




Keluli Tergalvani: Bagaimana Salutan Zink Melindungi Logam dan Di Mana Bahan Ini Digunakan
Spesifikasi Pantas
| Bahan Asas | Keluli karbon atau besi yang disalut dengan zink |
| Suhu Mandian Zink | ~450 °C (840 °F) setiap ASTM A123 |
| Ketebalan Salutan Lazim (Celup Panas) | 45–85 µm (1.8–3.4 mil) setiap sisi |
| Berat Salutan G90 (ASTM A653) | Jumlah 0.90 oz/ft² (0.45 oz/ft² setiap sisi) |
| Kekuatan tegangan | 370–550 MPa (54,000–80,000 psi), bergantung pada gred keluli asas |
| Jangka Hayat Perkhidmatan (Luar Bandar/Pinggir Bandar) | 50–100+ tahun (setiap data masa-ke-penyelenggaraan-pertama AGA) |
| Piawaian Pentadbiran | ASTM A123/A123M, ASTM A653/A653M, ISO 1461 |
Keluli tergalvani ialah keluli karbon atau besi yang disalut dengan lapisan zink untuk mencegah karat dan kakisan. Salutan zink berfungsi sebagai anod korban–bermaksud zink menghakis terlebih dahulu, melindungi keluli di bawahnya walaupun permukaannya tercalar atau rosak. “Perlindungan berganda” ini menjelaskan mengapa logam tergalvani terdapat dalam segala-galanya daripada rel pengawal lebuh raya hinggalah panel badan automotif.
Walau bagaimanapun, tidak semua salutan tergalvani adalah sama, dan bergantung pada bagaimana keluli tergalvani dibuat—dikimpal, dipotong laser atau dibentuk—keselamatannya seperti yang diterangkan oleh kebanyakan panduan adalah berbeza secara asasnya. Artikel ini merangkumi pelbagai jenis keluli yang digunakan dalam galvanisasi, membandingkan jenis salutan dengan spesifikasi yang boleh diukur dan menangani parameter keselamatan fabrikasi yang tidak diutamakan oleh aplikasi bahan tergalvani tetapi kebanyakan panduan dalam talian tidak memasukkannya.
Bagaimana Proses Galvanisasi Berfungsi
Galvanisasi ialah proses penggunaan salutan zink pelindung pada keluli atau besi untuk mencegah kakisan. Proses pegalvanisasi yang paling biasa — pegalvanisasi celup panas — melibatkan perendaman keluli yang telah disediakan ke dalam tab mandi zink cair yang dipegang pada suhu kira-kira 450 °C (840 °F). Sebaik sahaja masuk ke tab mandi, tindak balas metalurgi berlaku antara zink cair dan besi dalam keluli, membentuk satu siri lapisan aloi zink-besi yang mengikat lapisan pelindung tahan lama pada logam asas.
Langkah demi Langkah Galvanisasi Celup Panas
Galvanisasi celup panas mengikuti urutan tetap yang menentukan kualiti salutan dan lekatan:
- Penyediaan Permukaan – Keluli dinyahgris dalam larutan kaustik, dijeruk dalam asid untuk menghilangkan kerak dan karat kilang, kemudian dicelupkan ke dalam larutan fluks (biasanya zink ammonium klorida) untuk mencegah pengoksidaan sebelum memasuki rendaman zink.
- Rendaman – Keluli bersih diturunkan ke dalam rendaman zink cair. Bahagian struktur kekal direndam selama 3-6 minit, sekali lagi bergantung pada berat dan ketebalan bahagian tersebut. Semasa rendaman, lapisan aloi besi-zink terbentuk melalui resapan.
- Penarikan dan Penyejukan – Keluli ditarik balik pada kelajuan terkawal. Zink berlebihan disalurkan keluar, dan salutan mengeras apabila kepingan itu menyejuk. Lapisan paling luarnya terdiri daripada zink yang hampir tulen, manakala lapisan dalamannya semakin kaya dengan besi.
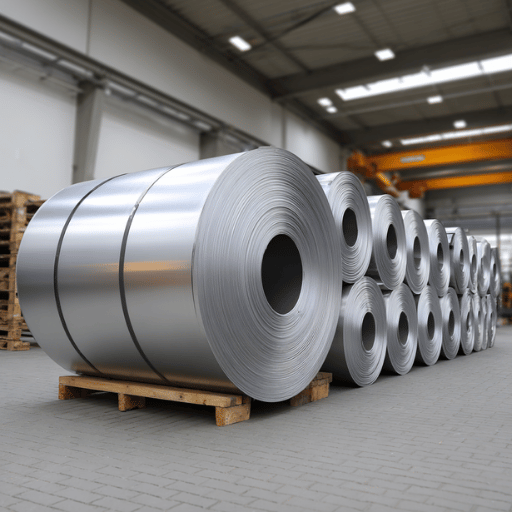
Untuk pengeluaran kepingan keluli tergalvani berterusan berkelajuan tinggi, proses ini berjalan pada kelajuan sehingga 600 kaki seminit. Untuk mengawal ketebalan salutan dengan tahap ketepatan yang tinggi, rendaman zink cair dipantau pantas dengan pisau udara - jet tekanan tinggi yang terletak di atas rendaman zink.
📐 Nota Kejuruteraan
Piawaian yang mengawal salutan tergalvani celup panas pada keluli struktur ialah ASTM A123 / A123M, dikemas kini terbaru pada Julai 2017. Antara banyak perubahan, kemas kini 2017 memperkenalkan panduan tambahan tentang mentafsir keperluan ketebalan salutan minimum (Jadual 1) berdasarkan jenis bahan dan ketebalan permukaan keluli. ASTM A123 menetapkan semua nombor ketebalan sebagai minimum dan tidak menyatakan maksimum. Piawaian ini memastikan keluli dilindungi daripada kakisan untuk kegunaan keluli tergalvani yang dimaksudkan dalam pembuatan dan pembinaan keluli.
Jenis-jenis Salutan Keluli Tergalvani
Salutan tergalvani merupakan istilah luas yang sebenarnya merangkumi beberapa kaedah berbeza, yang mana-mana satu akan menghasilkan salutan yang berbeza untuk produk keluli yang berbeza. Memilih kaedah penggalvanan yang betul bergantung pada bentuk keluli, ketebalan salutan dan persekitaran penggunaan akhir.
| kaedah | Ketebalan salutan | Piawaian ASTM | Aplikasi tipikal |
|---|---|---|---|
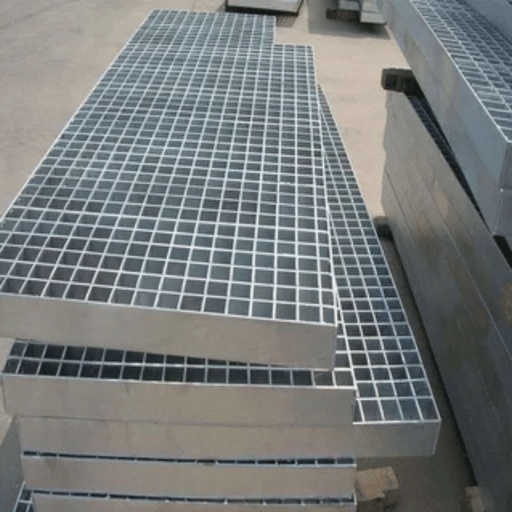
| Celup Panas (Berkumpulan) | 45–85 µm setiap sisi | ASTM A123 | Keluli struktur, pagar pengaman, menara penghantaran |
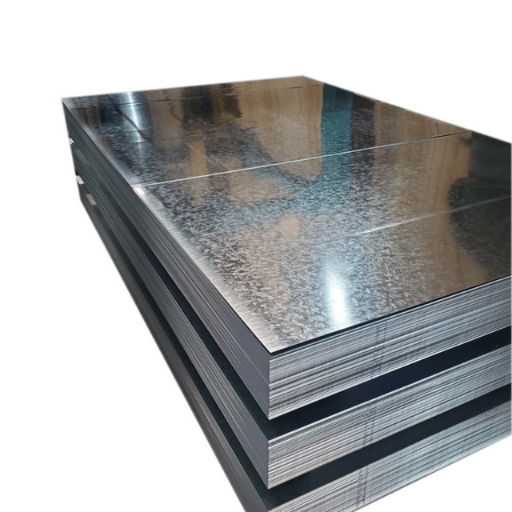
| Celup Panas (Berterusan) | 7–42 µm setiap sisi (G30–G235) | ASTM A653 | Lembaran keluli tergalvani, bumbung, panel automotif |
| Electrogalvanizing | 5–25 µm setiap sisi | ASTM A879 | Peralatan, penutup elektronik, permukaan yang boleh dicat |
| Galvannealing | 40–60 µm (aloi besi-zink) | ASTM A653 (Penandatanganan A) | Panel badan automotif yang memerlukan lekatan cat |
Berat salutan yang paling biasa ditentukan untuk kepingan keluli tergalvani berterusan ialah G90, mewakili jumlah 0.90 oz/ft² (0.45 oz/ft² setiap sisi), atau setara metrik Z275. Untuk kekuatan yang lebih rendah atau sebagai pilihan penjimatan kos, G60 (0.60 oz/ft², metrik Z180) memberikan perlindungan yang mencukupi dengan bahan yang agak kurang. G90 sahaja diramalkan akan bertahan lebih 50 tahun dalam keadaan atmosfera biasa.
Elektrogalvanisasi menyediakan lapisan zink yang lebih nipis dan seragam berbanding teknik celup panas, justeru menjadikannya lebih baik di tempat kepingan keluli tergalvani kemudiannya akan dicat. Salutan celup panas membentuk corak kilauan yang boleh menembusi filem cat nipis. Apabila logam ukiran laser Permukaan, kemasan elektrogalvani menawarkan konsistensi kontras tanda yang lebih baik.
Sifat Keluli Tergalvani dan Rintangan Kakisan
Rintangan kakisan keluli tergalvani datang daripada dua mekanisme yang berfungsi serentak. Salutan zink mewujudkan penghalang fizikal yang menghalang kelembapan dan oksigen daripada sampai ke keluli asas. Di luar penghalang itu, perlindungan katodik korban adalah pertahanan utama terhadap kakisan.
Zink mempunyai potensi elektrod yang lebih negatif (−0.76 V pada skala elektrod hidrogen standard) berbanding keluli (−0.44 V). Apabila kedua-dua logam bersentuhan dengan elektrolit seperti air hujan, zink akan menghakis secara istimewa manakala keluli kekal terlindung. Walaupun salutan tergalvani tercalar atau rosak, zink di sekelilingnya terus melindungi keluli yang terdedah merentasi jurang sehingga 1/4 inci (6 mm) diameter — sifat yang tidak dapat ditiru oleh cat atau salutan polimer.
Penyelidikan dari Persatuan Galvaniser Amerika (AGA) menunjukkan kadar kakisan keseluruhan zink menghakis pada kira-kira 1/10 keluli terdedah dalam persekitaran yang paling ideal, dan antara 1/40 (kes terbaik) dan 1/10 (terburuk) untuk persekitaran luar biasa. Bagi keluli struktur dengan 3-5 mil salutan zink, ini bersamaan dengan jangka hayat selama 75+ tahun dalam tanah dengan sifat menghakis sederhana, dan 25-50 tahun walaupun dalam persekitaran yang sangat menghakis. Semasa 6-12 bulan pendedahan luar awal, permukaan zink segar membentuk patina pelindung zink oksida dan zink karbonat yang seterusnya memperlahankan kadar kakisan.
📐 Nota Kejuruteraan
Jangka hayat boleh berbeza. Menurut data AGA untuk salutan G90 biasa: Luar bandar: 70-100+ tahun | Pinggir bandar: 50-75 tahun | Laut sederhana: 30-50 tahun | Perindustrian berat: 20-25 tahun. Dalam keadaan pH < 4 atau > 12.5 yang lebih tinggi, kepekatan oksigen atau SO2 yang lebih tinggi atau persekitaran yang lebih teruk, gunakan sistem dupleks – zink ZolselitheleB Belazik digandingkan dengan lapisan atas yang serasi.
Keluli Tergalvani lwn Keluli Tahan Karat
Berbanding dengan keluli tahan karat, keluli tergalvani menawarkan pendekatan yang berbeza terhadap rintangan kakisan pada titik harga yang berbeza. Keluli tergalvani bergantung pada lapisan logam zink yang dikorbankan, manakala keluli tahan karat bergantung pada filem kromium oksida penyembuhan sendiri yang terbentuk pada permukaannya. Sekeping keluli perindustrian dijangka tahan beberapa dekad dalam kedua-dua bentuk, tetapi kos dan prestasinya berbeza dengan ketara.
| Hartanah | Keluli tergalvani | Stainless Steel (304) |
|---|---|---|
| Kekuatan tegangan | 370–550 MPa | 515–620 MPa |
| Kos Anggaran | $0.40–0.80/lb | $1.50–3.00/lb |
| Mekanisme Kakisan | Anod zink korban (digunakan dari semasa ke semasa) | Filem pasif Cr₂O₃ penyembuhan sendiri |
| Rintangan Marin/Kimia | Sederhana — zink berkurangan lebih cepat dalam garam/asid | Cemerlang — filem pasif menjana semula |
| Kebolehkerjaan | Kemuluran yang lebih tinggi, lebih mudah dibentuk/dibengkokkan/dicap | Kemuluran yang lebih rendah, lebih sukar untuk dimesin |
| Lekatan Cat | Memerlukan primer etsa atau permukaan galvanis | Menerima cat secara langsung dengan lelasan ringan |
| Hayat Perkhidmatan Biasa | 20–100+ tahun (bergantung kepada persekitaran) | 50–100+ tahun (bergantung kepada persekitaran) |
Bila hendak memilih setiap bahan
- Pilih keluli tergalvani apabila kos menjadi keutamaan dan persekitarannya sesuai — keluli standard dan aloi keluli tergalvani berfungsi dengan baik apabila produk keluli akan dibentuk, dibengkokkan atau dicap untuk rangka pembinaan, pagar, kerja saluran dan fabrikasi umum.
- Pilih keluli tahan karat dengan tujuan untuk pemprosesan makanan, persekitaran marin, pendedahan kepada cecair atau bahan kimia, dan aplikasi di mana (dalam kes yang kedua) salutan tergalvani yang lebih tahan lama atau sanitasi produk mengurangkan keperluan perlindungan zink.
- Pertimbangkan perkara ini bersama-sama untuk fabrikasi struktur di mana pengikat keluli tahan karat mencengkam anggota keluli yang diperbuat daripada keluli tergalvani. Untuk kes ini, asingkan logam yang berbeza dengan pencuci nilon/gasket penebat untuk mencegah kakisan galvanik pada antara muka.
Kegunaan Biasa untuk Keluli Tergalvani Merentasi Industri
Keluli tergalvani digunakan dalam hampir setiap industri yang memerlukan produk logam yang tahan lasak dan tahan kakisan tanpa menyerap premium kos yang tinggi. Lapisan tergalvaninya bertindak sebagai logam untuk melindungi keluli asas daripada pendedahan alam sekitar. Keluli lembut dan keluli standard kedua-duanya mendapat manfaat daripada penggalvanan, menjadikannya mencukupi untuk keadaan luar dan kelembapan tinggi di mana keluli karbon yang tidak bersalut akan merosot dalam beberapa tahun.
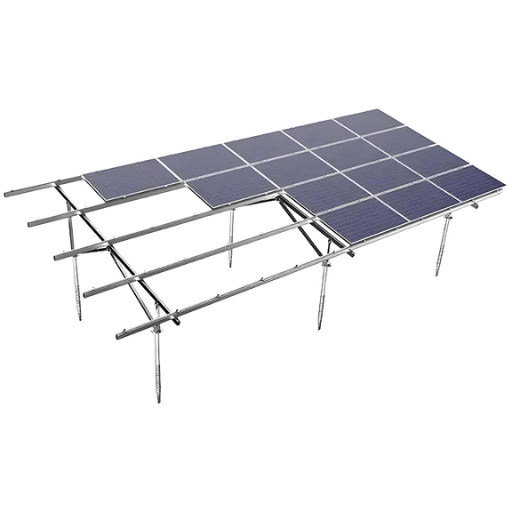
Pembinaan dan Infrastruktur
Kerangka keluli struktur, panel bumbung, sarung dinding, longkang hujan dan sistem pengairan semuanya bergantung pada kepingan keluli tergalvani dan bentuk struktur. Rel pengawal lebuh raya dan palang tetulang untuk jambatan digalvani setiap satu. ASTM A123 untuk menahan garam jalan raya dan unsur-unsur alam selama beberapa dekad. Menara penghantaran dan tiang utiliti adalah bahagian keluli tergalvani celup panas kelompok — keluli tergalvani yang digunakan untuk tugas jangka panjang dan bebas masalah di lokasi terpencil. Keluli selalunya merupakan logam asas dalam struktur ini kerana tiada alternatif keluli popular lain yang sepadan dengan nisbah kos kepada jangka hayat keluli tergalvani.
Pembuatan Automotif
Kenderaan menggunakan kepingan keluli tergalvani untuk 85-100% bahagian struktur dan panel badannya. Pengilang memerlukan keluli celup panas atau keluli tergalvani yang berterusan untuk mencapai tempoh jaminan kakisan selama 10-12 tahun sambil mengambil kira harga bahan di bawah pilihan keluli tahan karat. Selepas membentuk, mesin penanda laser sering digunakan untuk mengukir nombor bahagian dan kod kebolehkesanan secara kekal pada komponen keluli.
Pertanian dan Ternakan
Silo penyimpanan bijirin, habitat haiwan ternakan, pagar dan paip penyiraman selalunya diperbuat daripada keluli tergalvani. Tergalvani juga kadangkala digunakan untuk palung air, sistem pemakanan dan rangka rumah hijau dalam pertanian komersial. Tanpa salutan zink, keluli terdedah akan berkarat dalam beberapa bulan akibat kelembapan, najis haiwan dan bahan kimia baja.
Elektrik dan Telekomunikasi
Dulang kabel, saluran, penutup elektrik dan struktur menara telekomunikasi menggunakan keluli tergalvani untuk jangka hayat perkhidmatan luar yang lebih lama. Penandaan laser CO2 kadangkala digunakan untuk mengenal pasti penutup elektrik tergalvani dengan tanda pematuhan peraturan tanpa menjejaskan salutan pelindung.
Bolehkah Anda Mengimpal dan Memotong Keluli Tergalvani dengan Laser?

Ya, keluli tergalvani boleh dikimpal dan dipotong dengan laser — tetapi kedua-dua operasi memerlukan langkah berjaga-jaga melebihi keperluan keluli karbon kosong. Keluli yang digunakan dalam bentuk tergalvani celup panas memerlukan pengendalian yang teliti kerana permukaan keluli yang terdedah di bawah lapisan tergalvani bertindak balas secara berbeza di bawah haba. Zink memperkenalkan bahaya keselamatan dan pembolehubah proses yang mengubah cara anda memasang peralatan dan melindungi pekerja.
Kimpalan Keluli Tergalvani: Keselamatan Diutamakan
Apabila keluli tergalvani dipanaskan melebihi 420 °C semasa kimpalan, salutan zink akan mengewap menjadi asap zink oksida. Menyedut asap ini mengakibatkan keadaan yang dipanggil demam asap logam dengan sensasi dan gejala logam berikutnya – menggigil, demam, loya dan ketidakselesaan otot – muncul 3-10 jam selepas terdedah. OSHA meluluskan tahap maksimum yang dibenarkan (PEL) untuk wasap zink oksida sebagai 5 mg/m³ dalam syif 8 jam biasa. NIOSH mengesyorkan pendedahan jangka pendek (STEL) sebanyak 10 mg/m³ selama mana-mana 15 minit.
Mengikut OSHA 29 CFR 1926.353, kimpalan keluli tergalvani memerlukan pengudaraan ekzos tempatan yang boleh diletakkan sedekat mungkin dengan arka elektrik. Respirator yang membekalkan udara segar adalah penting dengan pencahayaan di ruang terkurung tertutup. Kebanyakan fabrikasi merawat lokasi kimpalan terlebih dahulu dengan pengisaran dan pembersihan laser atau penjerukan asid dan selepas kimpalan, salut semula sambungan.
Pembersihan laser gentian—kaedah terbaik untuk menanggalkan salutan zink sebelum kimpalan membawa sumber laser ke tempat kerja di lapangan. Ini mengelakkan penghasilan habuk dan bahan habis pakai pengisaran. Pembersihan laser menanggalkan salutan sambil meninggalkan zon ketebalan yang betul pada keseluruhan kawasan persediaan kimpalan. Peralatan fotonik mudah alih, jadi sumber laser gentian dipindahkan ke tempat kerja.
Keluli Tergalvani Memotong Laser
Pemotongan keluli tergalvani dengan laser adalah wajar dengan mengandaikan gas bantuan yang betul digunakan. Oksigen tidak berfungsi, walaupun untuk memotong tergalvani. Zink bertindak balas dengan oksigen untuk membentuk zink oksida, yang mengganggu bahagian hadapan pengoksidaan terkawal di tepi potong. Di samping itu, oksigen menghasilkan kualiti tepi yang tidak memuaskan dan menghasilkan asap beracun dalam jumlah yang lebih besar daripada yang dijangkakan di kemudahan kilang yang dilupuskan nitrogen.
📐 Nota Kejuruteraan
Parameter pemotongan laser gentian untuk keluli tergalvani: Gas Penolong=N2, 10-20 bar. Kelajuan pemotongan perlu dikurangkan sebanyak 25-30% walaupun untuk penyaduran keluli karbon kosong pada ketebalan yang sama untuk menembusi salutan zink mulur. Laser gentian 2 kW boleh memotong sehingga ~10 tolok (3.4mm); unit 6 kW boleh memotong setebal 1/4″ (6.35mm). Sentiasa periksa Mesin laser CNC Penarafan sistem pengekstrakan wasap untuk penapisan habuk zink oksida.
Kelebihan dan Kelemahan Keluli Tergalvani
✔ Kelebihan
- Kos seumur hidup yang lebih rendah—perancangan untuk kurang daripada 80% penggalvanan awal berbanding keluli tahan karat, dengan servis bebas penyelenggaraan selama 20+ tahun
- Pembaikan cip secara automatik—perlindungan katodik membaiki calar sehingga ¼” panjang tanpa campur tangan luaran
- Liputan lengkap—rawatan penggalvani celup panas mencapai semua bahagian luar dan dalam
- Pemeriksaan melalui penglihatan—memberi tumpuan kepada integriti salutan tidak memerlukan peralatan
- Kitar Semula—zink dan keluli dikumpulkan tanpa pengendalian khas dalam aktiviti kitar semula keluli standard
- Prestasi terbukti—acuan keluli lembaran dengan salutan zink pada permukaan tergalvani mempunyai data lapangan yang disahkan selama 75+ tahun
⚠ Had
- Sumber bahaya asap zink—kimpalan dan pemotongan terma memerlukan pengudaraan industri mengikut piawaian OSHA
- Had suhu maksimum—pendedahan berterusan melebihi 200 °C (390 °F) menyebabkan kemerosotan salutan zink dipercepatkan
- Perubahan kosmetik—zink cerah berubah menjadi patina kelabu kusam dalam masa 6-12 bulan apabila keluli menyejuk selepas tergalvani (kosmetik, bukan struktur)
- tidak sesuai untuk persekitaran yang agresif—asid kuat (pH atau 4) dan alkali kuat (pH atau 12.5) boleh melarutkan lapisan zink.
- potensi kakisan galvanik—kesan langsung kuprum, loyang atau pelbagai logam pada zink meningkatkan kadar kakisan
- mengecat semula diperlukan selepas fabrikasi—selepas plat, kimpalan dan potongan memerlukan cat kaya zink atau penggilapan semula
- ✔
Senarai Semak Pemilihan Bahan: Sebelum menentukan keluli tergalvani, sahkan: (1) suhu operasi kekal di bawah 200 °C, (2) julat pH ialah 4–12.5, (3) tiada sentuhan langsung dengan kuprum atau loyang, (4) pelan fabrikasi mengambil kira penyingkiran zink sebelum kimpalan, dan (5) jangka hayat perkhidmatan sasaran sejajar dengan berat salutan yang dipilih.
Soalan Lazim Mengenai Keluli Tergalvani

S: Adakah keluli tergalvani akan berkarat?
Lihat Jawapan
S: Apakah kelemahan keluli tergalvani?
Lihat Jawapan
S: Adakah tergalvani lebih baik daripada keluli tahan karat?
Lihat Jawapan
S: Berapa lama keluli tergalvani tahan?
Lihat Jawapan
S: Adakah keluli tergalvani bersifat magnet?
Lihat Jawapan
S: Bolehkah keluli tergalvani dicat?
Lihat Jawapan
S: Adakah mengimpal keluli tergalvani berbahaya?
Lihat Jawapan
Memerlukan pemotongan, penandaan atau pembersihan keluli tergalvani yang tepat? UD Machine menawarkan teknologi laser gentian yang direka untuk penyediaan permukaan, penandaan bahagian atau penyingkiran salutan merentasi spektrum produk keluli tergalvani yang lengkap.
Mengenai Analisis Ini
Maklumat ini adalah berdasarkan piawaian ASTM dan ISO yang tersedia, penyelidikan industri Persatuan Galvanizer Amerika dan garis panduan OSHA. Parameter pemotongan dan kimpalan laser gentian adalah daripada data pemotongan yang diterbitkan untuk kepingan dan plat keluli bersalut zink. UD Machine membuat sistem penandaan laser dan pembersihan laser yang digunakan dalam proses keluli tergalvani – kami mengarang dokumen ini untuk membantu jurutera dan pembeli memahami sifat-sifat bahan yang mereka kendalikan setiap hari.
Rujukan & Sumber
- ASTM A123/A123M – Piawaian untuk Galvanisasi Celup Panas – Persatuan Galvanizer Amerika
- ASTM A123-17: Piawaian Salutan Zink (tergalvani celup panas) – Blog ANSI
- Perlindungan Kakisan – Mengapa Tentukan Galvanisasi – Persatuan Galvanizer Amerika
- Penggalvanan Lembaran Berterusan: ASTM A653 (G60, G90) – Persatuan Penggalvan Amerika
- Mengawal Asap & Gas yang Menyucuk; Kimpalan – Jabatan Buruh AS, OSHA
- 29 CFR 1926.353 – Pengudaraan & Perlindungan dalam Kimpalan—Jabatan Buruh AS, OSHA
- Galvanisasi ialah proses di mana permukaan sesuatu bahan, selalunya logam, disalut dengan lapisan pelindung logam lain, biasanya zink; istilah ini juga digunakan untuk menggambarkan pembentukan filem oksida pelindung pada logam.
Artikel yang berkaitan
- Mesin pembersih laser gentian—penyingkiran salutan, keluli dan karat—Kemco Korea.
- Ledva et Laser Advertise Apparatus – kekal Nota Loci.
- Bærbar laser rengjøring – fjerning perak mudah alih untuk sveising felt, portabel Laserfjerning av sink
- Mesin Penanda Laser 3 D Untuk melakukan ukiran, bahagian-bahagian (terutamanya bahagian melengkung seperti peralatan keluli berada di bawah tanda) dihasilkan oleh peralatan laser tiga paksi.
- Mengandungi maklumat tentang syarikat UD, Machine Solution Technology



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


