



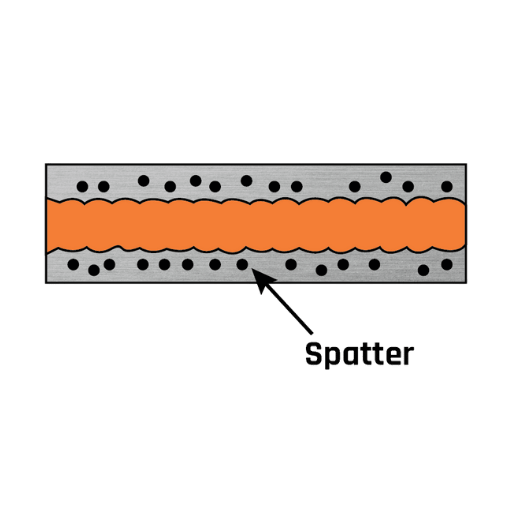
Kimpalan memainkan peranan yang sangat penting dalam pelbagai sektor; namun, fenomena seperti percikan kimpalan boleh menjejaskan produktiviti, keselamatan dan kualiti produk secara keseluruhan. Sebagai contoh, semasa kedua-dua Operasi Kimpalan MIG dan TIG, Spatter bukan sahaja mencipta cabaran pembersihan tambahan tetapi juga boleh menyebabkan pembaziran bahan dan jika tidak dikawal secukupnya, boleh menyebabkan kecacatan yang terhasil. Percikan biasanya dikaitkan dengan sisa. Terdapat juga beberapa pembersihan untuk dilakukan yang dengan sendirinya merupakan sisa. Panduan ini menerangkan secara terperinci tentang menangani percikan dan kimpalan jitu yang bersih melalui penggunaan beberapa petua praktikal dan teknik yang terbukti. Tambahan pula, pengajar kimpalan dengan pengalaman lama boleh membimbing pemula melalui pelajaran; walau bagaimanapun, bimbingan ini cenderung untuk tidak memberi perhatian kepada pandangan halus yang boleh menghasilkan peningkatan yang luar biasa berkenaan dengan mengatasi cabaran kimpalan yang berbeza. Seterusnya membolehkan profesional berpengalaman mencapai hasil yang optimum dalam setiap projek dengan membuka kunci projek tambahan, kuasai strategi ini bersama pengimpal berpengalaman. Laraskan bahan dan mendekati pelantar, alat ketepatan dan teknik secara proaktif untuk membawa perubahan. Teruskan membaca untuk mengetahui cara memanipulasi susunan bahan boleh menyebabkan pelarasan yang patut diberi perhatian.
Apa yang Menyebabkan Percikan dalam Kimpalan?
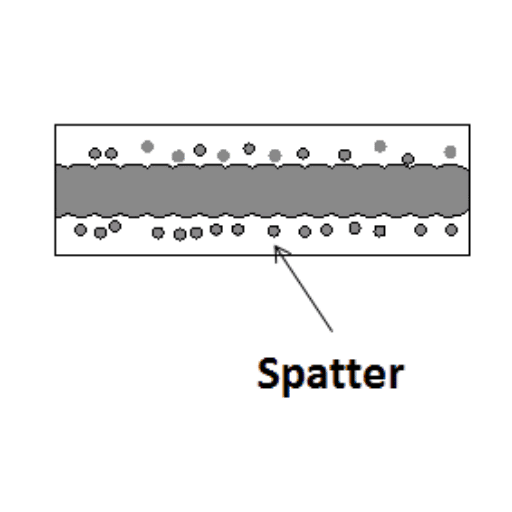
Memahami Punca Percikan Kimpalan
Setiap percikan kimpalan dalam bahan kerja boleh dikaitkan dengan kaedah, bahan dan beberapa isu tetapan yang tidak betul. Penyebab utama percikan boleh menjadi amperage yang terlalu tinggi, nilai voltan yang salah dan kelajuan suapan wayar yang tidak sesuai. Selain itu, penggunaan bahan asas yang tidak dibersihkan atau disediakan dengan baik juga menambah isu ini. Selain itu, kekurangan gas pelindung atau menggunakan bahan pengisi kimpalan yang salah akan menyebabkan pencairan tidak sekata yang membawa kepada percikan titisan cair. Memahami faktor ini akan membantu meningkatkan kualiti kimpalan dengan mengurangkan percikan.
Kesan Parameter Kimpalan MIG terhadap Percikan
Parameter kimpalan MIG mempunyai peranan penting dalam menentukan parameter percikan dalam bahagian yang dikimpal, sebahagian daripadanya termasuk voltan, arus kimpalan, dan kelajuan suapan wayar. Memastikan nilai voltan dikekalkan dalam julat nilai yang ditetapkan membantu memastikan arka stabil, tetapi arus yang berlebihan menyebabkan percikan meningkat. Begitu juga, kadar suapan wayar yang salah akan menyebabkan ketidakstabilan pada arka dan mengakibatkan percikan spontan. Mengikuti parameter yang ditetapkan daripada pengilang membantu menghapuskan kecacatan dan menjamin kimpalan yang lebih bersih. Selain itu, kadar aliran gas pelindung adalah penting, tahap rendah meningkatkan percikan manakala melindungi arka menambah kestabilan.
Fungsi Elektrod dan Gas Perisai
Elektrod dan gas pelindung sangat memberi kesan kepada kualiti kimpalan. Elektrod berfungsi sebagai pengisi untuk sambungan kimpalan, menambah kekuatan dan keliatannya. Ia hendaklah dibuat daripada logam asas yang sama dengan logam induk untuk mengelakkan keretakan. Perisai gas menyediakan pengasingan kolam kimpalan daripada pencemaran atmosfera, yang melindungi kolam kimpalan kerana gas menjamin arka dikekalkan. Argon, karbon dioksida, atau gabungan kedua-duanya, dipercayai untuk kekhususan mereka terhadap bahan yang dikimpal, serta kemasan yang diperlukan. Pemilihan elektrod yang sesuai ditambah dengan gas pelindung yang disesuaikan untuk kimpalan tertentu meningkatkan kualiti kimpalan keseluruhan dan meminimumkan pembentukan percikan yang berlebihan.
Apakah Amalan Terbaik untuk Mengurangkan Percikan Kimpalan?

Amalan Terbaik untuk Kawalan Percikan Kimpalan
- Tukar Tetapan Voltan dan Amperage. Semak bahawa keperluan bahan dan proses sejajar dengan tetapan mesin. Peningkatan voltan atau amperage sering membawa kepada percikan tambahan.
- Optimumkan Kelajuan Perjalanan. Perjalanan pada kelajuan yang tetap dan sesuai semasa mengimpal. Bergerak sama ada terlalu perlahan atau terlalu cepat mengakibatkan pengagihan haba tidak konsisten dan percikan meningkat.
- Gunakan Gas Perisai yang Sesuai. Pilih gas pelindung yang sesuai untuk kimpalan. Sebagai contoh, campuran gas argon dan karbon diketahui merenjis kurang daripada perisai karbon dioksida tulen.
- Kekalkan Permukaan Bersih. Pastikan bahan asas bebas daripada karat, kotoran, dan faktor pencemaran lain sebelum dikimpal. Permukaan yang bersih menggalakkan penyelenggaraan kimpalan yang lebih baik.
- Kedudukan Elektrod yang Betul. Kawal Elektrod pada sudut dan jarak yang betul ke bahan kerja supaya arka lebih stabil yang mengurangkan pembentukan percikan.
Jika digunakan, teknik ini boleh membantu pengimpal mencapai potongan yang lebih bersih dan mengurangkan percikan pada masa yang sama.
Melaraskan Kelajuan Wayar dan Arka Kimpalan
Pelarasan kelajuan wayar dan arka kimpalan adalah kritikal apabila bertujuan untuk mencapai kualiti kimpalan yang konsisten. Dawai terbina dirujuk sebagai bahan pengisi dan ditambah melalui sambungan kimpalan pada kelajuan tertentu yang dikenali sebagai kelajuan wayar. Jika kelajuan wayar terlalu tinggi atau terlalu rendah, kimpalan yang lemah dan tidak konsisten boleh diperhatikan. Di samping itu, percikan yang berlebihan boleh berlaku atau pembentukan bahan boleh berlaku. Begitu juga jika panjang arka kimpalan lebih pendek atau lebih panjang daripada apa yang dianggap ideal. Input haba dan penembusan juga bergantung pada panjang arka kimpalan. Percantuman yang mencukupi boleh dicapai antara asas bahan dan pengisi logam sambil mengurangkan kecacatan seperti keliangan atau kekurangan pelakuran. Seperti semua proses, tetapan optimum boleh ditetapkan menggunakan pengesyoran daripada pengeluar elektrod dan mesin kimpalan, melaraskan kepada keadaan dan proses khusus yang digunakan.
Memohon Semburan Anti Percikan Bersama-sama Peralatan Lain
Sama seperti alat berkuasa lain, Semburan Anti Percikan boleh digunakan untuk mengelakkan percikan daripada melekat pada bahan kerja atau kawasan lain akibat kimpalan. Sebaik-baiknya gunakan produk di mana percikan berkemungkinan besar berlaku. Dengan cara itu, masa pembersihan dikurangkan secara drastik dan kecacatan percikan yang mengeras yang boleh berlaku dapat dikurangkan. Bersama-sama dengan peralatan penting lain seperti pengapit pembakar, berus volumetrik dan dawai, cakera pengisar untuk pembersihan kasar dan halus serta pengapit yang memegang bahan kerja dengan ketepatan, mengurangkan pengumpulan bahan sisa. Penggunaan tetap alat sedemikian telah terbukti memberi kesan positif kepada proses kimpalan dan memberikan hasil yang berkualiti.
Adakah Anda Mengalami Isu Percikan Semasa Kimpalan MIG?

Sebab yang Menyumbang kepada Percikan dalam Kimpalan MIG
Kesilapan dalam percikan kimpalan MIG biasanya merupakan hasil yang direncanakan daripada tetapan yang salah, ketukangan yang buruk atau bahan yang tercemar. Sebab utama ialah:
- Nisbah Kelajuan Suapan Voltan dan Wayar: Pelarasannya yang tidak betul boleh menyebabkan arka yang tidak stabil, yang meningkatkan percikan.
- Kebersihan Permukaan: Kimpalan tidak boleh berkesan jika permukaannya kotor, berkarat atau berminyak.
- Aliran Gas: Gas pelindung yang tidak mencukupi atau gas pelindung yang berlebihan boleh mengganggu kualiti kimpalan.
- Jarak Elektrod Salah: Jika anda memegang elektrod terlalu cepat atau terlalu jauh dari bahan kerja, arka menjadi tidak stabil.
Mengambil kira elemen ini membawa kepada kimpalan yang lebih bersih dengan percikan minimum.
Menjangkakan Percikan Terbentuk pada Logam Asas
Untuk memendekkan lekatan percikan, pastikan bahan kerja dibersihkan daripada bahan cemar seperti minyak atau karat sebelum dikimpal. Gunakan pes atau semburan anti percikan dan sapukan pada permukaan logam untuk membentuk lapisan pelindung percikan yang mencukupi. Pastikan parameter kimpalan yang betul, seperti voltan, arus dan kadar suapan wayar untuk meminimumkan pembentukan percikan. Aliran gas pelindung yang mencukupi membantu dalam pencegahan percikan yang lebih baik, manakala pelekat elektrod harus dikawal dengan cara untuk menghasilkan kimpalan percikan yang lebih rendah. Sebagai tambahan kepada teknik yang disebutkan di atas, pembersihan dan penyelenggaraan peralatan kimpalan membantu dalam mengawal percikan yang berlebihan.
Menilai Kualiti Kimpalan Untuk Pengurangan Percikan
Untuk mencapai prestasi kimpalan yang optimum penilaian percikan adalah kritikal dan oleh itu penilaian kualiti adalah penting. Pemeriksaan kimpalan harus ditumpukan terutamanya pada parameter berikut: profil manik, penembusan dan kedalaman, dan ketekalan keseluruhan kimpalan. Kimpalan yang berkualiti harus memastikan bahawa terdapat keseragaman dalam lebar, potongan bawah harus minimum, dan peralihan yang lancar antara kimpalan dan bahan asas yang tersedia. Mengenal pasti kecacatan yang boleh dilihat seperti percikan yang berlebihan, keliangan atau rekahan boleh dilakukan secara visual dengan mudah.
Pemeriksaan lanjut kimpalan tanpa menjejaskan integriti sendi boleh dicapai menggunakan kaedah ujian tidak merosakkan (NDT), termasuk ujian ultrasonik atau pemeriksaan radiografi. Sebagai contoh, ujian ultrasonik boleh menilai kekukuhan kimpalan dalaman melalui pengenalpastian lompang, kemasukan dan gabungan yang tidak lengkap. Kelajuan perjalanan kimpalan yang betul difikirkan dapat dikekalkan dalam kebanyakan kes, menghasilkan pengurangan percikan, penembusan yang lebih baik dan pembentukan manik yang lebih baik.
Data ujian kimpalan menunjukkan bahawa kecacatan berkaitan percikan bertambah teruk kerana tetapan kimpalan yang tidak betul seperti voltan yang berlebihan. Dalam sesetengah kes, menukar kelajuan suapan wayar atau menggunakan teknik kimpalan berdenyut termaju telah menunjukkan mengurangkan percikan sebanyak 70%. Analisis pasca kimpalan menyumbang data yang boleh diukur melalui peta haba dan sistem pemantauan kimpalan automatik, dengan itu membolehkan penilaian terperinci tentang kualiti keseluruhan kimpalan. Jika kaedah penilaian ini diutamakan, adalah mungkin untuk meningkatkan kecekapan proses kimpalan di samping tahap kualiti yang dibekalkan dari segi percikan.
Amalan Terbaik untuk Mengelak Percikan dalam Kimpalan TIG

Kaedah Kimpalan: Perbandingan Kimpalan TIG dan MIG
. teknik dan aplikasi kimpalan adalah jelas dan jauh berbeza dalam kedua-dua kimpalan TIG (Tungsten Inert Gas) dan MIG (Metal Inert Gas). Walaupun kimpalan TIG menggunakan elektrod tungsten yang tidak boleh digunakan yang menghasilkan kimpalan berkualiti tinggi yang lebih tepat dengan percikan yang sangat sedikit, menjadikannya lebih cekap untuk bahan yang lebih nipis, kimpalan MIG menggunakan elektrod wayar boleh guna, menjadikannya lebih sesuai untuk kimpalan pantas pada bahan yang lebih tebal. Berbanding dengan kimpalan TIG, kimpalan MIG selalunya lebih pantas dan serba boleh, tetapi mengeluarkan lebih banyak percikan. Sekiranya aplikasi di tangan perlu memberi tumpuan kepada percikan kimpalan dan kualiti keseluruhan, maka kimpalan TIG adalah pilihan yang paling sesuai.
Mengekalkan Piawaian dalam Kimpalan untuk Mematuhi Keperluan TIG Tanpa Percikan
Ketepatan dalam keadaan kerja dan pematuhan kepada kawalan khusus perlu dikekalkan untuk kimpalan TIG bebas percikan berfungsi. Isu kritikal termasuk pemilihan elektrod, ketulenan dan jenis gas pelindung yang digunakan, dan penyelenggaraan peralatan. Selain itu, untuk memastikan arka yang stabil dan kawalan pencemaran, menggunakan gred elektrod tungsten yang betul juga memerlukan teknik pengisaran yang betul. Sudut pengisaran yang paling disyorkan untuk tungsten adalah antara 30 hingga 60 darjah, dengan mengambil kira amperage yang diperlukan dan bahan yang dikimpal.
Contoh gas pelindung ialah gas argon, yang mempunyai ketulenan 99.99%. Gas sedemikian adalah penting dalam mengekalkan persekitaran yang bersih untuk kimpalan. Mencemarkan komponen gas boleh menyebabkan pembentukan liang dan ketidaksempurnaan lain dalam manik kimpalan. Menetapkan kadar aliran gas pada 15 hingga 20 kaki padu sejam (CFH) menyediakan liputan tanpa pengadukan yang berlebihan yang boleh mengakibatkan bahan pencemar ditarik ke dalam kawasan kimpalan.
Membersihkan bahagian obor dan memeriksa hos untuk kebocoran adalah contoh kerja rutin dan penyelenggaraan yang membantu dalam prestasi optimum peralatan kimpalan. Kerja kimpalan paling baik dilakukan menggunakan bahan kerja yang bersih kerana sebarang mendapan permukaan seperti minyak, karat atau cat mengakibatkan percikan yang merendahkan kualiti kimpalan. Menyediakan permukaan kerja hendaklah dimulakan dengan kaedah yang berkesan seperti memberus dawai, agen penyahgris atau mengisar.
Mematuhi garis panduan ini bukan sahaja akan memberikan kimpalan bebas percikan, tetapi juga memanjangkan penggunaan dan kerosakan peralatan dan meningkatkan produktiviti semasa proses kimpalan.
Bagaimana untuk Membetulkan Isu Percikan dalam Projek Kimpalan?

Petua Pencegahan Percikan Kimpalan dan Jaminan Kualiti
Menangani isu kawalan percikan dan kualiti kimpalan memerlukan penetapan parameter kimpalan terlebih dahulu. Pastikan voltan, amperage dan kelajuan perjalanan yang betul ditetapkan mengikut bahan yang dikimpal dan prosedur kimpalan yang digunakan. Gunakan gas pelindung yang berkualiti dan tetapkan kadar alir yang betul supaya arka tidak diracuni. Untuk mengawal aliran percikan horripilation arka, ayunan arka yang tidak terkawal perlu diperiksa untuk protrusi elektrod yang berlebihan.
Kotoran, minyak, karat dan cat hendaklah dibuang menggunakan berus kimia, berus dawai dan pengisar sebelum letupan permukaan. Gunakan wayar dan elektrod yang sepadan untuk bahan habis pakai berdasarkan logam asas yang dikimpal.
Juga menjalankan penyelenggaraan rutin pada peralatan kimpalan. Muncung, petua sentuhan dan hos cenderung mengalami haus dan lusuh yang berlebihan. Untuk kawalan percikan kimpalan, teknik yang digunakan ialah melaraskan sudut obor mengenai bahan kerja supaya terdapat kawalan tangan yang mantap pada obor. Mengikuti amalan ini pasti akan mengawal percikan dan meningkatkan kualiti kimpalan secara konsisten.
Menangani Masalah Percikan Berlebihan
Untuk mula menyelesaikan masalah percikan, mulakan dengan melihat parameter kimpalan terlebih dahulu, kerana tetapan voltan, amperage atau kelajuan perjalanan yang tidak sesuai biasanya bertanggungjawab bersama percikan itu sendiri. Sahkan bahawa gas pelindung yang betul digunakan dan bahawa kadar aliran akan melindungi arka. Lihat kualiti dan jenis bahan habis pakai; contohnya, pastikan wayar atau elektrod serasi dengan mater asas. Bersihkan permukaan yang akan dikerjakan, kerana pencemaran seperti karat, gris dan cat membawa kepada percikan. Penyelenggaraan alatan secara berkala dengan menggantikan muncung atau sesentuh yang haus petua adalah penting dalam penstabilan prestasi arka. Akhir sekali, untuk kimpalan yang lebih bersih, teknik memegang obor yang betul pada sudut yang disyorkan dan mobiliti yang konsisten mesti digunakan.
Membersihkan Kawasan Kimpalan dengan Berus Dawai dan Kaedah Lain
Berus dawai ialah salah satu alat yang paling berguna untuk membersihkan kawasan kimpalan untuk menghasilkan ikatan yang kuat dan bebas daripada kecacatan. Bahan cemar seperti karat, kotoran, cat, atau pengoksidaan, pada bahan asas perlu dikeluarkan sebelum mengimpal supaya permukaan sedia untuk memberus. Berus dawai berguna selepas mengimpal untuk menyingkirkan sisa seperti sanga yang tidak menarik dan menyediakan permukaan untuk operasi seterusnya seperti menyalut atau mengecat. Untuk mencapai hasil yang terbaik, pastikan anda menggunakan berus dawai yang diperbuat daripada bahan yang sama dengan item yang sedang dibersihkan sama ada keluli, keluli tahan karat atau aluminium. Bergantung pada spesifikasi bahan kimpalan dan asas, kaedah pembersihan lain seperti mengampelas, mengisar atau penggunaan pembersih kimia boleh digunakan. Teknik ini membantu meningkatkan kualiti dan ketahanan kimpalan kerana ia menggalakkan permukaan yang bersih dan stabil.
Soalan-soalan yang kerap ditanya (FAQ)
S: Apakah isu yang boleh menyebabkan percikan kimpalan semasa kimpalan?
J: Percikan kimpalan berlaku atas beberapa sebab, termasuk tetapan yang tidak betul pada mesin kimpalan, teknik yang rosak atau bahan cemar pada bahan kerja. Sebagai contoh, dalam kes gangguan kolam kimpalan, percikan kimpalan mungkin berlaku disebabkan oleh panjang arka yang tidak betul, kelajuan kimpalan atau liputan gas pelindung yang tidak mencukupi.
S: Dalam cara apakah jenis kimpalan yang dilakukan mempengaruhi jumlah percikan kimpalan yang dihasilkan?
J: Teknik menghasilkan percikan yang berbeza, seperti kimpalan MIG dan TIG, memaparkan tahap percikan yang berbeza-beza. Kimpalan MIG, atau kimpalan arka logam gas, lebih berkemungkinan menghasilkan percikan yang berlebihan berbanding dengan kimpalan TIG kerana prosesnya melibatkan pemasukan berterusan wayar kimpalan yang, melainkan dikawal, mengakibatkan percikan yang teruk.
S: Apakah sebab untuk mengekalkan tetapan wayar dan gas yang betul dalam kimpalan MIG?
J: Tetapan wayar dan gas yang betul adalah penting untuk dicapai dalam kimpalan MIG kerana tetapan yang salah menjejaskan kualiti kimpalan, kadar suapan wayar dan meningkatkan percikan. Dengan tetapan yang betul, angin stabil pandangan tajam boleh dicapai di samping haba dan penembusan yang konsisten—percayalah, ia boleh dicapai cuma tetapkan parameter yang betul—yang sangat mengurangkan percikan.
S: Adakah kimpalan kayu menghasilkan lebih banyak percikan daripada kimpalan MIG dan TIG?
J: Ya, kimpalan kayu menghasilkan lebih banyak percikan daripada kimpalan MIG dan TIG kerana ia melibatkan operasi manual elektrod, yang membawa kepada variasi panjang dan kestabilan arka yang menghasilkan percikan yang lebih besar.
S: Apakah langkah berjaga-jaga yang perlu diambil untuk mengelakkan percikan semasa kimpalan MIG?
J: Untuk meminimumkan percikan dalam kimpalan MIG, adalah penting untuk menetapkan voltan dan arus ke tahap optimum, mengelakkan terlalu banyak pembersihan pada wayar kimpalan, menggunakan gas pelindung yang betul, dan mengekalkan jarak yang betul dari bahan kerja untuk mengelakkan gangguan pada kolam kimpalan.
S: Bagaimanakah kebersihan permukaan kimpalan menjejaskan percikan kimpalan?
J: Kebersihan permukaan kimpalan adalah penting dalam pengurangan percikan. Asap yang menghalang kebocoran permukaan seperti minyak, karat dan kotoran sangat merosot kualiti kimpalan arka dan kestabilan kolam yang membawa kepada percikan. Permukaan perlu dirawat terlebih dahulu untuk mengurangkan percikan dengan berkesan.
S: Apakah faktor terpenting yang menyebabkan percikan dalam kimpalan TIG?
J: Saiz dan bentuk elektrod tungsten boleh menyumbang kepada percikan dalam kimpalan TIG disebabkan oleh kadar aliran gas yang salah atau keadaan arka yang tidak stabil. Walaupun percikan adalah kurang daripada kimpalan MIG, TIG juga dipengaruhi oleh ketidakstabilan arka yang mengakibatkan percikan daripada pembentukan titisan kimpalan.
S: Bagaimanakah saya harus menghilangkan percikan kimpalan di tepi kimpalan?
J: Percikan kimpalan boleh dikeluarkan secara mekanikal dengan mengisar dan mengampelas, atau dengan cara kimia, seperti menggunakan semburan anti percikan. Penyelenggaraan dan ketertiban yang betul di bengkel kimpalan menjamin bahawa percikan tidak terkumpul daripada pembersihan kimpalan, memastikan penampilan logam kimpalan yang berkualiti.
S: Bagaimanakah kaedah kimpalan yang anda ingin gunakan akan menjejaskan kualiti kimpalan anda dari segi percikan?
A: Pilihan kaedah kimpalan sangat menentukan kualiti kimpalan anda, kerana ia boleh mengawal percikan. Sebagai contoh, menggunakan lengkok pendek dalam MIG mengurangkan percikan, manakala kelajuan atau sudut yang konsisten dalam TIG memastikan gangguan bahan cair berada pada jumlah terkawal yang menghasilkan kimpalan berkualiti tinggi tanpa percikan.
Sumber Rujukan
1. Sistem Pemantauan Percikan Kimpalan Titik Berdasarkan Penglihatan Mesin
- Authors: Xiaodong Wang, Zhengqiang Zhu, Hongyu Peng, Yongqiang Wang
- Diterbitkan dalam: 2023 Persidangan Antarabangsa Ke-3 Kejuruteraan Elektrik dan Teknologi Mekatronik (ICEEMT)
- Tarikh penerbitan: Julai 21, 2023
- Ringkasan: Kertas kerja ini membentangkan sistem pemantauan penglihatan mesin yang direka untuk menangkap dan menganalisis percikan semasa kimpalan titik rintangan. Sistem ini menggunakan kamera industri berkelajuan tinggi untuk menangkap beribu-ribu bingkai semasa kitaran tugas kimpalan, mengenal pasti bingkai utama yang mempamerkan ciri percikan yang ketara. Kajian ini membezakan kesan tekanan dan arus pada penjanaan percikan dan mengenal pasti fenomena percikan lain yang disebabkan oleh haus elektrod atau salah penjajaran. Sistem ini dilaksanakan menggunakan C++ dan menunjukkan operasi yang stabil, berkesan mengesan isu percikan dalam masa nyata(Wang et al., 2023, ms 76–80).
2. Ramalan Kadar Penjanaan Percikan Kimpalan dalam Pemindahan Litar Pintas oleh Rangkaian Neural Konvolusi
- Authors: Sanga Lee, H. Ryoo, Kangmyung Seo
- Diterbitkan dalam: Jurnal Kimpalan dan Cantuman
- Tarikh penerbitan: Februari 17, 2023
- Ringkasan: Kajian ini menggunakan rangkaian neural convolutional (CNN) untuk meramalkan kadar penjanaan percikan kimpalan semasa proses pemindahan litar pintas. Penulis membangunkan model yang menganalisis pelbagai parameter kimpalan untuk meramalkan penjanaan percikan, meningkatkan pemahaman dinamik percikan dalam kimpalan arka logam gas (GMAW). Penemuan menunjukkan bahawa model CNN boleh meramalkan kadar percikan secara berkesan, menyumbang kepada kawalan proses yang lebih baik dan jaminan kualiti dalam operasi kimpalan(Lee et al., 2023).
3. Kesan Masa Kimpalan dan Kuasa Elektrik terhadap Ciri-ciri Terma Percikan Kimpalan untuk Analisis Risiko Kebakaran
- Authors: Y. Shin, W. Awak
- Diterbitkan dalam: Tenaga
- Tarikh penerbitan: Disember 9, 2020
- Ringkasan: Penyelidikan ini menyiasat ciri terma percikan kimpalan yang dijana semasa kimpalan arka logam terlindung, memfokuskan pada hubungan antara masa kimpalan, kuasa elektrik dan risiko kebakaran. Kajian ini melibatkan persediaan eksperimen untuk mengawal sudut sentuhan dan kadar suapan, menganalisis korelasi antara isipadu percikan, diameter maksimum, halaju serakan, dan suhu. Keputusan menunjukkan bahawa peningkatan masa dan kuasa kimpalan membawa kepada saiz percikan yang lebih besar dan suhu yang lebih tinggi, memberikan pandangan tentang pengurusan risiko kebakaran semasa mengimpal(Shin & Awak, 2020).
4. Interaksi antara Bekalan Gas Perisai Tempatan dan Saiz Bintik Laser pada Pembentukan Percikan dalam Kimpalan Rasuk Laser AISI 304
- Authors: C. Diegel, T. Mattulat, K. Schricker, Leander Schmidt, T. Seefeld, J. Bergmann, P. Woizeschke
- Diterbitkan dalam: Sains Gunaan
- Tarikh penerbitan: 20 September 2023
- Ringkasan: Kertas kerja ini meneroka kesan bekalan gas pelindung tempatan dan saiz titik laser pada pembentukan percikan semasa kimpalan pancaran laser keluli tahan karat AISI 304. Penulis menjalankan eksperimen menggunakan saiz titik laser yang berbeza dan konfigurasi aliran gas, mengukur kuantiti, saiz, dan halaju percikan. Penemuan menunjukkan bahawa aliran gas tempatan dengan ketara mengurangkan pembentukan percikan, dan saiz titik laser mempengaruhi halaju aliran cair ke atas, yang seterusnya mempengaruhi dinamik percikan.(Diegel et al., 2023).
5. Kajian Mekanisme Pembentukan Jaring Percikan dan Mod Penembusan di bawah Kimpalan Laser Mod Cincin Fleksibel
- Authors: Yang Zhang, Jieshi Chen, Wenshuai Zhang, Chuangzong Li, C. Qiu, J. Ding, Haotian Lu, Kejin Zhang
- Diterbitkan dalam: Jurnal Penyelidikan dan Teknologi Bahan
- Tarikh penerbitan: Mac 1, 2023
- Ringkasan: Penyelidikan ini menyiasat mekanisme di sebalik pembentukan percikan dan mod penembusan dalam kimpalan laser mod cincin fleksibel. Penulis menganalisis pembentukan jaring percikan dan hubungannya dengan kedalaman penembusan kimpalan. Kajian ini menggunakan pengimejan berkelajuan tinggi untuk memerhatikan dinamik percikan dan memberikan pandangan dalam mengoptimumkan parameter kimpalan untuk meminimumkan penjanaan percikan.(Zhang et al., 2023).
6. Welding
7. Logam



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


