



Cairkan bahagian plastik dan anggap ia sebagai bekas penjuru, seperti kaca cair atau patah tulang; matlamatnya adalah untuk membentuk semula tanpa merosakkannya: penyemperitan dan pengacuan suntikan adalah dua kaedah, antara banyak, untuk mencapai matlamat ini. Artikel ini akan merangkumkan intipati berbuat demikian dalam industri. Sebagai permulaan, perbezaan mesti dibuat antara penyemperitan dan pengacuan suntikan, kerana industri pengiklanan menjadikan orang yang berautonomi daripada orang yang menggunakan produk, begitu juga, pengacuan putaran berdiri bersama pengacuan suntikan, menstruktur semula cara kita melihat proses kedua yang disebutkan . Jadi, ambil cermin mata keselamatan anda sambil kami mengoyakkan selok-belok dan kaedah di sebalik fasad proses pembuatan, inovasi tersemperit/prapenyelesaian, dan cipta kepingan dengan ketepatan yang boleh diingat semula sehingga anda lupa ia dibina dengan usaha yang teliti. Siapa sangka ia boleh dilaksanakan, tetapi realiti mengatasi semua jangkaan dan banyak lagi. Semua yang anda perlukan terletak di hadapan mata anda: Arahan. Ayuh! Mari terokai Acuan dan Kulit Kerang, suntikan dan penyemperitan, merevolusikan, membentuk dan membentuk semula masa depan!
Apakah Penyemperitan, dan Bagaimana Ia Berfungsi?
Kedua-dua penyemperitan dan pengacuan suntikan ialah teknik yang boleh digunakan oleh jurutera untuk menghasilkan keratan rentas pembahagian dua. Yang terakhir secara aktif menggunakan bahan yang dicipta, manakala yang pertama menggerakkannya melalui dadu kerana tekanan yang konsisten. Memandangkan proses ini memberi perkhidmatan kepada banyak industri, termasuk pembinaan paip, pembuatan tiub, pengeluaran kepingan, atau profil atau reka bentuk, penyemperitan memerlukan beberapa kelebihan, seperti kadar pengeluaran yang tinggi dan kecekapan kos. Terutama, sementara pengacuan suntikan hanya boleh menghasilkan pesanan volum yang besar pada satu masa, proses ini telah mengurangkan masa dan perbezaan kos negatif. Oleh itu, mereka yang merancang untuk menggunakan atau menyesuaikan proses penyemperitan ini dalam struktur mereka harus memahami aspek penyemperitan. Permohonan sedemikian akan memuaskan.
Menerangkan Proses Penyemperitan
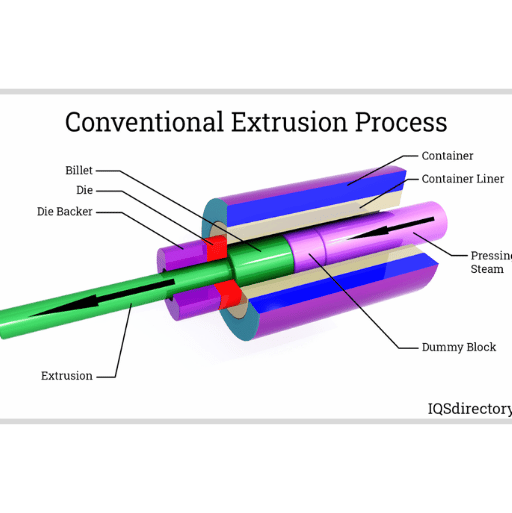
стеAtau bahagian bertentangan penyemperitan ialah Penyemperitan Panas, yang hanya boleh dilakukan secara fizikal sekali. Langkah satu hingga langkah tiga dengan tepat menerangkan sifat umum ubah bentuk semasa penyemperitan panas. Menerangkan keseluruhan prinsip logam gentian suhu tinggi. Penyemperitan pada suhu bilik dan tinggi. Apabila suhu tinggi digunakan semasa proses penyemperitan supaya semua ketegangan adalah plastik, perbezaannya adalah ketara, dan terdapat perbezaan berbangkit yang penting sepanjang keseluruhan proses.
Tetapi sebelum kelebihan ini dieksploitasi, adalah asas untuk memahami bagaimana paip, tiub, profil, dan komoditi lain yang terhasil daripada penyemperitan panas dihasilkan. Teknik pembuatan kritikal yang mengurangkan skala inflasi kos pengeluaran, serta berapa lama keseluruhan proses menghasilkan penyemperitan logam telah berkembang, mesti dipertimbangkan untuk mendapatkan mesin kerja logam tersemperit yang memenuhi kualiti dan kemampuan.
Peranan Extruder dalam Pembuatan
Extruder adalah penting dalam sektor pengeluaran, terutamanya dalam menganalisis pembuatan plastik. Mesin sedemikian berfungsi sebagai bahan pemanasan, terutamanya pelet plastik atau butiran, untuk membentuknya ke dalam pelbagai paip, tiub, kepingan, profil, dll. Fungsi penyemperit melibatkan mencairkan plastik dengan haba dan tekanan dan memaksanya melalui acuan untuk mencipta bentuk tertentu . Proses lebur ini, diikuti dengan menolak, dikenali sebagai penyemperitan, dan terdapat banyak faedah untuk pengilang. Sebahagian daripada mereka termasuk proses yang cekap masa dan murah dan membolehkan untuk membuat corak yang kompleks dengan ukuran yang tepat. Oleh itu, sebaik sahaja pengilang mempelajari butiran dan potensi proses penyemperitan, lebih mudah bagi mereka untuk menggunakan penyemperitan untuk mengembangkan idea dan produktiviti dan, yang lebih penting, memenuhi pelbagai aplikasi pembuatan.
Kelebihan Penyemperitan dalam Pembuatan Plastik
Penyemperitan plastik merupakan bidang tumpuan utama dalam pembuatan plastik kerana faedah tambahan yang ditawarkannya berbanding proses fabrikasi plastik lain. Semasa membincangkan penyemperitan plastik, beberapa kelebihan datang ke fikiran.
- Kadar Pengeluaran Tinggi: Salah satu kelebihan utama penyemperitan adalah keupayaannya untuk meningkatkan pengeluaran kerana ia boleh digunakan secara optimum untuk pengeluaran besar-besaran. Ciri-ciri yang wujud dalam proses membolehkan produk dihasilkan dalam jumlah yang banyak pada harga seunit yang agak murah.
- Keberkesanan Kos: Mungkin ciri yang paling banyak disebut dalam proses penyemperitan adalah kesederhanaannya, yang seterusnya mengurangkan bilangan pengeluaran dan jumlah bahan yang terbuang. Pembentuk juga mendapat manfaat daripada ini, kerana ini mengurangkan kerumitan kerja, mengurangkan lagi kos kerana tiada alat tambahan diperlukan.
- Kepelbagaian dalam Bentuk dan Saiz: Salah satu kelebihan terbesar pembuatan melalui penyemperitan ialah sistem mempunyai skop tanpa had untuk pengehadan geometri produk, seperti ketebalan atau panjang. Pengubahsuaian juga mudah dengan proses penyemperitan untuk mematuhi pelbagai keperluan reka bentuk.
- Pelbagai Bahan: Disebabkan oleh sifat proses penyemperitan, sejumlah besar bahan termoplastik seperti PS, PVC dan PE boleh digunakan. Kemungkinan bahan yang hebat ini memberikan kebebasan yang besar kepada pengeluar mengenai kekuatan, rintangan kimia atau ketahanan.
- Menghubungkan Reka Bentuk dengan Kualiti yang Tidak Terpisah: Monograf Klaus Mieck mengulangi bahawa reka bentuk dan standard produk akhir boleh disepadukan dengan baik disebabkan oleh ciri-ciri proses penyemperitan. Ditegaskan semula dalam monograf Klaus Mieck bahawa ciri-ciri produk berkenaan penyemperitan boleh dihasilkan semula dan saling berkaitan kerana kawalan tepat beberapa parameter sepanjang proses penyemperitan, termasuk tetapi tidak terhad kepada suhu, tekanan dan kelajuan.
- Pengoptimuman Mudah: Penggunaan utama penyemperitan dianggap sebagai skop kerana ia boleh digunakan untuk pengeluaran kecil dan pembuatan besar-besaran. Selain itu, proses sedemikian menyediakan penalaan mudah untuk volum keluaran yang berbeza.
Selain itu, terima kasih kepada kelebihan penyemperitan dalam aplikasi proses mendalam, penjimatan yang lebih besar boleh dibuat dalam operasi pengeluaran dan komponen plastik berkualiti tinggi boleh dihasilkan yang memenuhi pelbagai kriteria industri yang berbeza, seperti kereta, pembinaan, pembungkusan, dll.
Apakah Proses Pengacuan Suntikan?
Langkah Utama dalam Pengacuan Suntikan Plastik
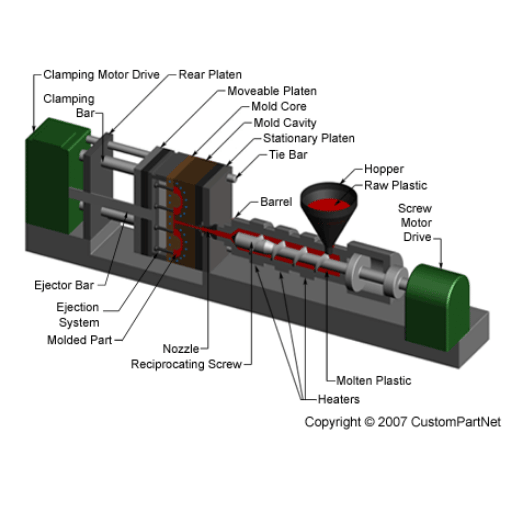
Proses asas PMI mengandungi langkah-langkah khusus yang membantu dalam membentuk bahan mentah menjadi komponen plastik yang diperlukan. Berikut adalah langkah-langkah yang memainkan peranan penting dalam pengacuan suntikan plastik:
- Pengapit: Bahagian acuan mesti diselaraskan dalam kedudukan yang betul untuk menyuntik bahan. Sebaik sahaja ia berada dalam penjajaran yang betul, acuan ditutup, dan unit pengapit memegangnya bersama-sama.
- Suntikan: Sistem suntikan acuan kemudian menarik pelet ini ke dalam tong, di mana skru berputar dan menolak pelet semasa masih dipanaskan; ini mencairkan pelet ke dalam plastik cair. Muncung suntikan menyuntik plastik cair melalui sistem tekanan tinggi.
- Penyejukan: Apabila plastik cair disuntik ke dalam rongga acuan, ia mula menyejuk, mengakibatkan ia mula menjadi pejal. Proses ini membolehkan plastik mencapai bentuk yang sama seperti acuan. Tempoh penyejukan ini penting untuk memastikan bentuk dan dimensi yang betul.
- Ejection: Selepas penyejukan, pin ejection boleh mengeluarkan bahagian plastik yang telah dipadatkan. Bahagian separuh acuan akan berpecah apabila ini berlaku, membolehkan akses kepada bahagian yang telah siap.
- Kemasan: Jika sebarang langkah tambahan diperlukan, seperti memangkas, menambah gam atau menambah komponen baharu, ia boleh dilakukan selepas komponen yang dikeluarkan telah menjadi sejuk.
Dengan kemasukan komponen ini, seperti yang dinyatakan sebelum ini, produk plastik siap boleh dibuat dengan mudah. Teknologi masa kini cukup maju dan membantu dalam mengatasi sebarang bentuk halangan.
Memahami Acuan dan Rongga
Acuan adalah salah satu komponen paling kritikal bagi mana-mana produk dalam proses pengacuan suntikan plastik. Acuan ini terdiri daripada dua bahagian, rongga acuan dan teras, yang dibuat mengikut saiz dan bentuk tertentu dengan ketepatan yang melampau.
- Rongga Acuan: Rongga acuan ialah tempat plastik cair cair disuntik. Ini menjadikannya bahagian yang paling kritikal dalam acuan kerana ia mentakrifkan beberapa faktor barang siap, seperti geometri luarnya dan kemasan permukaannya. Rongga acuan dibina dengan terperinci untuk memenuhi keperluan yang digariskan oleh reka bentuk produk, yang mungkin termasuk ciri seperti tekstur, logo, dsb.
- Teras Acuan: Teras acuan ialah ciri dalaman aplikasi yang boleh melengkapkan keperluan yang dipenuhi oleh rongga acuan. Dalam istilah yang lebih mudah, ia menyediakan dimensi dalaman dan bentuk aplikasi, bersama dengan ciri lain jika diperlukan. Teras acuan terletak di dalam rongga acuan, dan mereka membuat produk acuan.
Sebagai kesimpulan, rongga acuan dan teras memastikan produk yang telah diperkukuh mempunyai ciri dan sifat yang diselesaikan semasa fasa reka bentuk produk. Syarikat mencipta dan membina acuan dengan ketepatan yang melampau untuk memastikan kelancaran melalui pengacuan suntikan plastik.
Dengan menguasai butiran acuan dan rongga, pengeluar plastik boleh memperhalusi proses pengeluaran mereka, mengurangkan kesilapan dan kecacatan, dan akhirnya menghasilkan barangan plastik berkualiti tinggi untuk industri yang berbeza.
Faedah Menggunakan Pengacuan Suntikan untuk Bentuk Kompleks
Berdasarkan pengalaman dan kemahiran saya, adalah selamat untuk mengatakan bahawa membentuk bentuk kompleks melalui suntikan mempunyai banyak kelebihan. Sebagai permulaan, pengacuan suntikan secara mendadak meningkatkan keupayaan untuk menduplikasi reka bentuk yang kompleks dan terperinci dengan tepat dan seragam. Ini menjamin bahawa setiap item yang dihasilkan akan mematuhi syarat yang diperlukan untuk menambah baik hasil keseluruhan proses. Selain itu, pengacuan suntikan juga menjadikan pengeluar cekap kos dalam pengeluaran, meningkatkan kecekapan. Pendekatan ini akan membantu pengacuan suntikan bentuk kompleks membantu pengeluar mengurangkan kecacatan sambil menghasilkan bahagian plastik berkualiti tinggi untuk industri yang berbeza.
Bagaimana Mereka Berbeza: Penyemperitan dan Pengacuan Suntikan?
Perbezaan Antara Penyemperitan dan Suntikan
Mengenai perbezaan, saya rasa wajar untuk menyebut bahawa terdapat dua proses yang nampaknya menghasilkan produk akhir yang agak serupa: penyemperitan dan pengacuan suntikan. Walau bagaimanapun, daripada pengetahuan dan pengalaman saya yang banyak dalam bidang proses pembuatan plastik, saya boleh menunjukkan perbezaan yang paling penting antara kedua-dua kaedah ini.
Ia adalah kaedah yang dikenali untuk menolak jisim plastik yang dipanaskan melalui dadu untuk mencipta profil yang memanjang. Ia mempunyai pelbagai aplikasi, termasuk menghasilkan keratan rentas yang berbeza seperti paip, tiub dan bahan kepingan. Apabila ia berkaitan dengan alat ganti kereta, barangan pengguna dan peranti perubatan yang memerlukan bentuk geometri yang lebih kompleks, acuan suntikan tekanan tinggi memberikan hasil. Proses ini menyuntik plastik cair ke dalam acuan - terdapat dalam pelbagai jenis.
Perbezaan utama adalah berkaitan dengan pembentukan plastik cair menjadi bentuk akhir. Walaupun penyemperitan melibatkan operasi berterusan, pengacuan suntikan adalah operasi kitaran, di mana dalam setiap kitaran, pengisian, penyejukan, dan pelepasan bahagian akhir berlaku. Ini bermakna setiap proses boleh digunakan untuk pendekatan yang berbeza juga dari sudut kecekapan dan ekonomi, yang menyamai keagresifan isipadu kerumitan bentuk luaran, penyepaduan pengeluaran dan harga.
Perkara yang saya percaya akhirnya menentukan sama ada untuk menggunakan penyemperitan atau pengacuan suntikan untuk produk ialah produk itu secara khusus dan kegunaannya. Saya cadangkan anda bekerjasama rapat dengan pengilang anda untuk mengetahui infusi terbaik untuk produk plastik anda.
Membandingkan Teknik Penyemperitan Plastik dan Pengacuan Suntikan
Plastik ialah salah satu bahan yang paling banyak digunakan hari ini, dan terdapat dua kaedah utama pembuatan produk plastik: pengacuan suntikan dan penyemperitan. Kedua-dua teknik adalah berbeza dalam ciri dan kesesuaiannya untuk pelbagai aplikasi merentas pelbagai industri. Mari kita lihat perbezaan dan aspek yang membantu pemilihan kaedah ini dengan cara yang lebih terperinci:
Penyemperitan Plastik
Ia adalah satu proses di mana bukaan acuan sentiasa lebih sempit daripada keratan rentas bahan yang disemperit. Bahan mentah plastik dipanaskan, dicairkan, dan dipaksa keluar melalui acuan semasa proses. Kaedah ini boleh digunakan untuk menghasilkan paip, tiub, rod, kepingan dan produk lain dengan keratan rentas yang sama sepanjang panjangnya. Beberapa faktor yang perlu diingat untuk penyemperitan plastik adalah seperti berikut:
- Kepelbagaian Bahan: Penyemperitan plastik berfungsi dengan baik dengan pelbagai jenis bahan termoplastik, termasuk PVC, HDPE, LDPE dan banyak lagi
- Kos-Efektif: Disebabkan oleh proses yang berterusan dan kelajuan pengeluaran yang tinggi, penyemperitan kadangkala boleh menjadi penyelesaian yang menjimatkan untuk pengeluaran besar-besaran.
- Fleksibiliti Reka Bentuk: Walaupun penyemperitan terhad kepada bentuk berterusan, terdapat fleksibiliti reka bentuk mengenai panjang, ketebalan dan profil penyemperitan.
Formação por Injeção
For outro lado, a formação por injeção consiste na injeção de plástico em state líquido dentro da cavidade de um molde fechado. Ela encontra maior aplicação na fabricação de produtos que possuem formas muito elaboradas and possuem tolerâncias de fabricação bastante rígidas. Alguns dos aspectos relevantes da formação por injeção incluem:
- Grande variedade de produtos: A formação por injeção pode proporcionar uma variedade grande de produtos, desde pequenos e detalhados componentes, a maiores partes que podem ser painéis automotivos ou dispositivos médicos.
- Ampla escrepa sobre Plástico A formação por injeção possui uma vasta gama de plásticos termoplásticos, or que inclui ABS, polipropileno, policarbonato entre outros, proporcionando uma certa liberdade nas propriedades dos materialais.
- Passa a ser possível o uso de elementos de por seção da prensa em detalhe, pois a formação por injeção consume um forte controle do tamanho do molde, assegurando uma quase repetição da qualidade e as medidas crescentes da precisão das tolerâncias.
Tanto sebagai extrusões de plásticos quanto a injeção têm suas vantagens e desvantages, que podem ser definidas pelas carcterísticas do formato que se deseja, o número de produção entre outros fatores de quantia monetaria. Tais procedimentos são, entretanto, escoltas pela carcterística do produto and do seu uso. Jika anda mempunyai pengalaman yang luas, anda boleh membuat esclarecer yang sama seperti técnicas mais apropriadas untuk a produção de plásticos eo que assegurara uma produção pertinente.
Memilih Proses Pengilangan yang Tepat untuk Produk Anda
Keputusan untuk mengeluarkan produk plastik hendaklah dibuat dengan berhati-hati. Walau bagaimanapun, mengetahui kebaikan dan keburukan penyemperitan plastik dan pengacuan suntikan boleh membantu anda membuat keputusan yang tepat. Berikut ialah beberapa faktor yang perlu dipertimbangkan semasa memilih proses pembuatan yang sesuai untuk produk anda: Beberapa Faktor yang Perlu Dipertimbangkan Apabila Memilih Proses Pengilangan:
- Ketebalan Keseluruhan Bahagian yang Diingini: Penyemperitan plastik paling sesuai untuk produk keratan rentas yang ringkas dan panjang seperti paip, tiub dan profil. Terdapat pelbagai jenis proses penyemperitan yang tersedia. Sebaliknya, pengacuan suntikan cenderung berfungsi hebat untuk geometri dengan dinding nipis dan ciri kompleks.
- Unjuran Kuantiti: Jumlah yang diperlukan untuk pengeluaran yang dijangkakan juga sangat mempengaruhi jenis proses yang akan diterima pakai. Penyemperitan plastik, disebabkan proses pembuatannya yang berterusan, menjadikan pengeluaran kuantiti tinggi mungkin, manakala pengacuan suntikan boleh melakukan kedua-dua kitaran kuantiti rendah dan tinggi.
- Faktor Kos - Aspek ekonomi untuk menentukan jenis proses adalah yang paling penting. Khususnya, penyemperitan plastik dicirikan oleh kos perkakas yang agak rendah, menyebabkan kesesuaiannya untuk menghasilkan bentuk tegar dalam kuantiti yang banyak. Pengacuan suntikan, sebaliknya, mempunyai kelemahan kerana ia memerlukan kos alat yang besar. Namun, ia mungkin lebih menjimatkan kos dalam bahagian mesin yang besar atau kelompok kecil kerana penggunaan meluas teknologi ini dan penjimatan bahan.
Ia juga berfaedah untuk bekerja dengan pengilang berpengalaman yang mengetahui proses penyemperitan plastik dan pengacuan suntikan. Mereka boleh memahami spesifikasi produk anda, anggaran bilangan pengeluaran dan kebimbangan belanjawan serta mencadangkan alternatif pembuatan yang sesuai. Dengan pengetahuan ini, anda akan mendapat hasil terbaik, kos yang dikurangkan dan kelajuan pengeluaran barangan plastik yang sesuai dengan anda.
Aplikasi Penyemperitan Plastik dan Pengacuan Suntikan

Kegunaan Biasa Produk Plastik Tersemperit
Bahagian plastik tersemperit digunakan dengan lebih meluas merentasi pelbagai sektor kerana kemudahan pembuatan, kekuatan mekanikal dan kos yang rendah. Di bawah ialah beberapa kawasan di mana penyemperitan menjadi proses yang optimum: penyemperitan filem untuk tujuan pembungkusan dan profil untuk aplikasi pembinaan.
- Paip dan tiub tersemperit berfaedah untuk paip, pengairan, dan pengangkutan bendalir kerana ia sangat tahan terhadap kakisan, bahan kimia dan sinaran ultraungu.
- Kebanyakan profil plastik tersemperit direka untuk bingkai tingkap dan pintu digunakan secara meluas dalam Aplikasi pembinaan. Ia adalah lebih baik kerana ia adalah penebat, agak ringan, dan memerlukan kurang penyelenggaraan daripada kayu atau logam.
- Konduit plastik tersemperit mencipta keselamatan dan kecekapan dalam aplikasi pendawaian dan kabel. Mereka juga melindungi, melindungi daripada kelembapan dan faktor persekitaran, dan membolehkan pemasangan mudah.
- Satu lagi bidang di mana penyemperitan diterima dengan baik adalah dalam fabrikasi bahan pembungkusan seperti filem, helaian dan beg. Produk ini menyediakan halangan, fleksibiliti, dan juga kualiti yang sangat diperlukan untuk produk makanan dan farmaseutikal.
- Bahagian plastik tersemperit disepadukan rapat ke dalam aplikasi automotif, termasuk jalur cuaca, pengedap, hiasan dan juga kelengkapan dalaman. Penyemperitan plastik meningkatkan ciri reka bentuk, peredam bunyi dan rintangan hentaman, menambah daya tarikan dan fungsi kenderaan.
- Penyemperitan plastik mencipta fleksibiliti reka bentuk dan meningkatkan estetika dengan membenarkan penciptaan bentuk kompleks dan memudahkan penggunaan pelbagai warna sekali gus meningkatkan daya tarikan visual. Beberapa aplikasi A & D penyemperitan termasuk trim tepi, coving dan acuan.
Namun begitu, ini hanya mewakili segelintir barangan plastik tersemperit di pasaran. Industri sentiasa mencari lebih banyak cara untuk menggunakan teknologi penyemperitan kepada keperluan mereka, menjelaskan populariti dan kebolehgunaan penyemperitan plastik yang hebat sebagai proses pembuatan.
Aplikasi Popular untuk Bahagian Beracuan Suntikan
Bahagian acuan suntikan popular dalam beberapa industri kerana ia cekap dan menjimatkan. Berikut adalah beberapa aplikasi biasa bahagian acuan suntikan:
- Komponen Automotif: Industri automotif menggunakan pelbagai bahagian acuan suntikan, seperti kemasan dalaman dan luaran, pemegang, panel papan pemuka, bahagian badan dan banyak lagi komponen lain. Bahagian tersebut menyediakan produk akhir tahan lama yang dibuat dengan baik, tepat dan mempunyai kemasan permukaan berkualiti tinggi.
- Elektronik dan Perkakas: Pengacuan suntikan digunakan untuk mengeluarkan bahagian yang kecil, terperinci, tepat untuk banyak peranti elektronik dan perkakas. Bahagian ini termasuk selongsong dan penyambung atau suis dan butang. Bahagian yang dibentuk adalah tepat, mudah untuk dimuatkan, dan berfungsi.
- Peranti Perubatan: Instrumen pembedahan dan peranti perubatan, seperti picagari dan vial, serta implan, dihasilkan menggunakan pelbagai teknik pengacuan suntikan. Ini membolehkan pembuatan item steril, tepat dan biokompatibel sementara masih memenuhi standard kualiti dan keselamatan yang ketat.
- Pembungkusan: Industri pembungkusan sangat bergantung pada komponen acuan yang disuntik, termasuk penutup dan penutup, botol dan bekas, dan acuan sisipan pakej. Proses ini membolehkan penghasilan bentuk unik yang disesuaikan untuk menjamin item, kemudahan penggunaan dan estetika yang betul.
- Barangan Pengguna: Proses pengacuan suntikan juga digunakan untuk menghasilkan barangan pengguna seperti mainan, barangan rumah dan barangan penjagaan diri. Ia membolehkan untuk mencipta geometri kompleks, pelbagai jenis warna dan bahagian kukuh yang diperlukan oleh pelanggan.
Berikut adalah beberapa ilustrasi julat penggunaan bahagian yang dihasilkan menggunakan pengacuan suntikan. Oleh kerana kebolehsuaian, ketepatan dan faedah kosnya, pengacuan suntikan telah menjadi kebiasaan dalam pelbagai sektor, menghasilkan bahagian yang dibuat dengan baik, berdaya maju dan murah.
Apakah Jenis Plastik yang Digunakan dalam Penyemperitan dan Pengacuan Suntikan?

Memahami Bahan Termoplastik
Termoplastik ialah polimer yang mengalir apabila dipanaskan di atas suhu kritikal tertentu. Termoplastik boleh diproses beberapa kali tanpa mengubah sifatnya, menjadikannya sesuai untuk pelbagai kitaran penciptaan. Beberapa pertimbangan penting mengenai bahan termoplastik termasuk yang berikut:
- Pelbagai Pilihan Tersedia: Pelbagai jenis termoplastik tersedia, masing-masing mempunyai sifat dan ciri yang berbeza. Yang paling biasa ialah polietilena (PE), polipropilena (PP), polistirena (PS), polivinil klorida (PVC), dan akrilonitril butadiena stirena (ABS).
- Kepelbagaian: Disebabkan oleh struktur mikro amorfus bahan, termoplastik boleh dituangkan ke dalam acuan, dicairkan, dan disejukkan untuk mencipta pelbagai bentuk dan produk. Harta ini membolehkan mereka berguna dalam pelbagai aplikasi.
- Mesra Alam: Termoplastik boleh dibentuk semula dan dibentuk semula berkali-kali tanpa sebarang perubahan ketara dalam sifatnya. Ini menjadikan mereka lebih diingini dari segi pemuliharaan alam sekitar.
- Bahan Termoplastik dan Sifatnya: Bahan termoplastik mempunyai sifat yang berbeza-beza, termasuk rintangan mekanikal, kimia, pelarut dan haba. Memandangkan semua sifat ini berbeza, prestasi bahan dalam skop dan keadaan yang ditentukan, termasuk kekuatan, fleksibiliti, impak dan suhu, akan berbeza-beza.
Memahami sifat dan ciri pelbagai bahan termoplastik adalah penting untuk memilih bahan yang paling sesuai untuk proses pengacuan penyemperitan atau suntikan tertentu.
Peranan Polimer dan Pelet dalam Proses
Sebagai asas kepada produk berkualiti, kepentingan polimer dan pelet dalam proses fabrikasi plastik tidak boleh dipandang remeh. Ini kerana polimer bahan asas mempengaruhi ciri, ciri dan sifat plastik. Ia biasanya sekeping kecil resin atau butiran plastik bulat yang terkenal.
Semasa operasi, pelet polimer dipanaskan pada suhu tertentu, di mana ia kehilangan bentuknya dan menjadi cecair. Polimer cecair ini kemudiannya dipaksa ke dalam rongga atau ditekan melalui ayak untuk memberikan bentuk atau bentuk yang diperlukan. Polimer yang dipanaskan atau cecair menyejuk dan menjadi teguh, yang merupakan hasil akhir bahan plastik.
Atribut akhir produk penutup mempengaruhi pilihan polimer khusus yang akan digunakan. Kekuatan mekanikal, fleksibiliti, toleransi kimia, dan rintangan suhu mesti dipertimbangkan. Oleh kerana polimer berbeza dalam alam semula jadi, masing-masing mempunyai faedah, keburukan, dan ciri unik dengan yang lain.
Untuk merealisasikan hasil yang konsisten, kualiti dan ketulenan pelet polimer mesti kekal sebagai keutamaan. Ketiadaan bahan asing dan formulasi yang tepat dalam pelet polimer akan menjamin prestasi yang kondusif dan kebolehprosesan.
Polimer dan pelet adalah penting dalam pembuatan produk plastik. Jenis polimer yang digunakan dan kualiti pelet menentukan sifat dan prestasi item plastik akhir. Adalah penting untuk menjalankan pertimbangan dan memilih polimer yang paling sesuai untuk mencapai objektif yang dimaksudkan berkenaan dengan fungsi, kekuatan dan penampilan.
Bagaimana Bahan Plastik Mempengaruhi Produk Akhir
Pemilihan bahan plastik yang munasabah ialah ciri yang akan menentukan ciri, kefungsian dan estetika ringan item yang dihasilkan. Sains polimer khusus akan menolak ciri-ciri fungsinya, daripada kekuatan mekanikal khusus kepada kelenturan, kimia dan rintangan suhu. Apabila memilih polimer, keperluan tertentu mesti difahami dengan jelas untuk kerja yang betul. Selain itu, pempolimeran menyediakan skop untuk ketekalan yang lebih baik dalam keputusan jika kualiti pelet polimer yang digunakan dalam proses adalah cukup baik dan bergabung dengan baik ke dalam campuran. Pelet yang tercemar dan direka bentuk dengan buruk menghalang sifat plastik yang dihasilkan, dengan itu mempertimbangkan bahan mentah terlebih dahulu adalah penting. Lagipun, pemilihan bahan polimer yang sesuai dan berkualiti tinggi membantu dalam hasil yang boleh dipercayai secara konsisten semasa pembuatan plastik.
Soalan Lazim (Soalan Lazim)
S: Apakah ciri yang paling membezakan antara penyemperitan plastik dan pengacuan suntikan?
J: Teknik yang digunakan untuk menghasilkan penyemperitan plastik dan pengacuan suntikan berbeza. Dalam pengacuan penyemperitan, plastik cair dipaksa melalui acuan untuk menghasilkan bentuk dengan keratan rentas homogen sepanjang panjangnya. Ini digunakan untuk bentuk seperti profil tiub atau helaian. Sebagai alternatif, dalam pengacuan suntikan, plastik cecair disuntik ke dalam acuan dalam bentuk rongga tiga dimensi, yang membolehkan pembuatan bahagian yang rumit. Penyemperitan menghasilkan profil yang panjang dan berbentuk nipis, tetapi acuan suntikan plastik kebanyakannya membentuk kepingan plastik tunggal.
S: Apakah langkah-langkah yang termasuk dalam proses penyemperitan plastik?
A: Penyemperitan plastik ialah proses melembutkan butiran plastik sehingga ia cair dan memaksa bahan melalui acuan untuk mencipta objek dengan bentuk keratan rentas tetap tidak terhingga panjangnya. Plastik cair menjadi pepejal menjadi bentuk yang diberikan oleh acuan apabila ia sejuk dan meninggalkan acuan. Tindakan dalam pembuatan ini boleh digunakan untuk membuat paip, tiub, jalur cuaca, dan juga kepingan plastik.
S: Bagaimanakah pengacuan suntikan sesuai dengan rangka kerja industri pembuatan yang lebih besar?
J: Daripada apa yang telah diberikan, boleh disimpulkan bahawa pengacuan suntikan berintegrasi dengan lancar ke dalam konteks industri pembuatan yang lebih luas. Terlibat dalam penekanan logam, pengacuan dan tuangan mati daripada logam atau plastik, ia menyediakan pegangan yang ideal untuk perdagangan dan perdagangan, kerana semua produk perlu dikeluarkan. Tetapi bagaimanakah suntikan masuk ke dalam rangka kerja yang lebih besar bagi organisasi yang terbantut dalam perdagangan? Pengacuan suntikan kekal sebagai komponen persisian yang menjadikan keseluruhan struktur kelihatan munasabah. Mengambil langkah ke belakang membolehkan seseorang membayangkan perbezaan yang ketara antara bulatan dan perdagangan segi tiga, di mana satu bergantung sepenuhnya kepada yang lain untuk mengeluarkan produk daripada bahan mentah yang terbentuk melalui bulatan.
S: Apakah perkara yang boleh dikatakan memihak kepada pengacuan penyemperitan?
A: Proses pengacuan penyemperitan mempunyai kelebihan berbanding kaedah lain, seperti 1. Mereka membenarkan pengeluar membuat bentuk yang tetap dan seragam apabila produk yang panjang dibuat 2. Mereka mempunyai kos perkakas yang agak lebih rendah daripada pengacuan suntikan 3. produk możliwość profil hollow produkcji profil berongga 4. Ia sesuai untuk fabrikasi produk yang keratan rentasnya mempunyai saiz dan bentuk yang sama 5. Ia mempunyai kecekapan pengeluaran yang tinggi untuk bentuk geometri mudah 6. Ia boleh digunakan dengan plastik kitar semula dan bahan lain.
S: Untuk kategori produk manakah pengacuan suntikan sesuai berbanding penyemperitan?
J: Sebilangan besar bahagian dalam automotif, penutup elektronik, peranti perubatan, dan pada asasnya sebarang produk tiga dimensi dengan beberapa butiran ciri lebih baik dihasilkan menggunakan pengacuan suntikan. Tingkap, paip, jalur cuaca dan kepingan plastik berbentuk tersuai semuanya dihasilkan menggunakan penghirisan (penyemperitan) dan juga seragam merentas. Kebanyakan kelengkapan lebih baik dihasilkan menggunakan pengacuan suntikan; namun, kelemahan kaedah ini jika dibandingkan dengan penyemperitan ialah ia tidak dapat menghasilkan kelengkapan atau kabel seragam yang berterusan.
S: Apakah titik perbezaan antara penyemperitan dan proses acuan tamparan?
J: Penyemperitan dan pengacuan tiupan, sebaliknya, adalah dua proses utama yang melibatkan menolak plastik cair melalui acuan. Perbezaan utama ialah bagaimana bahan cair dibentuk pada hujungnya. Dalam kes penyemperitan, plastik sentiasa mengambil bentuk yang diberikan kepadanya oleh die. Pengacuan tiupan berfungsi agak berbeza. Proses ini bermula dengan penyemperitan plastik, yang kemudiannya ditiup dalam acuan untuk membentuk objek berongga. Apabila perlu untuk mendapatkan profil pepejal atau berongga dengan diameter malar, penyemperitan digunakan; pengacuan tiupan digunakan untuk mendapatkan bekas berongga, terutamanya botol dan jag.
S: Apakah faktor yang perlu dipertimbangkan semasa memilih pengacuan suntikan atau penyemperitan untuk bahagian plastik?
J: Pada awalnya, keputusan untuk menggunakan penyemperitan atau pengacuan suntikan untuk item plastik mengambil kira, antara lain, perkara berikut: Kerumitan bahagian: Berkenaan reka bentuk yang lebih kompleks, termasuk yang bahagiannya boleh dikelaskan sebagai tiga. -dimensi, acuan suntikan lebih sesuai. Jumlah pengeluaran: Kaedah yang digunakan juga harus mempertimbangkan bilangan kepingan yang akan dibuat. Dalam kes ini, angka itu mungkin menyokong kaedah pengacuan suntikan disebabkan oleh peningkatan kecekapan yang dibawa oleh kaedah ini. Keperluan bahan: Bahan yang berbeza mungkin berprestasi lebih baik dalam satu proses daripada yang lain. Saiz dan bentuk bahagian Bentuk khusus seperti silinder nipis panjang dan bentuk berprofil panjang lain paling sesuai untuk penyemperitan, manakala bentuk diskret sesuai untuk pengacuan suntikan. Kaedah yang dikelaskan sebagai pengacuan suntikan dan kaedah penyemperitan yang lebih terkini telah menampilkan ciri-ciri sedemikian hampir sepanjang sejarah mereka. Keperluan kemasan permukaan: Kemasan permukaan ialah kawasan yang dikendalikan oleh proses pengacuan suntikan dengan lebih baik daripada kaedah penyemperitan. 6. Kos perkakas: Dalam kebanyakan kes umum, apabila membandingkan kaedah suntikan dan penyemperitan untuk subseksyen ekonomi, kos penyemperitan kurang dalam perkakas. 7. Kelajuan pengeluaran: Penyemperitan, sebaliknya, mungkin lebih pantas dengan penyemperitan berprofil rendah.
S: Bolehkah bahan yang sama digunakan dalam penyemperitan dan pengacuan suntikan?
J: Tidak semua termoplastik boleh diproses dengan kedua-dua teknik. Bahan tertentu lebih cekap apabila digunakan dalam kaedah tertentu. Walau bagaimanapun, polietilena (PE), polipropilena (PP), dan PVC adalah bahan yang terkenal dalam kedua-dua proses. Polimer canggih mungkin lebih berkesan dalam pengacuan suntikan kerana seseorang boleh mengawal dengan tepat keadaan di mana pemprosesan polimer berlaku.
Sumber Rujukan
1. Biokomposit Kayu-Polimer Cetakan 3D lwn. Acuan Suntikan: Analisis Perbandingan Sifat Fiziko-Mekanikal dan Proses Pengeluaran
- Pengarang: Dylan Jubinville et al.
- Diterbitkan: Mac 15, 2023
- Ringkasan: Dalam karya ini, penulis cuba menyiasat sifat biokomposit yang dihasilkan melalui apa yang dipanggil "cetakan 3D" atau kaedah penyemperitan bahan dan biokomposit yang dibuat dengan kaedah tradisional, Lebih khusus lagi, sifat kimia dan mekanikal bahan ini, contohnya, keanjalan penggerudian atau tetulang resin isotropi terpilih., di mana ia menunjukkan beberapa perbezaan antara kedua-dua kaedah. Proses penyediaan sampel diikuti dengan ujian mekanikal sampel yang dihasilkan yang diperolehi oleh kedua-dua kaedah untuk menilai keberkesanan kedua-dua kaedah.
- Penemuan Utama: Sebilangan besar peserta menyedari sampel cetakan 3D memperoleh beberapa sifat mekanikal yang berbeza daripada bahagian acuan suntikan yang bermaksud bahawa kaedah di mana sampel dibina amat penting dalam menentukan ciri-cirinya (Jubinville et al., 2023, ms 1–13).
2. Mengawasi Parameter Fizikal dalam Garisan Penyemperitan Filem Polipropilena untuk Lengan
- Pengarang: T. Nikonova et al.
- Diterbitkan: 13 Oktober 2022
- Ringkasan: Kertas kerja ini memfokuskan pada memahami cara kerja mekanikal garis penyemperitan yang digunakan untuk mengeluarkan filem polipropilena untuk lengan. Ia menghuraikan parameter dan langkah penting yang termasuk dalam proses penyemperitan, seperti hubungan suhu penyejukan dengan kualiti filem yang dihasilkan.
- Penemuan Utama: Memahami hubungan suhu penyejukan dengan pelbagai sifat filem, seperti gloss dan kekeruhan, adalah membantu kerana ia adalah penentu kualiti filem(Nikonova et al., 2022).
3. Model matematik penyemperitan pengelasan tanaman bijirin semasa aliran lebur bukan isoterma tanaman pada suhu permulaan tindak balas Maillard.
- Pengarang: A. Ostrikov, ZJ Lazic, SM Pirozhenko
- Diterbitkan: 01.07.2022
- Ringkasan: Kertas persidangan ini membentangkan model matematik yang memungkinkan untuk meramalkan aliran bukan isoterma tanaman bijirin dalam penyemperit. Model ini termasuk persamaan gerakan, persamaan kesinambungan, dan persamaan tenaga, yang diperlukan untuk menerangkan secara matematik proses penyemperitan.
- Penemuan Utama: Penemuan menunjukkan bahawa model boleh meramalkan prestasi proses penyemperitan dan dengan itu memberi panduan untuk keadaan tanaman yang akan meningkatkan kualiti permulaan produk yang akan disemperit (Ostrikov et al., 2022).
4. Pemodelan Matematik dan Berangka Penyemperitan Tiub Tembaga selepas Mengoptimumkan Keadaan Geometri dan Operasi.
- Pengarang: Ngoy Moïse Raphael Moramess et al.
- Diterbitkan: 2022
- Ringkasan: Penyelidikan ini bertujuan untuk menambah baik teknologi penyemperitan tiub kuprum menggunakan kaedah berangka. Penulis menggunakan kaedah unsur terhingga untuk mensimulasikan penyemperitan dan menilai sifat penyemperitan berdasarkan pelbagai parameter yang dipertimbangkan.
- Penemuan Utama: Seperti yang dinyatakan di atas, pengoptimuman meningkatkan proses penyemperitan, sekali gus menyerlahkan betapa bergunanya pemodelan berangka dalam meningkatkan proses pembuatan (Moramess et al., 2022).
5. Aliran cair biopolimer melalui rongga acuan penyemperit: Pemodelan matematik
- Pengarang: A. Ostrikov et al.
- Diterbitkan: Mac 7, 2019
- Ringkasan: Kertas kerja ini memperkenalkan profil halaju bahan dan kelakuan reologi semasa menyelesaikan secara analitik aliran leburan biopolimer melalui acuan penyemperit.
- Penemuan Utama: Kajian ini menyimpulkan bahawa model yang direka mungkin sesuai untuk aplikasi reka bentuk die kerana dapatan adalah bersesuaian dengan penemuan eksperimen (Ostrikov et al., 2019, hlm. 2875–2905).



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


