



Panduan E×truder Skru Berkembar: Prinsip Kerja, Jenis dan Cara Memilih
Spesifikasi Pantas
| Konfigurasi Skru | Berputar bersama atau Berputar lawan |
| Nisbah L/D Lazim | ³2:1 – 52:1 (sehingga 68:1) |
| Julat Diameter Skru | 20 mm – 200+ mm |
| Julat Daya Pemprosesan | 5 – 8,000 kg/j |
| Ma× Kelajuan Skru (Berputar Bersama) | Sehingga 1,200 RPM |
| Bahan Biasa | PP, PE, PA, PVC, PET, ABS, TPU |
Penyemperit skru berkembar menggunakan dua skru intermeshing yang berputar di dalam tong yang dipanaskan, berfungsi untuk mencampurkan, memanaskan dan membentuk bahan mentah menjadi bahagian siap atau pelet. Ia paling kerap digunakan untuk barisan pengkompaunan polimer, sistem pembuatan berterusan farmaseutikal, barisan pemprosesan makanan haiwan peliharaan dan barisan kitar semula plastik di seluruh dunia. Saiz pasaran penyemperit skru berkembar global pada tahun 2025 bernilai kira-kira USD 1.52 bilion dan dijangka berkembang pada CAGR sebanyak 5% hingga 2033 berdasarkan permintaan untuk pengkompaunan berkualiti tinggi dan teknik kitar semula yang cekap.
Artikel ini akan membolehkan anda memahami cara ia berfungsi pada peringkat komponen; membandingkan keempat-empat jenis penyemperit skru berkembar secara bersebelahan; dan menyediakan rangka kerja untuk menentukan jenis yang sesuai dengan keperluan proses anda. Setiap spesifikasi dan angka kos yang disediakan di bawah telah diperoleh daripada sumber industri yang diterbitkan supaya anda boleh membandingkan sebut harga dan spesifikasi dengan yakin dalam terma kewangan yang kukuh dan bukannya brosur pemasaran.
Bagaimana Pengekstrur Skru Berkembar Berfungsi
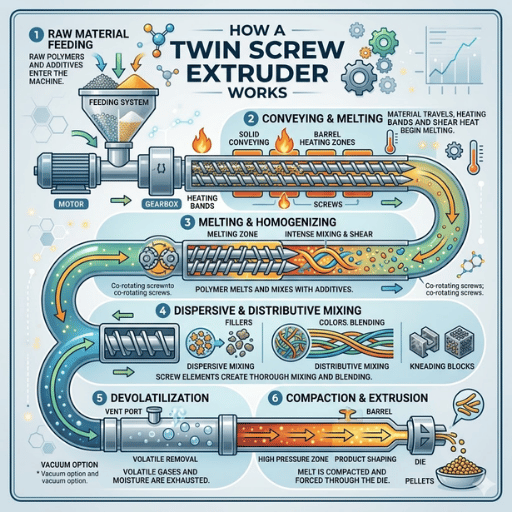
Penyemperit skru berkembar mempunyai dua skru yang dipasang secara sepusat di dalam laras bersegmen seperti yang ditunjukkan. Kedua-dua skru direka bentuk untuk bercantum, bermakna penerbangan kedua-dua skru akan bersarang antara satu sama lain apabila skru direka bentuk untuk berputar dalam arah putaran bersama. Cantum menyediakan tindakan mengelap sendiri yang serentak menyampaikan bahan ke hadapan sambil meningkatkan pengagihan daya ricih di sepanjang laras dan meningkatkan pencampuran.
Di dalamnya, laras bersegmen terdiri daripada 6 hingga 12 zon suhu terkawal secara bebas yang disusun di sepanjangnya. Gelung penyejukan atau pemanasan yang dikawal secara bebas mengawal suhu cecair untuk mengekalkan suhu proses leburan dalam lingkungan ±2 °C daripada titik set. Bahan mentah masuk melalui corong suapan, diangkut melalui kawasan keratan yang berbeza, dan akhirnya dilepaskan melalui acuan untuk dibentuk menjadi pelbagai bentuk dan saiz pelet atau bahagian siap.
📐 Nota Kejuruteraan
Proses penyemperitan melalui lima zon keratan: Zon suapan (pepejal yang dihantar pada suhu 40–80 °C) → Zon lebur (plastikasi melalui haba ricih dan laras) → Zon pencampuran (blok uli menggunakan pencampuran distributif dan dispersif) → Zon penyahgas (bolong atmosfera atau vakum menyingkirkan kelembapan dan bahan meruap) → Zon pemeteran (membina tekanan untuk pelepasan acuan). Lokasi, gaya dan kedalaman khusus bahagian zon ini boleh diubah suai dengan mereka bentuk susunan elemen skru individu di sepanjang aci skru penyemperit.
Di belakang bahagian skru terletaknya kotak gear dan pemasangan pemacu. Tahap tork biasa untuk penyemperit skru berkembar berputar bersama moden adalah 30% lebih tinggi daripada reka bentuk lama, mencapai ketumpatan tork 18 Nm/cm³ menurut data yang diterbitkan oleh Bahagian Penyemperitan SPE. Gabungkan tork dengan dimensi motor anda menggunakan formula Tork = 9,550 × kW ÷ RPM, jadi motor 150 kW pada 600 RPM menghasilkan kira-kira 2,388 Nm setiap aci.
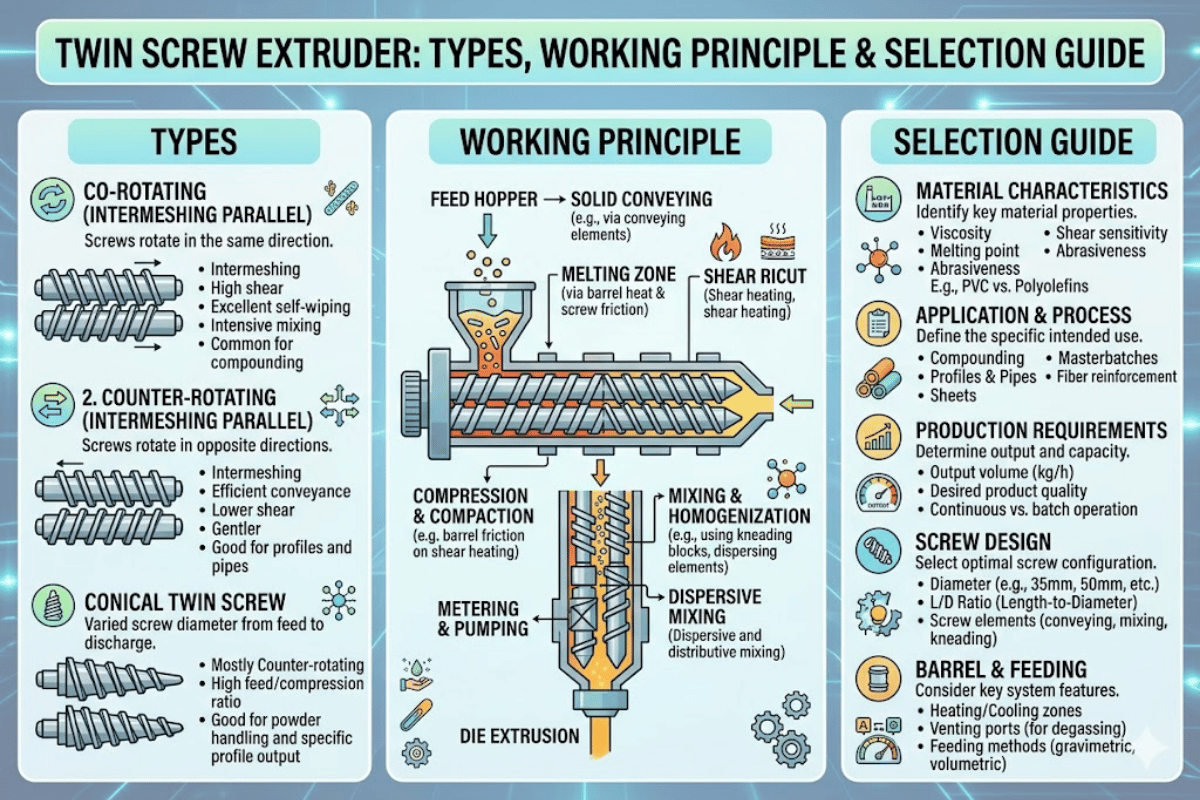
4 Jenis Pengekstrur Skru Berkembar Dibandingkan

Empat jenis penyemperit skru berkembar wujud bergantung pada arah putaran skru (putaran bersama atau putaran lawan) dan reka bentuk laras (selari atau kon): setiap satu menyasarkan set daya pemprosesan dan keperluan proses yang berbeza.
| Jenis | Kelajuan Skru | Julat L/D | terbaik Untuk |
|---|---|---|---|
| Selari Berputar Bersama | 300 - 1,200 RPM | 32: 1 - 68: 1 | Pengkompaunan polimer, masterbatch, penyemperitan makanan |
| Selari Berputar Berlawanan | 30 - 60 RPM | 10: 1 - 25: 1 | Kalender PVC, pencampuran ricih rendah |
| Kon Berputar Bersama | 200 - 600 RPM | Tirus | Penyelidikan berskala makmal, percubaan kelompok kecil |
| Kon Berputar Lawan | 10 - 50 RPM | Tirus | Paip PVC dan penyemperitan profil, lembaran tegar |
Dalam penyemperit skru berkembar berputar bersama, skru akan berputar ke arah yang sama. Saluran terbuka yang dibentuk oleh penerbangan skru intermeshing menghasilkan laluan angka lapan untuk memberikan pencampuran yang baik dan masa kediaman yang konsisten. Konfigurasi berputar bersama sesuai untuk mengendalikan julat polimer termoplastik yang paling luas dan setakat ini merupakan konfigurasi skru berkembar yang paling biasa digunakan di seluruh dunia untuk kebanyakan operasi pengkompaunan termoplastik.
Reka bentuk putaran balas memutar skru ke arah yang bertentangan. Apabila penerbangan terlibat, ia menekan antara satu sama lain menghasilkan kesan pengaturcaraan pada rpm rendah, yang berfungsi dengan baik dengan PVC dan bahan sensitif haba yang lain. Penyemperit skru berkembar adalah mesin yang sangat versatil menjadikannya sesuai untuk pelbagai aplikasi yang memerlukan kawalan proses yang tepat. Mesin penyemperit skru berkembar dengan tong kon yang meruncing daripada diameter suapan yang lebih besar kepada diameter pelepasan yang lebih kecil, membina tekanan secara semula jadi tanpa pam leburan yang berasingan.
Satu contoh pilihan yang salah yang kerap berlaku adalah dengan menentukan mesin selari berputar bersama untuk profil PVC tegar. PVC mempunyai tetingkap pemprosesan yang agak kecil (165–185 °C) dan cepat terurai di bawah ricih yang tinggi. Pengekstrur skru berkembar kon berputar balas mengekalkan kadar ricih rendah yang sesuai, sambil menghasilkan tekanan yang mencukupi untuk acuan profil.
Pengekstrur Skru Berkembar vs Extruder skru tunggal
Untuk skru berkembar atau skru tunggal, ia benar-benar bergantung pada apa yang anda ingin lakukan dengan bahan anda. Peralatan skru tunggal menyampaikan dan melebur dengan sangat cekap hanya dalam satu laluan, di mana penyemperit skru berkembar memberikan kecekapan pencampuran yang luar biasa.9,10
| Parameter | Skru Berkembar | Skru Tunggal |
|---|---|---|
| Keupayaan Mencampur | Distributif + serak; mengendalikan pengisi sehingga 80% | Terutamanya secara pengedaran; pengisi terhad kepada ~40% |
| Pemprosesan | 30 – 4,000 kg/j (putaran bersama selari) | 50 – 1,500 kg/j tipikal |
| Kos modal | 1.5× – 3× lebih tinggi | Titik masuk yang lebih rendah |
| Konfigurasi Skru | Modular; elemen skru disusun semula mengikut resipi | Tetap; reka bentuk skru satu bahagian |
| Mengelap Sendiri | Ya (reka bentuk interjemping) | Tidak; memerlukan pembersihan manual |
| Aplikasi Terbaik | Pengkompaunan, penyemperitan reaktif, kitar semula | Peleburan mudah, penyemperitan paip, peniupan filem |
Jika proses anda terhad kepada mencairkan dan membentuk satu polimer dan tidak menambah sebarang bahan pengisi extruder skru tunggal mungkin cara yang lebih kos efektif untuk mencapai hasil akhir yang sama. Pertimbangkan skru berkembar apabila mengadun berbilang resin atau untuk menambah pengisi 30% atau lebih, atau jika menggunakan formulasi reaktif yang memerlukan kawalan masa kediaman yang tepat.
Aplikasi Utama untuk Penyemperitan Skru Berkembar

Pengekstrur skru berkembar digunakan dalam industri di mana kualiti output boleh memberi kesan kepada keuntungan; operasi berterusan, kawalan suhu yang tepat dan jaminan kualiti produk yang tepat. Pasaran aplikasi utama adalah:
| Permohonan | Julat Daya Pemprosesan | Keperluan Utama |
|---|---|---|
| Pengkompaunan Polimer | 200 – 4,000 kg/j | Tork tinggi untuk sistem yang diisi |
| Masterbatch / Pekatan Warna | 150 – 2,000 kg/j | Keseragaman penyebaran pigmen |
| Penyemperitan Makanan & Snek Haiwan Peliharaan | 100 – 1,200 kg/j | Gelatinisasi kanji, kawalan kelembapan |
| Farmaseutikal (HME) | 1 – 50 kg/j | GMP, kawalan masa kediaman |
| Kitar Semula Plastik | 300 – 3,000 kg/j | Penyahgas, toleransi pencemaran |
| Pengkompaunan Wayar & Kabel | 200 – 1,500 kg/j | Penyebaran kalis api |
| Penyemperitan Paip & Profil | 50 – 500 kg/j | Kestabilan dimensi, ricih rendah (PVC) |
Dalam bidang-bidang mesin pengkompaun plastikMesin selari berputar bersama adalah lazim kerana ia mampu memproses muatan pengisi yang sangat tinggi iaitu 60-80% untuk kalsium karbonat dan 30-50% untuk gentian kaca yang tidak dapat dilakukan oleh reka bentuk skru tunggal; manakala dalam industri makanan, penyemperitan skru berkembar telah digunakan untuk menggantikan masakan kelompok bagi pelet snek dan makanan haiwan peliharaan kerana pemprosesan berterusan yang memberikan kualiti yang konsisten berserta pengurangan penggunaan tenaga sebanyak 20-35% berbanding sistem kelompok.
Penyemperitan leburan panas farmaseutikal mewakili salah satu bidang yang paling pesat berkembang. Satu kertas kerja yang telah diulas baru-baru ini daripada AAPS PharmSciTech merupakan rujukan yang baik untuk menunjukkan penggunaan penyemperit skru berkembar sebagai pengadun berterusan untuk menghasilkan serakan pepejal amorfus, sekali gus meningkatkan bioavailabiliti ubat yang kurang larut ke tahap yang diingini. Pengekstrur skala makmal Model dengan daya pemprosesan serendah 0.4 kg membolehkan pasukan R&D menjalankan percubaan formulasi sebelum pengeluaran.
Untuk kitar semula, penyemperitan skru berkembar digunakan untuk memproses plastik pasca pengguna dengan polimer campuran, kandungan lembapan yang tinggi dan kotoran. Bahagian pengudaraan dan penyahgasan digunakan untuk mengeluarkan beberapa komponen meruap, manakala skru suapan dan bahagian laras menghasilkan leburan berkualiti yang stabil. Peralatan hiliran seperti sistem pelet bawah air akhirnya boleh mengeluarkan dan memotong pelet yang berbentuk sekata sedia untuk diproses semula atau dijual langsung.
Spesifikasi Prestasi Yang Mempengaruhi Kualiti Output

Lima spesifikasi akan membezakan penyemperit skru berkembar yang berjaya daripada yang tidak berjaya. Kesamaan adalah kunci apabila membandingkan lima parameter ini antara satu sama lain, sebelum mendapatkan sebut harga.
5 Spesifikasi untuk Dibandingkan
- Tork Khusus (Nm/cm): Mesin semasa berada pada 18 Nm/cm. Kekal 20% di bawah kapasiti yang dinilai untuk operasi biasa. Lebih tinggi tork, lebih tinggi kelikatan campuran polimer, atau jumlah sebatian yang diisi yang banyak, yang boleh diproses tanpa membakar motor.
- Nisbah L/D: Julat standard dari 32:1 hingga 48:1. Bagi sebatian yang memerlukan pencampuran semula atau dengan kandungan meruap yang tinggi, tambahkan kepada 52:1 dengan zon untuk pencampuran dan penyahgas dalam penyemperitan reaktif atau penyingkiran meruap. Meningkatkan panjang tong meningkatkan masa kediaman sambil memberikan pendedahan yang lebih besar kepada haba.
- Kelajuan Skru (RPM): Unit berputar bersama beroperasi dari 300 hingga 1,200; model berputar balas dihadkan pada kira-kira 60. Beralih dari 200 hingga 300 rpm meningkatkan kecekapan atau output dengan ketara, sambil memberikan lebih banyak tenaga ricih. Pilih berdasarkan keperluan terma resin.
- Sistem Kawalan Suhu: Sentiasa cari pemanasan dan penyejukan bebas/individu untuk setiap bahagian tong, dalam 8 hingga 12 zon. Kawalan suhu yang ketat dan bebas adalah perlu untuk mengelakkan variasi ketara dalam suhu leburan, yang boleh menjadi lebih rendah daripada ±2 °C dan, akhirnya, menyebabkan degradasi.
- Peralatan hiliran: Pelletizer strand, pelletizer bawah air, acuan lembaran semuanya mungkin mengenakan tekanan balik pada extruder. Sahkan tekanan acuan maksimum (antara 100 dan 350 bar) diperlukan untuk peralatan hiliran anda.
📐 Nota Kejuruteraan
Saiz motor pemacu: Tork (Nm) = 9,550 × Kuasa (kW) ÷ Kelajuan Skru (RPM)Contohnya, motor pemacu 200 kW pada 500 rpm akan menghasilkan 3,820 Nm setiap aci. Sebagai contoh, Teknologi Plastik memaklumkan kepada kita, punca paling biasa kegagalan kotak gear pramatang adalah motor yang bersaiz kecil. Sentiasa pilih motor yang akan memberikan tork 20% lebih banyak daripada yang digunakan dalam proses tersebut.
Masalah Biasa dan Cara Mencegahnya
Malah penyemperit skru berkembar yang baik pun kadangkala akan menghadapi masalah. Terdapat lima punca utama bagi sebarang kegagalan yang diperhatikan yang boleh dicegah sepenuhnya melalui persediaan dan pemantauan keadaan yang betul.
Lapisan skru dan pelapik laras akan terhakis dari semasa ke semasa semasa memproses mineral agresif seperti kalsium karbonat dan gentian kaca. Apabila ruang antara skru dan laras meningkat, bahan tersebut akan terlepas ke belakang, sekali gus menjejaskan output, pencampuran dan kehomogenan secara negatif. Penyelesaian: tetapkan harga laras bimetal atau nitrida khas semasa mengendalikan formulasi agresif dan rekodkan OD skru yang keluar pada setiap perubahan elemen yang dijadualkan.
Penggunaan yang berlebihan dalam satu atau dua zon tong tertentu akan memberi tenaga kepada resin secara berlebihan, yang mengakibatkan perubahan warna, degradasi, dan kemungkinan berlakunya gas buang. Kegagalan biasa termasuk kegagalan membekalkan air penyejuk ke semua zon, kegagalan termogandingan, ketidaksejajaran skru yang membawa kepada faceteaching. Perhatian harus diberikan kepada isu-isu ini semasa permulaan. Seorang jurutera khusus harus bertanggungjawab untuk memeriksa penyejukan, menentukur termogandingan dan mengesahkan penjajaran skru.
Terlalu banyak udara dan pelarut yang terperangkap akan menyebabkan kecacatan pelet berpigmen permukaan, lompang dan gelembung. Jika kawasan bolong tidak cukup panjang atau paras vakum tidak mencukupi, gas akan terperangkap dalam lelehan. Pencegahan: Letakkan port terbuka di bahagian atas zon tekanan rendah. Sasarkan paras vakum 50 hingga 100 mbar pada suapan yang sensitif terhadap kelembapan.
Mengeluarkan atau membanjiri extruder menyebabkan keseimbangan kelajuan skru/aliran bahan menjadi tidak segerak. Turut mempengaruhi daya pemprosesan, tork dan akhirnya penggumpalan suapan dalam corong. Pencegahan: Menggunakan pengumpan gravimetrik yang berukuran sehingga ketepatan ±0.5%. Padankan kadar suapan dengan amp motor dalam masa nyata.
Berjalan pada atau hampir 100% tork terkadar dari semasa ke semasa akan memusnahkan kotak gear dan menyebabkan kegagalan skru pramatang. Lazimnya diperhatikan apabila memulakan extruder dengan bahan sejuk atau dengan terlalu banyak pengisi melebihi had pemasangan reka bentuk. Pencegahan: Jangan memerlukan kelajuan terkadar lebih daripada 60% pada larian awal. Ini boleh ditingkatkan secara berperingkat selepas laras mencapai suhu titik set. Kekalkan operasi berterusan di bawah 80% tork terkadar.
Cara Memilih Extruder Skru Berkembar yang Tepat
Memilih penyemperit skru berkembar yang tidak sesuai untuk anda adalah satu pembaziran peralatan modal yang mahal. Mesin yang tidak direka bentuk untuk aplikasi anda akan menyekat pertumbuhan dan mengehadkan aliran acuan. Gunakan senarai semak berikut untuk membimbing anda melalui tujuh keputusan utama yang menentukan sama ada penyemperit skru berkembar sesuai untuk aplikasi anda.
- ✔
Jenis bahan: Termoplastik, termoset, gred makanan atau farmaseutikal? Putaran bersama selari merangkumi julat yang paling luas. Kon berputar balas diperlukan untuk PVC tegar. - ✔
Sasaran daya pemprosesan: Padankan diameter skru dengan jumlah pengeluaran anda. Mesin 35 mm mengendalikan 30–80 kg/j; mesin 90 mm mengendalikan 500–2,000 kg/j. - ✔
Nisbah L/D: Pengkompaunan standard menggunakan 36:1–44:1. Penyemperitan reaktif atau penyahgas berat memerlukan 48:1–60:1. Tong yang lebih panjang menambah kos dan ruang lantai. - ✔
Kelas tork: Standard (≤11 Nm/cm³), tork tinggi (13–15 Nm/cm³), atau premium (≥18 Nm/cm³). Sistem yang diisi melebihi 50% memerlukan tork tinggi atau kelas premium. - ✔
Modulariti: Bolehkah anda menyusun semula bahagian laras dan elemen skru tanpa pemesinan? Reka bentuk modular membolehkan anda menyesuaikan mesin yang sama untuk resipi yang berbeza. - ✔
Sistem kawalan proses: Sekurang-kurangnya: Kawalan suhu berasaskan PLC, antara muka pengumpan gravimetrik dan paparan tork/tekanan masa nyata. Sistem canggih menambah storan resipi dan pembalakan data. - ✔
Jumlah kos pemilikan: Harga awal hanya 30–50% daripada kos 5 tahun. Ambil kira penggunaan tenaga, selang penggantian skru dan laras, ketersediaan alat ganti dan latihan pengendali.
Pengekstrur skru berkembar bajet yang berharga di bawah $50,000 untuk aplikasi perindustrian biasa akan mempunyai kos pemilikan 40% lebih tinggi dalam tempoh 5 tahun disebabkan oleh haus skru yang dipercepatkan (yang memerlukan penggantian skru setiap 12-18 bulan), penggunaan kuasa yang lebih besar dan masa henti yang tidak dirancang yang boleh berjumlah 10-15% daripada masa pengeluaran anda. Sentiasa bandingkan data panjang skru dan laras yang didokumenkan sebelum membuat pesanan pembelian.
✔ Kelebihan
- Pengekstrur skru berkembar menawarkan pencampuran unggul untuk formulasi berbilang komponen
- Reka bentuk skru modular membolehkan pertukaran pantas
- Geometri penyambungan pengelap sendiri mengurangkan masa pembersihan
- Pemindahan tenaga kecekapan tinggi melalui ricih berputar bersama
- Mampu memberi makan cecair, memberi makan sisi, pengudaraan vakum dalam satu laluan
⚠ Had
- Kos modal 1.5–3× lebih tinggi daripada mesin skru tunggal
- Elemen skru dan bahagian laras adalah bahagian haus yang memerlukan jadual penggantian yang teliti
- Keakraban pengendali lebih tinggi disebabkan oleh reka bentuk modular
- Reka bentuk putaran balas terhad kepada aplikasi khusus berkelajuan rendah
- Pembaikan kotak gear mahal dan memerlukan perkhidmatan pakar
Soalan Lazim

S: Apakah kegunaan extruder skru berkembar?
Lihat Jawapan
S: Mana yang lebih baik: penyemperit skru tunggal atau skru berkembar?
Lihat Jawapan
S: Apakah masalah yang berkaitan dengan penyemperit skru berkembar?
Lihat Jawapan
S: Berapakah kos penyemperit skru berkembar?
Lihat Jawapan
S: Apakah ROI pelaburan dalam penyemperit skru berkembar?
Lihat Jawapan
S: Bolehkah penyemperit skru berkembar memproses plastik kitar semula?
Lihat Jawapan
Adakah anda cuba menentukan sistem penyemperit skru berkembar yang betul untuk proses pembuatan anda?
Mengenai Analisis Ini
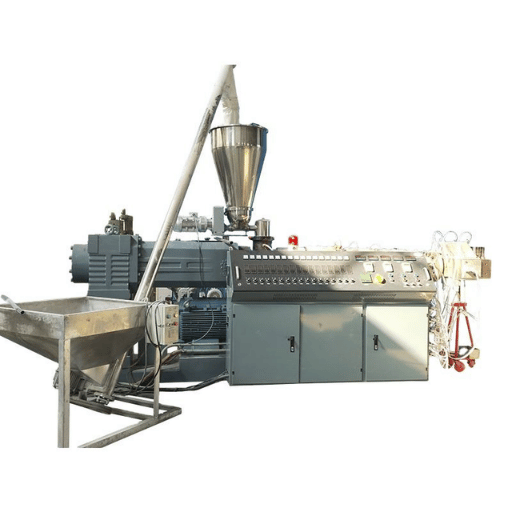
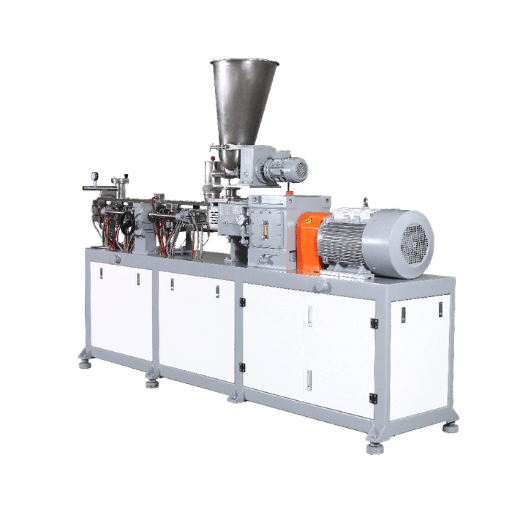
UDTECH, Inc. mereka bentuk dan mengeluarkan penyemperit skru berkembar berputar bersama dan berputar balas, berorientasikan selari, serta model kon untuk diameter skru dari 35 mm hingga 145 mm. Maklumat teknikal, data penyelesaian masalah dan rujukan kos yang disediakan dalam artikel ini diperoleh daripada pelbagai sumber yang diterbitkan dalam industri plastik seperti Bahagian Penyemperitan SPE, AAPS PharmSciTech dan Teknologi Plastik. Bahagian kawalan proses ditulis daripada pengalaman pasukan kejuruteraan kami melalui pengujian penyemperit untuk pengkompaunan polimer, masterbatch dan kitar semula.
Rujukan & Sumber
- Pengekstrur Skru Berkembar sebagai Pengadun Berterusan untuk Pemprosesan Terma: Perspektif Teknikal dan Sejarah — AAPS PharmSciTech (Perpustakaan Perubatan Negara)
- Julat Operasi Pengekstrur Skru Berkembar — Bahagian Penyemperitan SPE
- Tork & Kelajuan: Berapa Banyak Yang Mencukupi? — Teknologi Plastik
- Laporan Pasaran Pengekstrur Skru Berkembar — Kajian Pasaran Kognitif
- Laporan Saiz & Bahagian Pasaran Mesin Penyemperitan Plastik, 2030 — Penyelidikan Grand View
Artikel yang berkaitan
- Extruder skru tunggal — Spesifikasi, jenis dan aplikasi untuk sistem skru tunggal
- Memahami Mesin Pembuat Pelet: Jenis, Proses dan Panduan Pembelian — Bagaimana pelletizing berfungsi di hilir penyemperitan
- Mesin Pembuat Paip Plastik: Panduan untuk Pengeluaran Paip PVC, PE dan PP — Talian penyemperitan paip yang dipasangkan dengan penyebati skru berkembar
- Pengisi Masterbatch Compounding Extruder — Pemprosesan berkadar tinggi pada skala besar
- Sistem Pelet Bawah Air — Pelet hiliran untuk barisan pengkompaunan



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


