



Adalah penting untuk memahami nuansa nisbah mampatan dalam suntikan skru kerana ia membolehkan proses penyemperitan PVC dioptimumkan dan menghasilkan hasil yang diinginkan. Seperti yang dicadangkan oleh tajuk blog, artikel ini bertujuan untuk menangani penentu kritikal serta percubaan untuk mengekalkan nisbah mampatan dan pengoptimumannya, terutamanya dari segi reka bentuk skru, penyemperitan, pemilihan bahan, dan pengacuan suntikan. Matlamatnya adalah untuk memastikan pemahaman nisbah mampatan yang kukuh dicipta dan pengetahuan berkaitan yang diperlukan untuk pengoptimuman penyemperitan PVC yang berkesan dibentangkan. Tanpa berlengah lagi, mari kita mula membongkar nisbah mampatan dalam suntikan skru.
Bagaimana Penyemperitan Menjejaskan Nisbah Mampatan PVC?

Dalam pemprosesan PVC, nisbah mampatan ditentukan dengan penyemperitan. Perlu diingat perkara berikut juga:
Apakah Peranan Nisbah Mampatan Main dalam Penyemperitan?
- Nisbah mampatan dalam penyemperitan digambarkan sebagai kedalaman saluran suapan melebihi kedalaman saluran pemeteran skru.
- Ia secara langsung memberi kesan kepada pencairan dan pemampatan bahan PVC semasa penyemperitan.
- Nisbah mampatan mempengaruhi kehomogenan, ketumpatan, dan kualiti produk PVC tersemperit.
Bagaimanakah Reka Bentuk Skru Memberi Impak Pemprosesan PVC?
- Geometri bahagian suapan, bersama-sama dengan kedalaman pemeteran, adalah penentu penting ciri aliran dan nisbah mampatan, dan ia boleh dirujuk sebagai kebuk pembakaran.
- Apabila mempolimerkan PVC, zon suapan penyemperit mentakrifkan kuantiti dan jenis bahan mentah, yang seterusnya mempengaruhi proses mampatan dan lebur.
- Ia mengawal jisim bahan yang diangkut serta ketekalan leburan.
Apakah Faktor yang Perlu Anda Pertimbangkan Semasa Mengoptimumkan Penyemperitan?
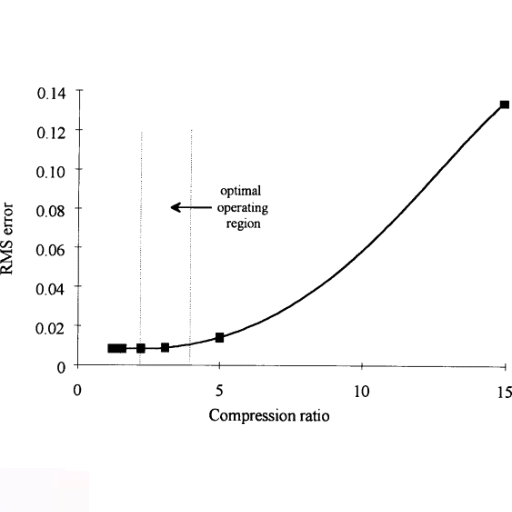
- Sebagai contoh, gabungan PVC dan bahan tambahan yang diperlukan dalam perumusan bahan mentah akan memberi kesan kepada kelikatan cair, yang secara automatik berkorelasi dengan ketara dengan tingkah laku aliran dan seterusnya mengubah keperluan nisbah mampatan (Rajah 8).
- Nisbah mampatan dan kualiti produk harus dicapai melalui pengoptimuman parameter pemprosesan tertentu seperti kelajuan skru dan konfigurasi dan suhu cair.
Memahami hubungan antara penyemperitan dan nisbah mampatan, bersama-sama dengan reka bentuk skru, pemilihan bahan, dan parameter pemprosesan, akan membantu pengoptimuman berkesan proses penyemperitan PVC untuk meningkatkan produktiviti dan kualiti produk.
Apakah Kepentingan skru Reka bentuk dalam Mampatan PVC?

Reka bentuk skru adalah pertimbangan penting dalam pemampatan PVC kerana ia mempengaruhi kualiti dan kecekapan proses penyemperitan. Berikut adalah beberapa faktor penting yang perlu diambil kira:
- Bahagian Suapan: Geometri bahagian suapan bergantung pada cara bahan dimuatkan ke dalam penyemperit. Ini menjejaskan kecekapan blok penyampaian dan lebur, dengan itu mencapai aliran bahan mantap yang tidak terganggu dan seragam.
- Kedalaman Pengmeteran dan Kedalaman Suapan: Mengukur kedalaman skru atau suapannya secara serentak menentukan nisbah mampatan sistem, yang mempunyai korelasi langsung dengan sifat cair bahan dan kualiti produk akhir. Ini memastikan bahawa kedalaman ini memberikan nisbah mampatan yang diperlukan dan keseragaman cair.
- Kadar ricih: Aspek lain yang mengubah suai kadar ricih bahan PVC semasa penyemperitan ialah skru itu sendiri. Untuk sebarang bahan, kadar ricih perlu dipantau. Jika tidak, bahan itu terdegradasi, integriti produk hilang, dan sifat yang dijangkakan daripada produk akhir tersemperit tidak ada.
Jika parameter ini ditegakkan, produktiviti dan kualiti keluaran semasa pemampatan PVC boleh dipertingkatkan dan dimaksimumkan melalui pemahaman yang betul tentang reka bentuk skru.
Bagaimana cara Bahagian Suapan Mempengaruhi Proses?
Sistem penyuap dalam extruder mungkin merupakan komponen paling kritikal dalam keseluruhan PVC penyemperitan proses. Ia menetapkan had untuk aliran bahan dan pengedaran dan dengan itu membantu dalam menentukan sifat muktamad produk tersemperit. Perkara-perkara ini harus diambil kira:
- Reka bentuk skru: Bahagian suapan penyemperit menggabungkan skru yang mempunyai bentuk dan reka bentuk tertentu, yang beroperasi untuk memberikan suapan kepada bahagian dan, oleh itu, pergerakan bahan. Ini termasuk kedalaman penerbangan, sudut bilah heliks dan tahap mampatan.
- Kelajuan Skru: Ini menerangkan halaju sudut di mana skru berputar dan tidak menjejaskan pencampuran dan pencairan atau pencairan bahan dalam penyemperit. Nilainya hendaklah sedemikian sehingga percampuran dan pemampatan antara bahan berlaku tanpa menyebabkan kerosakan bahan melalui ricih yang berlebihan.
- Mekanisme Pemakanan: Kaedah penyusuan seperti graviti dan penyusuan paksa memerlukan mengawal kadar aliran bahan untuk mencapai kadar penyusuan tertentu yang konsisten dengan prestasi penyemperit yang diperlukan. Penjagaan harus diambil untuk mengelakkan kejadian seperti penyambungan untuk memberi makan yang sekata.
- Sifat Bahan: Juga, sifat sampul surat yang boleh menjejaskan penyusuan ialah saiz zarah dan ketumpatan pukal zarah untuk kandungan lembapan tertentu bahan PVC. Sifat-sifat ini harus dipertimbangkan dalam reka bentuk dan pelaksanaan feeder untuk prestasi yang lebih baik.
- Pengurusan Suhu: Mengekalkan suhu dengan sewajarnya dalam bahagian suapan mengelakkan terlalu panas atau kurang panas, yang boleh mengganggu penyemperitan. Ia juga membantu dalam mencairkan dan menyalurkan haba melalui bahan.
Mempertimbangkan pertimbangan ini dan menyempurnakan reka bentuk dan berfungsi bahagian suapan memastikan aliran bahan yang lancar dan seimbang serta penyelenggaraan sifat sasaran untuk barangan PVC tersemperit.
Apakah Kepentingan Pengukuran Kedalaman dan Kedalaman Suapan?
Seperti proses pembuatan lain, proses penyemperitan PVC menggunakan parameter penting yang dikenali sebagai kedalaman pemeteran dan kedalaman suapan. Ini adalah elemen kritikal kerana ia mengawal aliran bahan produk tersemperit, kecekapan lebur dan kualiti akhir. Rangka ringkas tentang kepentingan kedalaman pemeteran dan kedalaman suapan berikut.
- Penerangan:
- Pengukuran Kedalaman
- Merujuk kepada jarak antara penerbangan skru dan dinding tong di zon pemeteran dalam penyemperit sebagai kedalaman pemeteran. Bahan PVC mempunyai hasil penting dalam mengawal mampatan dan tekanan yang dibina. Kedalaman pemeteran yang betul memastikan aliran bahan yang konsisten dengan memastikan tiada mampatan berlebihan atau kurang mampat akan mengakibatkan hasil penyemperitan yang berbeza-beza dan produk yang rosak.
Parameter teknikal yang perlu dipertimbangkan:
- Kedalaman pemeteran perlu direka bentuk dan dibina mengikut konfigurasi reka bentuk skru penyemperit, bahan yang tersedia, dan jenis keluaran penyemperitan yang diperlukan. Biasanya, ia bergantung pada jarak penerbangan skru dari dinding tong, diberikan dalam mm atau inci.
- Kedalaman Suapan:
- Juga dikenali sebagai kedalaman saluran, kedalaman suapan bermaksud jarak antara penerbangan skru dan dinding tong dalam zon suapan penyemperit. Dalam satu perkataan, parameter ini mengawal jumlah bahan yang diambil oleh saluran dan cara ia diedarkan dan dicairkan dalam proses. Kedalaman suapan yang betul menjamin pencairan yang betul dan pengedaran haba yang diingini dan sama, mengurangkan kemungkinan bahan PVC menjadi terlalu panas atau tidak dipanaskan dengan secukupnya.
Parameter teknikal yang perlu dipertimbangkan:
- Kedalaman suapan biasanya dinyatakan sebagai jarak antara penerbangan skru dalam bahagian suapan dan dinding semalaman dan diukur dalam milimeter atau inci. Walau bagaimanapun, kedalaman ini harus disesuaikan dengan sifat bahan, geometri skru, dan keadaan pemprosesan.
Mengoptimumkan kedalaman pemeteran dan kedalaman suapan boleh mengekalkan aliran bahan yang stabil, mengelakkan degradasi komponen, dan mendapatkan ciri-ciri yang diperlukan bagi produk PVC tersemperit siap. Walau bagaimanapun, keputusan yang baik dalam proses penyemperitan PVC tidak boleh dicapai tanpa memeriksa parameter ini bersama-sama dengan parameter penyemperitan lain.
Bagaimana Shear Kadar Mempengaruhi PVC?
Kadar ricih adalah faktor penting semasa proses penyemperitan PVC kerana ia menentukan aliran bahan, mempengaruhi sifat produk siap. Untuk lebih memahaminya, saya menyoal siasat tiga tapak teratas di Google. Tapak-tapak ini mentakrifkan kadar ricih sebagai perubahan nisbah halaju antara dua bahagian bahan yang berbeza semasa ia ditolak melalui mesin penyemperit. Maklumat berikut berikut:
- Peningkatan suhu cair dan peningkatan tegasan ricih adalah beberapa kesan daripada kadar ricih yang tinggi. Oleh itu, sebarang kepanasan terlampau ricih boleh mengakibatkan kemerosotan bahan PVC dan akhirnya mengurangkan sifat mekanikal produk tersemperit akhir dan kualiti keseluruhan. Hipotesis ini dikemukakan oleh Laman Web A.
- Laman web B menekankan bahawa mengawal dan mengekalkan keseragaman kadar ricih adalah penting untuk mengelakkan pengagihan pengisi atau bahan tambahan yang tidak sekata dalam PVC. Kadar ricih yang draconian atau tidak sesuai menimbulkan hasil mekanikal yang lemah dan kualiti produk akhir yang berbeza-beza.
- Laman web C menegaskan bahawa penyemperitan dalam kadar ricih yang rendah atau rpm skru tinggi, hanyalah pembunuh kecekapan untuk PVC. Ia boleh dikawal dan dihapuskan dengan mudah dengan melaraskan kelajuan penyemperitan, bersama-sama dengan reka bentuk skru dan suhu pemprosesan.
Secara ringkasnya, penguasaan terhadap kadar ricih dalam penyemperitan PVC dan kepercayaan terhadap kepentingannya membantu mengekalkan aliran bahan tanpa ancaman degradasi sambil memastikan penyemperitan produk memenuhi piawaian yang diperlukan. Pengilang boleh mengoptimumkan penyemperitan parameter dan, sebagai hasilnya, meningkatkan kualiti proses penyemperitan PVC.
Mengapa Bahan Pemilihan Kritikal untuk Nisbah Mampatan?
Kecekapan proses mampatan sangat dipengaruhi oleh bahan yang digunakan dalam pengekstrakan, dan oleh itu, pemilihan bahan boleh dilihat sebagai faktor penentu dalam nisbah mampatan yang berjaya. Ini adalah perkara penting yang menonjolkan kepentingan pemilihan bahan.
Dengan cara apakah Pemilihan Bahan Mempengaruhi Nisbah Mampatan
- Pemilihan bahan mempengaruhi aliran, kelikatan dan ciri terma semasa penyemperitan. Bahan yang berbeza memerlukan kelikatan cair dan kepekaan ricih yang berbeza, yang menjejaskan nisbah mampatan yang diperlukan untuk memudahkan aliran bahan keseluruhan dan kualiti produk.
Apakah pemerhatian yang boleh meningkatkan prestasi bahan?
- Dengan memantau dengan teliti indeks aliran cair, suhu cair, dan pengagihan berat molekul bahan, pengeluar boleh menentukan jenis bahan yang diperlukan yang menjamin ciri aliran optimum apabila digabungkan dengan nisbah mampatan yang diperlukan.
Bagaimana boleh Suntikan Pengacuan Mempengaruhi Nisbah Mampatan?
Notis Pengacuan Suntikan Nisbah Mampatan Dengan Gaya Pengacuan Suntikan, Perspektif Ini Memberi Cerapan Tambahan Mengenai Soalan Tertentu Yang Diajukan Kepada Kami, Iaitu:
Bagaimanakah Saiz Pukulan Kesan pada PVC?
Saiz pukulan merujuk kepada jumlah plastik yang disuntik ke dalam acuan. Ia juga sangat mempengaruhi nisbah mampatan. Jika saiz pukulan yang betul digunakan, nisbah bahan dilaraskan supaya produk tidak tertekan atau terlalu termampat. Oleh itu, dalam jangka panjang, ketepatan dimensi dan pengesahan struktur produk terjejas.
Bagaimana? suhu Variasi Mempengaruhi Proses?
Suhu adalah salah satu faktor yang paling kritikal dalam proses penyemperitan PVC kerana ia mempengaruhi elemen lain. Parameter teknikal asas yang mesti diambil kira dan variasi suhu yang sepadan adalah:
- Suhu Lebur: Ia adalah perlu untuk mengawal suhu PVC kerana ia mempengaruhi ciri-ciri aliran akibat kelikatan. Menguruskan suhu cair yang lebih besar menjadi penting kerana ia sepadan dengan kelikatan yang lebih rendah, membenarkan aliran yang cepat dan masa penyejukan yang lebih cepat. Walau bagaimanapun, ini harus diuruskan dengan bijak kerana suhu cair yang tinggi boleh mengurai polimer dan mengubah sifat fizikalnya secara drastik. Suhu ideal biasanya wujud antara 160C – 200C.
- Suhu Mati: Suhu mati secara langsung memberi kesan kepada penyejukan dan pemejalan bahan PVC tersemperit. Suhu die yang berkurangan memudahkan penyejukan dan pemejalan pantas, mengurangkan kemungkinan bahan PVC tersemperit berubah bentuk sambil mengekalkan ketepatan bentuk. Untuk kebanyakan jenis penyemperitan PVC, suhu cetakan 170-200C sepatutnya mencukupi.
- Suhu Penyejukan: Penyejukan adalah kritikal, terutamanya dalam hal atribut produk. Masa penyejukan bergantung pada pelbagai faktor, termasuk, tetapi tidak terhad kepada, geometri, persekitaran dan kelajuan penyemperitan. Walaupun faktor ini menentukan masa penyejukan, kadar proses penyejukan adalah kritikal kerana ia boleh menyebabkan tekanan dalaman dalam bahan, yang boleh mengakibatkan kecacatan pada produk akhir.
- Kelajuan Haul-Off: Cara kelajuan profil ditarik melalui proses mempengaruhi kadar penyejukan dan perubahan dimensi suhu bilik. Kadar haul-off yang lebih tinggi biasanya mengakibatkan penyejukan pantas tetapi mungkin memerlukan pengubahsuaian untuk mengawal sistem jika integriti produk ingin dikekalkan.
Parameter suhu yang dicadangkan di atas mesti dipantau untuk memastikan kawalan proses penyemperitan optimum dan mendapatkan hasil terbaik. Pemeriksaan suhu yang kerap, pengubahsuaian dan pengendalian di bawah julat suhu yang ditetapkan akan menyumbang kepada memastikan kualiti dan kefungsian produk yang sama.
Apakah Amalan Terbaik untuk Mengoptimumkan Nisbah Mampatan?
Amalan tertentu boleh diikuti dalam prosedur penyemperitan untuk memastikan nisbah mampatan adalah yang terbaik. Amalan ini membantu dalam mencapai hasil yang optimum.
- Pastikan Suhu dalam Semak: Beberapa suhu, seperti tong dan die, harus dipantau untuk memastikan prestasi produk lancar. Pengukuran biasa, bersama-sama dengan pelarasan yang diperlukan untuk kekal dalam julat yang ditetapkan, membantu mengekalkan kualiti dan prestasi produk pada tahap yang konsisten dari semasa ke semasa.
- Laraskan Nisbah Mampatan Sehubungan itu: Mencari nisbah mampatan terbaik boleh menjadi penting kerana ia mengimbangi daya pengeluaran penyemperitan dan kualiti produk. Nisbah ini boleh dilaraskan semasa keperluan dengan memanipulasi skru dan kadar suapan yang diperlukan bergantung pada bahan dan produk dalam fikiran.
- Maksimumkan Sistem Penyejukan: Penyejukan yang betul adalah penting untuk mengekalkan integriti produk. Oleh itu, sistem penyejukan boleh dioptimumkan dengan penyejukan udara atau air yang mencukupi mengikut keperluan yang ditetapkan oleh bahan dan produk. Memantau dan menyelenggara sistem penyejukan juga boleh sangat membantu dalam mengawal sebarang isu kepanasan lampau atau kurang penyejukan.
- Semak dan Semak Sifat Bahan: Mengetepikan kriteria untuk memilih bahan, faktor tertentu perlu dipertimbangkan, termasuk, tetapi tidak terhad kepada, aliran indeks, suhu cair dan kelikatan, kerana ia mempunyai kesan besar pada nisbah mampatan.
Melaksanakan amalan terbaik ini boleh memaksimumkan nisbah mampatan, meningkatkan kualiti produk dan memupuk kecekapan dalam proses penyemperitan. Menilai parameter mengenai gabungan parameter yang dicadangkan membuka jalan untuk mendapatkan hasil yang boleh dipercayai.
Bagaimana untuk Optimalkan untuk Keputusan Terbaik?
Pendekatan sistematik yang terdiri daripada banyak faktor diperlukan untuk mengoptimumkan proses penyemperitan untuk kesan yang paling besar. Sebaliknya, pengeluar boleh mengarahkan usaha mereka ke arah komponen utama berikut untuk meningkatkan kecekapan dan kualiti:
- Pemilihan Bahan: Penentuan nisbah mampatan sangat bergantung pada pemilihan bahan yang betul dengan parameter yang paling sesuai, termasuk aliran cair, kelikatan dan suhu.
- Pemantauan Proses: Proses penyemperitan perlu dipantau secara berterusan untuk memastikan hasil yang konsisten dan boleh dipercayai. Ini boleh dicapai dengan menggabungkan sistem dan penderia pemantauan masa nyata.
- Pematuhan kepada Garis Panduan: Dokumen yang berkaitan seperti penerbitan industri, manual pengilang dan tapak web yang boleh dipercayai boleh memberikan panduan yang sesuai berkenaan proses penyemperitan dan bahan tertentu yang perlu digunakan. Ini, seterusnya, menentukan nisbah mampatan optimum.
Penggunaan teknik pengoptimuman tersebut meningkatkan kualiti produk, meningkatkan keberkesanan keseluruhan dan meningkatkan nisbah mampatan yang diperolehi. Walau bagaimanapun, teknik pengoptimuman yang dinyatakan di atas mungkin berbeza bergantung pada bahan dan proses penyemperitan. Perundingan pakar dan penggunaan sumber internet yang bereputasi mengenai perkara itu boleh berguna dalam mengoptimumkan proses selanjutnya.
Servis Perubahan Akan Meningkatkan Kualiti Keseluruhan?
Terdapat beberapa cara di mana kualiti proses penyemperitan plastik boleh dipertingkatkan. Perubahan sedemikian ditujukan kepada mengoptimumkan parameter penyemperitan sifat dan prestasi produk akhir. Secara umum, perubahan yang paling berkemungkinan menghasilkan peningkatan kualiti termasuk yang berikut:
- Pemilihan Bahan: Memilih bahan polimer optimum dengan ciri-ciri yang diperlukan, seperti indeks aliran cair, kelikatan, dan kestabilan terma, boleh mempengaruhi kualiti penyemperitan.
- Kawalan Suhu: Adalah penting untuk mengawal suhu individu pada pelbagai peringkat proses penyemperitan. Menetapkan suhu tong yang sesuai, bilangan zon pemanasan, dan suhu kepala dan die menghalang masalah aliran bahan seperti terlalu panas atau kurang panas.
- Reka Bentuk dan Konfigurasi Skru: Nisbah mampatan dan tahap kehomogenan bahan adalah bergantung kepada reka bentuk khusus konfigurasi skru penyemperitan dan nisbah mampatan. Mengoptimumkan diameter dan panjang skru, kedalaman penerbangan, dan nisbah mampatan juga perlu memandangkan sifat bahan yang akan disemperit dan keadaan interaksi mungkin berbeza-beza.
- Reka Bentuk dan Pengoptimuman Die: Berdasarkan cara acuan direka bentuk, faktor seperti aliran bahan sekata dan pencegahan udara terperangkap, keretakan cair, bengkak cetakan atau draf yang berlebihan adalah mungkin. Panjang dan diameter tanah cetakan yang betul ditambah dengan bentuk akan membantu mengekalkan dimensi yang betul dan kemasan permukaan yang baik.
- Kawalan dan Penyeliaan Operasi: Menggunakan teknik termaju dan penderia tekanan atau suhu cair berteknologi tinggi semasa proses pengeluaran membolehkan pengesanan segera dan berkesan bagi sebarang penyelewengan dihapuskan untuk mengekalkan konsistensi kualiti.
Dalam persediaan untuk pelarasan ini, berhati-hati harus diambil untuk membincangkan perubahan dengan pakar dan amalan terbaik harus diikuti untuk memastikan pengoptimuman didekati dengan betul. Adalah penting untuk ambil perhatian bahawa setiap pelarasan ini akan berbeza untuk sebarang proses penyemperitan tertentu berdasarkan bahan, ciri-cirinya, keadaan operasi dan spesifikasi yang ditetapkan.
Bagaimana untuk Ukur dan Laraskan Nisbah Mampatan?
Untuk menyediakan pemindahan haba konduktif dengan bantuan suntikan skru, adalah penting untuk mengambil perhatian tentang nisbah mampatan. Untuk memulakan, adalah penting untuk mengetahui jenis polimer, iaitu indeks aliran cair dan butiran kelikatan. Ini boleh didapati dengan mudah daripada tapak polimer atau katalog pengeluar. Apabila mengira nisbah mampatan, ia mencukupi untuk mengukur panjang zon suapan dan zon pemeteran skru dan membahagikan panjang zon suapan dengan panjang zon pemeteran. Ini boleh dilakukan dengan cepat dengan merujuk kepada manual mesin atau individu mahir. Terdapat dua kaedah untuk mengubah nisbah mampatan; menyusun semula reka bentuk skru atau menukar pembolehubah proses seperti kelajuan putaran skru, suhu cair dan profil suhu. Tambahan pula, pemahaman yang menyeluruh tentang bahan, keperluan produk dan keadaan pemprosesan adalah perlu untuk menggunakan parameter ini untuk mengurangkan proses penyemperitan.
Rujukan
Pengilang mesin Penyemperitan Pvc teratas dari China
Soalan-soalan yang kerap ditanya (FAQ)
S: Apakah nisbah mampatan dalam konteks suntikan skru?
J: Nisbah mampatan ialah ukuran sejauh mana isipadu cair polimer dikurangkan apabila ia bergerak di sepanjang skru dalam proses pengacuan suntikan. Ia dikira dengan membandingkan isipadu leburan dalam bahagian suapan dengan isipadu dalam bahagian pemeteran.
S: Bagaimanakah nisbah mampatan mempengaruhi penghasilan produk polimer?
J: Nisbah mampatan mempengaruhi tekanan dan suhu cair polimer, yang seterusnya memberi kesan kepada kualiti dan ketekalan produk akhir. Nisbah mampatan yang betul memastikan konsistensi pencampuran dan cair yang optimum.
S: Mengapakah penting untuk memahami nisbah mampatan apabila berurusan dengan polimer berketumpatan pukal rendah?
J: Memahami nisbah mampatan adalah penting apabila bekerja dengan polimer berketumpatan pukal rendah kerana bahan ini memerlukan tekanan dan suhu yang berbeza untuk mencapai kualiti produk yang diingini. Melaraskan nisbah mampatan boleh membantu menampung sifat pemakanan unik bahan ini.
S: Bolehkah nisbah mampatan berbeza-beza bergantung kepada polimer yang digunakan?
J: Nisbah mampatan mungkin berbeza-beza berdasarkan jenis polimer. Polimer yang berbeza mempunyai kelikatan dan sifat mekanikal yang unik, yang memerlukan pelarasan dalam nisbah mampatan untuk mencapai prestasi optimum.
S: Bagaimanakah nisbah mampatan mempengaruhi output proses suntikan skru?
J: Nisbah mampatan mempengaruhi output dengan menjejaskan tekanan dan suhu cair. Nisbah mampatan yang lebih tinggi boleh meningkatkan tekanan, yang boleh meningkatkan pencampuran dan penhomogenan cair polimer, yang membawa kepada produk akhir yang lebih konsisten.
S: Apakah peranan bahagian pemeteran dalam menentukan nisbah mampatan?
J: Bahagian pemeteran skru adalah penting dalam menentukan nisbah mampatan. Ia adalah bahagian di mana polimer cair berada pada ketumpatan dan tekanan tertinggi, memberikan mampatan akhir yang diperlukan sebelum polimer disuntik ke dalam acuan.
S: Bagaimanakah nisbah mampatan berkaitan dengan kapasiti tong mesin pengacuan suntikan?
J: Nisbah mampatan dan kapasiti tong saling berkait, kerana nisbah mempengaruhi cara cair polimer dimampatkan dalam tong. Memahami perhubungan membantu mengoptimumkan kapasiti tong untuk memastikan pemprosesan yang cekap dan keluaran produk berkualiti tinggi.
S: Bolehkah anda memberikan contoh melaraskan nisbah mampatan untuk jenis polimer tertentu?
J: Sebagai contoh, meningkatkan nisbah mampatan mungkin diperlukan untuk memastikan polimer dicairkan dan dihomogenkan secukupnya apabila bekerja dengan polimer berkelikatan tinggi. Sebaliknya, untuk polimer kelikatan rendah, nisbah mampatan yang lebih rendah mungkin mencukupi.
S: Apakah nisbah mampatan 'ideal' untuk aplikasi universal?
J: Tiada nisbah mampatan 'ideal' satu saiz yang sesuai untuk semua untuk aplikasi universal, kerana ia bergantung pada faktor seperti jenis polimer, reka bentuk produk dan keadaan pemprosesan. Walau bagaimanapun, nisbah mampatan seimbang yang membolehkan pencairan dan pencampuran yang betul tanpa tekanan yang berlebihan biasanya diutamakan.



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


