinggi dalam output dan penyebaran bahan yang lebih baik semasa proses penyemperitan.
S: Bolehkah TPE digunakan dalam percetakan 3D?
J: Ya, TPE boleh digunakan dalam percetakan 3D. Ia menawarkan fleksibiliti dan keanjalan, menjadikannya sesuai untuk aplikasi yang memerlukan sifat seperti getah. Filamen TPE serasi dengan banyak pencetak 3D, termasuk yang mencetak dengan bahan PEEK, PCL, ABS, PLA dan PETG.
S: Apakah peranan skru dan tong dalam mesin penyemperitan TPE?
A: Skru dan tong dalam mesin penyemperitan TPE adalah penting untuk pengkompaunan dan pencairan bahan TPE. Reka bentuk skru, termasuk diameter skru incinya, mempengaruhi aliran dan pencampuran bahan, memastikan kualiti dan sifat yang konsisten sepanjang proses penyemperitan.
S: Bagaimanakah TPE dibandingkan dengan ABS, PLA, dan PETG dalam aplikasi penyemperitan?
J: TPE berbeza daripada ABS, PLA dan PETG dalam sifat fleksibiliti dan seperti getahnya. Walaupun ABS terkenal dengan kekuatan dan keliatannya, PLA dihargai kerana kebolehbiodegradannya, PETG menawarkan rintangan kimia, dan TPE menyediakan gabungan unik keanjalan dan daya tahan. Ini menjadikannya sesuai untuk aplikasi yang fleksibiliti dan rintangan hentaman adalah penting.
S: Apakah faedah menggunakan TPE berbanding getah tradisional dalam pengacuan suntikan?
J: TPE menawarkan beberapa faedah berbanding getah tradisional dalam pengacuan suntikan, termasuk pemprosesan dan kitar semula yang lebih mudah, kitaran pengeluaran yang lebih pantas dan keupayaan untuk menghasilkan reka bentuk yang rumit dengan ketepatan yang tinggi. Ini menjadikan TPE sebagai pilihan kos efektif dan serba boleh untuk banyak aplikasi di mana getah tradisional mungkin digunakan.
S: Apakah beberapa aplikasi biasa TPE dalam pengeluaran penyemperitan PEEK?
J: TPE sering digunakan dalam penghasilan penyemperitan PEEK (Polyether Ether Ketone) kerana fleksibiliti dan keupayaannya untuk membentuk bentuk yang kompleks. Aplikasi termasuk pengedap, gasket dan tiub fleksibel, di mana gabungan sifat elastomer TPE dan ciri prestasi tinggi PEEK adalah berfaedah.
S: Bagaimanakah ketepatan tinggi mesin penyemperitan memberi manfaat kepada penyemperitan bahan TPE?
J: Ketepatan tinggi dalam mesin penyemperitan memastikan bahan TPE diproses secara seragam, menghasilkan kualiti dan prestasi produk yang konsisten. Ketepatan ini membolehkan penyebaran bahan tambahan dan pigmen yang lebih baik, yang membawa kepada sifat mekanikal yang unggul dan kemasan estetik dalam produk tersemperit akhir.



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


