



Lukisan dawai dan penyemperitan adalah proses kerja logam yang sangat relevan dan mempunyai objektif serta hasil yang berbeza. Dua daripada proses ini dipertimbangkan dalam siaran ini: lukisan wayar dan penyemperitan dan kaitannya mengenai proses, aplikasi yang paling biasa dan perbandingan dengan kaedah lain. Memahami lukisan wayar dan penyemperitan, pembaca akan mengenali bagaimana kedua-dua kaedah ini berbeza antara satu sama lain, apakah kebaikannya dan apakah kesukaran yang dihadapi dalam penggunaan praktikal kaedah ini. Dalam artikel ini, kami akan meneroka dua proses lukisan wayar dan penyemperitan yang telah menarik banyak perhatian tetapi sedikit penekanan pada apa yang mereka lakukan dalam kerja logam, serta bidang yang berbeza di mana proses ini diperlukan serta ketepatan dan kebolehpercayaan yang sepatutnya. mempunyai.
Apakah Lukisan Wayar?

Lukisan wayar ialah satu proses dalam kerja logam di mana dawai logam ditarik melalui satu siri dadu untuk mengurangkan diameter dan menambah panjangnya. Ini adalah proses yang biasa digunakan dalam beberapa industri termasuk membuat wayar untuk aplikasi elektrik, membuat komponen untuk kereta, dan dalam pembinaan. Lukisan wayar membolehkan kawalan tepat dimensi wayar dan sifat mekanikalnya dengan itu menghasilkan wayar dengan kekuatan yang lebih besar, fleksibiliti yang dipertingkatkan dan kekonduksian yang lebih baik. Ubah bentuk terkawal wayar membolehkan penyingkiran mudah kekotoran dan kecacatan permukaan dalam wayar mencapai kemasan permukaan yang cerah dan sekata. Dengan cara ini, pengeluar wayar boleh mencipta wayar yang mempunyai pelbagai ketebalan dan panjang mengikut keperluan aplikasi yang berbeza.
Proses Melukis Wayar Diterangkan
Lukisan wayar ialah proses kerja logam yang digunakan dalam pembuatan wayar dengan panjang dan ketebalan yang berbeza-beza, yang lebih kuat, lebih fleksibel dan lebih konduktif. Ia melibatkan penegangan wayar ke had tertentu sambil membersihkan dan melicinkan permukaan wayar. Kepentingan lukisan wayar berpunca daripada fakta bahawa ia menawarkan kemungkinan untuk mengawal dengan tepat diameter, panjang wayar dan banyak ciri mekanikal lain yang diperlukan dalam industri pendawaian elektrik, pembinaan dan pembuatan.
Lukisan wayar boleh ditakrifkan sebagai satu proses di mana wayar dibuat untuk melalui dadu diikuti dengan pemanjangan dan pengurangan beransur-ansur keratan rentas wayar. Die mempunyai apertur yang dikekalkan dalam bentuk regangan apabila wayar dicondongkan melaluinya. Apertur melalui dadu menyempitkan wayar kerana ketegangan yang ditarik kepadanya sepanjang panjangnya menyebabkan ia meregang. Pengerasan terikan ini secara keseluruhan meningkatkan panjang wayar. Tegasan yang berbeza digunakan dalam proses berbilang langkah ini untuk mencipta wayar wayar geometri dan ciri yang ditetapkan.
Lukisan wayar paling kerap dipaparkan dalam wayar elektrik di mana keupayaan untuk meniru dimensi wayar dan sifat fungsi elektriknya diperlukan. Sebilangan besar aplikasi meluas ke banyak industri ditemui dalam komponen pembuatan dan produk seperti bahagian automotif, spring dan pengikat untuk menyebut beberapa dengan woof atau kekuatan dan varians wayar.
Adalah penting untuk memahami bahawa kedua-dua lukisan wayar dan penyemperitan adalah proses yang melibatkan perubahan bentuk logam. Walaupun tujuan lukisan wayar adalah menarik keluar wayar dengan mengurangkan diameternya dan menambah panjangnya, dalam penyemperitan, logam dipam atau dipaksa melalui dadu untuk menghasilkan bentuk dan profil yang rumit. Kedua-dua proses ini mempunyai kepentingan dan aplikasinya tetapi kedua-duanya adalah proses yang amat diperlukan dalam industri kerja logam yang membolehkan produk berkualiti tinggi dihasilkan dalam pelbagai industri.
Aplikasi dalam Pendawaian Elektrik
Setakat pendawaian elektrik, lukisan wayar dan penyemperitan adalah antara proses terpenting yang memastikan penghasilan komponen elektrik yang ideal. Khususnya, lukisan wayar, yang memberi penekanan pada pemanjangan wayar sambil mengurangkan saiz diameter, sangat bermanfaat dalam pembentukan rangkaian luas wayar tolok yang sangat halus yang digunakan dalam litar elektrik yang canggih. Walau bagaimanapun, penyemperitan membenarkan pembentukan bentuk dan profil kompleks yang diperlukan untuk penyambung, kotak simpang, atau penebat kabel. Oleh kerana gabungan teknik ini, pengeluar boleh mematuhi banyak piawaian ketat yang dikenakan oleh segmen elektrik ekonomi dan menyampaikan sistem elektrik yang boleh dipercayai dan berkesan.
Bagaimana Lukisan Wayar ialah Proses Kerja Logam
Melukis ialah satu proses yang melibatkan penciptaan wayar kepada ketumpatan yang lebih kecil tanpa memendekkan panjang wayar. Lukisan wayar pada asasnya ditakrifkan sebagai tindakan membentuk wayar dengan menarik melalui urutan mati. Wayar sempit dengan panjang yang agak besar dibuat melalui lukisan yang digunakan untuk aplikasi seperti litar wayar dan banyak sambungan elektronik lain jika perlu. Setiap proses melukis wayar meningkatkan kekuatan wayar, dan integriti mekanikal dan elektriknya serta meningkatkan ketegangan permukaan wayar.
Operasi utama yang terlibat semasa proses melukis wayar ialah ubah bentuk wayar. Wayar sedang ditarik melalui acuan pada tegangan tertentu dan semasa proses penarikan, ubah bentuk plastik logam berlaku dan diameternya berkurangan. Semasa melukis wayar, permukaan wayar disalut dengan pelincir untuk mengurangkan sentuhan dan kerosakan pada permukaan. Parameter lukisan wayar termasuk:
Diameter wayar: ketebalan wayar awal atau pra-lukisan dirujuk sebagai diameter wayar.
Saiz dadu: berkenaan dengan lukisan, wayar yang lebih pantas disiapkan pada dimensi dadu yang dikehendaki
Nisbah pengurangan: dinyatakan sebagai diameter wayar awal dibahagikan dengan diameter wayar hujung dan memberikan anggaran perubahan.
Kelajuan lukisan: Untuk setiap dadu yang digunakan dalam proses lukisan wayar, terdapat dadu yang melaluinya wayar ditarik. Kadar lukisan wayar secara langsung mempengaruhi keberkesanan dan kualiti lukisan wayar.
Pelinciran: Ini adalah pelincir yang digunakan semasa arah dan digunakan dalam proses lukisan untuk meminimumkan rintangan semasa lukisan.
Lukisan wayar adalah khusus dan penting untuk pembuatan wayar dan kabel elektrik, dan mempunyai banyak kegunaan dalam industri automotif, aeroangkasa dan telekom. Ia memungkinkan untuk menghasilkan wayar yang mempunyai dimensi terkawal dan sifat mekanikal yang berguna dan berkesan apabila digunakan dalam sistem elektrik.
Meneroka Proses Penyemperitan
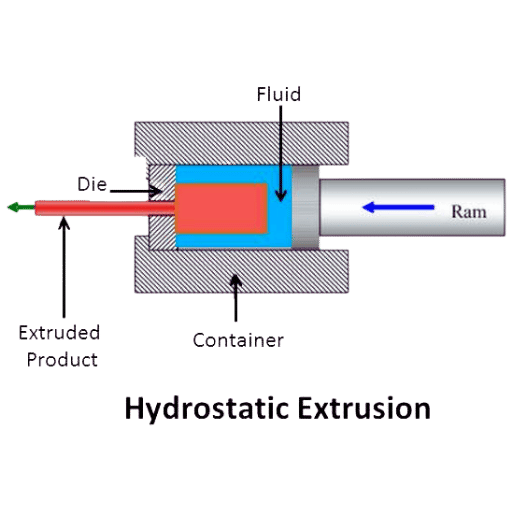
Proses penyemperitan adalah kaedah penting dalam kerja logam yang digunakan untuk mengarang item dengan siluet yang rumit dan ciri kekuatan yang ditentukan. Ia terdiri daripada mengenakan tekanan tinggi kepada satu atau lebih bahan - biasanya logam atau plastik - memaksa bahan melalui bentuk (die) geometri dan ciri yang dikehendaki. Dengan pengetahuan tentang ciri-ciri proses penyemperitan ini, pengilang boleh menggunakannya untuk penghasilan komponen pelbagai bentuk, dimensi, sifat mekanikal serta penambahbaikan permukaan.
Jenis Penyemperitan: Langsung dan Tidak Langsung
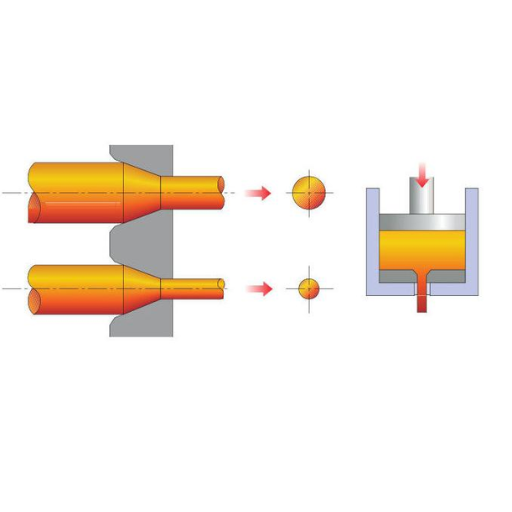
Dua perbezaan utama boleh dibuat mengenai penyemperitan: penyemperitan langsung dan tidak langsung. Penyemperitan langsung ialah apabila ram menolak bahan melalui acuan. Ia digunakan untuk bahan yang mempunyai daya penyemperitan yang lebih rendah dan keratan rentas yang mudah diekstrusi. Sebaliknya, penyemperitan tidak langsung adalah sebaliknya kerana acuan digerakkan ke arah bahan sehingga menolaknya melalui acuan. Teknik ini digunakan pada bahan dengan daya penyemperitan yang lebih tinggi atau bentuk keratan rentas yang lebih rumit. Kedua-dua penyemperitan langsung dan tidak langsung formulasi mempunyai kelebihan istimewa mereka dan diterima sama dalam fabrikasi logam dan plastik dalam pelbagai bidang. Untuk pemahaman lanjut tentang jenis penyemperitan ini, pendekatan terbaik adalah dengan melawati 3 tapak web teratas pada masa ini di Google.com tentang isu ini.
Peranan Penyemperitan dalam Kerja Logam
Penyemperitan mempunyai fungsi yang sangat penting dalam kerja logam kerana ia digunakan untuk mencipta bahagian logam dengan cekap dan tepat. Sebagai proses untuk ubah bentuk, penyemperitan membantu dalam menangkap struktur dalaman yang konsisten bagi bentuk keratan rentas yang lebih rumit dalam logam. Apabila membezakan lukisan wayar dan penyemperitan, ia perlu dinyatakan bahawa kini terdapat aktiviti biasa kerja logam, tetapi teknologi dan tujuan fungsi pada asasnya berbeza. Lukisan wayar menangani pengeluaran wayar yang akan digunakan untuk aplikasi elektrik dan struktur, manakala penyemperitan digunakan secara meluas dalam industri plastik dan logam. Proses ini juga mempunyai kelebihan lain seperti kemasan permukaan yang lebih baik dan keupayaan untuk bekerja dalam bahan yang dilukis yang memerlukan daya penyemperitan yang besar. Walau bagaimanapun, terdapat beberapa masalah yang berkaitan dengan lukisan logam atau Menguasai penyemperitan dan lukisan logam- menangani kelemahan ubah bentuk. Sekali keunikan yang proses penyemperitan difahami, pengilang akan dapat menyampaikan produk logam kualitatif.
Mengapa Penyemperitan ialah Proses untuk Ubah Bentuk
Penyemperitan ialah proses kerja logam yang sangat cekap bertujuan untuk memudahkan ubah bentuk bagi pengeluar yang ingin mencipta pelbagai bentuk. Proses ini terdiri daripada mengenakan jumlah daya yang besar sama ada dalam gerakan menolak atau menarik ke atas bahan yang telah dibentuk agar muat melalui dadu, dengan itu mengubah luas keratan rentas dan dimensi dalam proses. Perkara berikut menyerlahkan sebab mengapa penyemperitan adalah kaedah pilihan untuk ubah bentuk:
Kecekapan dalam Dimensi dan Bentuk: Penggunaan penyemperitan adalah bermanfaat untuk pengeluar kerana mereka akan dapat mengawal ubah bentuk dalam proses menjamin dimensi dan bentuk seragam. Beberapa parameter yang perlu diambil kira semasa peringkat terdahulu penyemperitan logam ialah suhu, halaju penyemperitan dan geometri cetakan.
Struktur Dalaman yang Diperbaiki: Teknologi penyemperitan boleh membetulkan sifat bahan yang sedang dikerjakan dengan ketara. Saya akan memperbaiki struktur bijian, menguatkan bahan dan juga memperkayakan sifat mekanikal keseluruhan bahan. Suhu optimum semasa penyemperitan dan komposisi aloi yang sesuai perlu dipatuhi untuk mencapai sifat yang dijangkakan bagi sesuatu bahan.
Penciptaan Bentuk Rumit: Oleh kerana penyemperitan memerlukan penghasilan bentuk yang kompleks, mungkin sukar untuk menghasilkannya menggunakan teknik tradisional. Dengan menggunakan konfigurasi die yang sesuai, pengilang boleh menyelesaikan tugas penyemperitan bahan ke dalam bahagian yang direka bentuk untuk menjadi unik, sama ada profil, tiub, rod atau sebarang bentuk lain.
Keberkesanan kos dan Kecekapan Bahan: Pelanjutan membenarkan parameter yang disertakan dengan konsep pengurangan kos apabila ia melibatkan proses pengeluaran. Kekurangan pembaziran dan keupayaan untuk menggunakan sisa-sisa sampah atau bahan kitar semula semasa pengeluaran juga meminimumkan kos yang dikenakan kepada pengeluaran besar-besaran oleh itu menjadikan sambungan sebagai proses yang menjimatkan kos.
Kepelbagaian dan Pelbagai Aplikasi: Disebabkan pelbagai proses yang terlibat, banyak industri seperti automotif, aeroangkasa, pembinaan, dan pembuatan barangan boleh guna telah menggunakan peluasan dalam pengeluaran besar-besaran. Pelbagai jenis bahan, termasuk aluminium, keluli, tembaga, dan plastik boleh digunakan dalam proses penyemperitan dengan itu meningkatkan keupayaannya dalam proses ubah bentuk.
Dengan penggunaan penyemperitan, pengilang boleh menghapuskan batasan yang ditimbulkan oleh ubah bentuk, membentuk produk dengan tepat dan mengeluarkan unsur logam dengan kualiti unggul seperti ketepatan dimensi dan sifat.
Membandingkan Lukisan Wayar dan Penyemperitan
Dalam membandingkan proses lukisan wayar dan penyemperitan, faktor lukisan wayar mesti dipertimbangkan. Marilah kita meneroka perbezaan, terutamanya mengenai perubahan keratan rentas dan kualiti permukaan, untuk mendapat penghargaan yang lebih baik tentang merit kedua-dua kaedah dan aplikasinya. Perbezaan antara lukisan wayar dan penyemperitan adalah penting bagi pengeluar kerana ia membantu dalam pemilihan teknik yang paling sesuai untuk keperluan pengeluaran dan objektif akhir yang diberikan.
Perbezaan Antara Teknik Lukisan dan Penyemperitan
Apabila menangani kaedah lukisan wayar dan penyemperitan, dan membandingkan kaedah, adalah perlu untuk memasukkan pelbagai parameter yang menentukan keupayaan dan kecekapan setiap kaedah tertentu. Beritahu kami perbezaan antara perubahan luas keratan rentas ini dan kemasan permukaan khususnya supaya kami mungkin dapat mengetahui lebih lanjut tentang kelebihan dan kegunaan kaedah yang berbeza. Untuk memberi anda gambaran yang baik tentang teknik tersebut, saya boleh merujuk kepada sumber yang betul di internet seperti 3 tapak pertama di google.com.
Lukisan wayar ialah satu proses yang mengurangkan diameter wayar dengan menariknya melalui dadu dengan keratan rentas yang lebih kecil yang berubah bentuk oleh pengecutan haba. Ia sangat kerap digunakan untuk aplikasi elektrik dan struktur yang memerlukan sifat mekanikal dan toleransi.
Kaedah lain agak dikenali sebagai penyemperitan yang membayangkan menolak logam atau plastik melalui dadu dengan keratan rentas yang dimaksudkan. Ia adalah proses menggerakkan bahan melalui dadu ke bentuk keratan rentas yang dikehendaki. Ia telah menjadi boleh digunakan kepada industri kerana ia boleh membenarkan industri plastik dan logam untuk mengeluarkan profil, rod dan tiub dengan bentuk dan kawasan tertentu.
Di antara perbezaan ketara antara lukisan wayar dan teknik penyemperitan, perkara berikut perlu diberi perhatian:
Kecacatan Keratan Rentas: Teknologi lukisan wayar dengan cekap hanya berfungsi untuk mengurangkan luas keratan rentas wayar tetapi mengekalkan bentuk dan meregangkan wayar dalam proses. Sebaliknya, penyemperitan membolehkan pembentukan bentuk keratan rentas bergerigi bersama dengan bahagian tirus dan berongga.
Rawatan Permukaan: Pemerhati akan ambil perhatian bahawa lukisan wayar melanda banyak permukaan kasar kerana wayar selepas lukisan mengalami regangan dan mampatan semasa lukisan bahagian utama wayar. Sebaliknya proses penyemperitan boleh menyebabkan kemasan permukaan yang tidak begitu licin kerana terlalu banyak bahan aktif yang disapu pada cetakan.
Pengilang akan mendiskriminasi antara lukisan wayar dan teknik penyemperitan berdasarkan analisis teliti kelebihan dan batasan sama ada teknik berkenaan dengan spesifikasi atau sasaran pengeluaran. Bagi yang lain, mereka mesti memahami isu rumit ini secara menyeluruh dan mendapatkan semua maklumat kritikal daripada sumber yang boleh dipercayai dan bereputasi serta bimbingan pakar.
Menganalisis Perubahan Keratan Rentas
Apabila mengkaji proses lukisan wayar atau penyemperitan, terdapat keperluan untuk menganalisis parameter teknikalnya serta kesannya. Mari kita fokus pada faktor penting tersebut:
Aliran dan Ubah Bentuk Bahan: Dalam lukisan wayar, luas keratan rentas wayar dikurangkan dengan menarik wayar melalui dadu. Dengan melakukan ini, panjang dibuat lebih panjang manakala diameter dibuat lebih kecil yang membawa perubahan dalam struktur butiran, mikrostruktur dan sifat mekanikal bahan. Sebaliknya, dalam penyemperitan, bahan dibentuk menjadi keratan rentas yang dikehendaki dengan memaksanya melalui acuan yang membawa kepada ubah bentuk plastik dan perubahan bentuk keratan rentas.
Kekasaran Permukaan: Akibat daya geseran antara wayar dan acuan, lukisan wayar mempunyai kecacatan permukaan yang lebih rendah. Manakala dalam penyemperitan, nilai kekasaran permukaan yang dihasilkan adalah lebih tinggi sedikit kerana interaksi bahan-die.
Parameter dan Pertimbangan: Beberapa parameter teknikal terlibat dalam memahami perubahan keratan rentas, termasuk konfigurasi Die dan geometri Teknik pelinciran dan penyejukan Sifat mekanikal bahan, seperti kekuatan dan kemuluran Kelajuan mandi atau penyemperitan Nisbah pengurangan Suhu bilet atau wayar Bahan dan kekasaran permukaan acuan Mengetahui dan menambah baik parameter grafik tekno fokus pada menyokong output yang boleh diterima serta kualiti produk semasa lukisan wayar dan proses penyemperitan. Oleh itu, adalah penting bagi pengeluar untuk merujuk kepada sumber yang boleh dipercayai, mendapatkan bantuan pakar dan menguji proses dengan lebih intensif untuk mencari parameter teknikal yang paling sesuai untuk keperluan pengeluaran mereka.
Perbezaan Kemasan Permukaan dalam Produk Logam
Memandangkan saya seorang pakar lukisan dan penyemperitan logam, keanehan kemasan permukaan produk logam adalah sesuatu yang saya kompeten. Tambahan pula, kemasan permukaan merupakan bahagian yang tidak penting kerana ia merupakan faktor penentu dalam pandangan, keberkesanan dan kegunaan komponen logam. Walau apa pun, ciri kemasan permukaan yang dijangka perlu dipenuhi melalui beberapa keperluan dan had operasi. Melihat pada tiga carian Google teratas berkenaan isu yang berkaitan, saya boleh membuat kesimpulan berikut:
Parameter Kemasan Permukaan: Kemasan permukaan dalam produk logam boleh menjadi fungsi parameter yang berbeza seperti:
Kaedah pelinciran dan penyejukan: Penggunaan banyak kecacatan dan bantuan peningkatan permukaan dalam mencapai kemasan yang lebih baik.
Jenis dan kemasan permukaan acuan: Penggunaan bahan cetakan serta ciri permukaan menentukan kekasaran dan kualiti produk akhir.
Kelajuan lukisan atau penyemperitan: Sangat penting untuk mengawal kelajuan operasi untuk mencapai konsistensi dan mengurangkan bilangan kecacatan permukaan.
Sifat bahan: Sifat intrinsik logam seperti kekuatan dan kemuluran menentukan kemasan permukaan yang akan dicapai.
Kepentingan Pengoptimuman: Pengilang perlu mengambil kira keperluan produk dan proses masing-masing semasa mereka bentuk untuk kemasan permukaan yang optimum. Mereka mesti mempertimbangkan kesusasteraan yang berkaitan, dan pendapat pakar dan menjalankan penanda aras yang sesuai untuk mencapai parameter yang sesuai untuk keperluan pengeluaran tertentu mereka. Ini menyumbang kepada mencapai matlamat yang diingini dan memastikan kualiti kemasan permukaan dalam lukisan wayar dan proses penyemperitan.
Suntikan dan peningkatan parameter ini melalui pengoptimuman reka bentuk membolehkan pengilang mengurus dan mengoptimumkan permukaan produk logam siap supaya jangkaan estetika dan kefungsian ditangani dengan secukupnya.
Aplikasi Biasa Lukisan Wayar dan Penyemperitan

Lukisan wayar:
Pendawaian Elektrik: Proses lukisan wayar ialah satu bentuk lanjutan teknik lukisan sejuk yang digunakan terutamanya dalam pengeluaran pendawaian elektrik seperti sistem kediaman, komersial dan perindustrian. Parameter proses menjamin pengeluaran wayar yang seragam dan licin dalam profil dan mempunyai pengaliran elektrik maksimum dan penebat wayar.
Komponen Struktur: Lukisan wayar juga digunakan dalam pembuatan komponen struktur dalam industri seperti pembinaan, automotif dan industri aeroangkasa. Ia membantu dalam pembuatan wayar dengan dimensi yang diperlukan dan sifat mekanikal untuk digunakan dalam aplikasi yang diperlukan dengan keperluan kekuatan.
Penyemperitan:
Pengilangan Plastik: Penyemperitan ialah salah satu proses kerja yang paling penting dalam domain pembuatan fail plastik. Ia juga digunakan untuk membentuk plastik yang dalam keadaan cair menjadi paip dan bentuk lain termasuk tiub dan kepingan dan profil. Ia memungkinkan untuk mencipta bentuk yang lebih kompleks dengan dimensi malar dan kemasan permukaan.
Pengilangan Logam: Mengenai pembuatan logam, penyemperitan digunakan terutamanya dalam menghasilkan profil, rod dan tiub. Ia memudahkan pembuatan bahagian logam yang mempunyai bentuk dan sifat fizikal tertentu yang diperlukan dalam industri berbeza yang termasuk industri pembinaan, automotif dan aeronautik.
Pengilang boleh menggunakan proses lukisan wayar dan penyemperitan untuk memenuhi keperluan medan yang berbeza dan menghasilkan bahagian dengan saiz, kekuatan serta kemasan permukaan yang telah ditetapkan. Memandangkan proses sedemikian memberikan fleksibiliti dan kawalan, ia menjadi penting dalam pelbagai aplikasi dalam industri yang berbeza.
Lukisan Wayar untuk Kegunaan Elektrik dan Struktur
Lukisan wayar ialah operasi utama yang digunakan dalam struktur dan bekalan kuasa berkaitan elemen. Ia adalah proses memaksa wayar logam melalui dadu untuk mengecilkan keratan rentasnya dan meningkatkan sifatnya. Saya mengiktiraf lukisan wayar sebagai cara melakukan kerja dalam operasi dan mengatakan ini untuk industri telekomunikasi, elektrik dan pembinaan. Ini membolehkan pembangunan wayar keratan rentas tertentu, kekuatan tegangan dan rawatan permukaan. Dengan melaraskan parameter lukisan dengan tepat, pengeluar boleh menghasilkan wayar yang bertindak balas kepada keperluan kritikal industri ini, memastikan prestasi yang memuaskan dalam sebarang aplikasi.
Penyemperitan dalam Pembuatan Plastik dan Logam
Penyemperitan adalah kaedah biasa dalam pembuatan kedua-dua plastik dan logam. Proses ini terdiri daripada memaksa bahan melalui acuan untuk membentuk produk dengan bentuk dan saiz yang diperlukan. Dalam kes penyemperitan plastik, proses ini muncul sebagai berguna untuk pembuatan paip, paip, tiub dan kepingan. Dalam pembuatan logam, proses ini digunakan dalam penciptaan rod, bar dan profil.
Terdapat pelbagai faedah kepada kecekapan proses pembuatan apabila menggunakan kaedah penyemperitan. Ia membolehkan menghasilkan keratan rentas yang berterusan dan koheren yang boleh menjadi agak kompleks juga. Proses ini dikaitkan dengan kadar tinggi dan kecekapan pengeluaran yang membolehkan aplikasi dalam produk pengeluaran besar-besaran. Sebagai tambahan, ia juga diperhatikan bahawa bahagian plastik dan logam yang tersemperit cenderung mempunyai kualiti yang lebih baik seperti ketahanan.
Walau bagaimanapun, komplikasi tertentu mungkin berlaku semasa pelaksanaan penyemperitan. Beberapa komplikasi seperti ubah bentuk, tegangan dan pengagihan bahan boleh berlaku yang membawa kepada kecacatan pada sifat. Diameter bilet dan toleransi keratan rentas adalah dua faktor yang memastikan konsistensi produk. Akhir sekali, mencapai kualiti permukaan yang dijangkakan boleh menjadi sukar kerana proses penyemperitan boleh menyebabkan beberapa permukaan kasar dan tidak rata.
Untuk menghadapi cabaran ini, pengeluar menggunakan beberapa teknologi dan teknik. Penggunaan reka bentuk cetakan yang canggih dan pemilihan parameter proses penyemperitan yang teliti mengurangkan herotan dan meningkatkan sifat tegangan. Kawalan proses juga menyediakan ketekalan dalam ketinggian dan ketebalan bilet serta keratan rentasnya. Menggilap dan beberapa pesisir pantai juga boleh digunakan untuk meningkatkan kualiti permukaan item tersemperit.
Apabila pengeluar mempelajari ciri-ciri penting penyemperitan dalam industri plastik dan logam, beberapa cabaran dapat diatasi manakala peluang yang dibawa oleh proses ini digunakan sepenuhnya. Ia juga penting untuk pembuatan pelbagai produk dan pembangunan sektor yang berbeza.
Faedah Logam Ditarik Sejuk dan Tersemperit
Dalam perjalanan kerja saya, saya ingin secara terbuka menyokong proses lukisan dan penyemperitan logam kerana mereka diketahui boleh menyejukkan logam dan/atau menyemperit logam masing-masing. Logam yang dilukis atau tersemperit melalui proses ini diubah bentuk dengan cara yang meningkatkan sifat dan ketepatan metalurginya. Didedahkan bahawa logam yang ditarik sejuk mempunyai ciri yang sangat baik seperti kekuatan tegangan, ketepatan dimensi, dan kemasan permukaan yang boleh digunakan dalam aplikasi yang memerlukan toleransi yang tinggi. Manakala logam tersemperit mempunyai kapasiti dan fleksibiliti untuk dihasilkan dalam pelbagai bentuk, saiz dan reka bentuk yang seterusnya akan menawarkan kebebasan reka bentuk yang hebat kepada pengeluar. Oleh itu, memungkinkan untuk mengeluarkan pelbagai jenis produk, termasuk tetapi tidak terhad kepada, bahagian struktur dalam industri aeroangkasa, bahagian automotif yang kompleks dan peranti elektrik pengguna. Secara umum, logam yang ditarik sejuk bertujuan untuk meningkatkan sifat mekanikal logam dan bahagian logam, ketepatan dimensi dan kualiti permukaan artikel logam, serta peluang reka bentuk. Semua aspek ini menjadikan logam ini penting dalam industri masa kini.
Cabaran dalam Lukisan dan Penyemperitan Logam

Proses melukis dan menyemperit produk logam datang dengan set masalah tersendiri yang harus ditangani dengan betul untuk mencapai keberkesanan maksimum dan kualiti maksimum produk akhir. Mengatasi masalah di atas melibatkan pengetahuan menyeluruh tentang ciri-ciri bahan, rejim proses, dan teknologi pembuatan termaju. Cabaran sedemikian boleh diselesaikan dan dengan bantuan teknik dan alatan yang sesuai, pengilang boleh menghasilkan bahagian logam yang direka bentuk dengan baik dan produk berkualiti tinggi.
Menangani Isu Ubah Bentuk dan Tegangan
Faktor ubah bentuk dan tegangan memberikan cabaran penting yang dihadapi oleh lukisan dan penyemperitan logam yang terutamanya mempersoalkan kualiti dan integriti produk akhir. Untuk mengatasi masalah ini, pengilang harus mengambil kira langkah penentu utama berikut:
Parameter Proses: Parameter proses yang sesuai seperti suhu, kadar terikan, dan pelinciran perlu diwujudkan untuk mengurangkan faktor ubah bentuk dan tegangan. Adalah penting untuk ambil perhatian bahawa parameter ini perlu diselaraskan oleh sifat bahan dan hasil yang dimaksudkan untuk dicapai.
Reka Bentuk Die: Dalam kes di mana terdapat ubah bentuk bahan yang meluas, reka bentuk acuan mesti dioptimumkan supaya aliran bahan yang dimesin ke bahagian dikawal sebahagiannya. Beberapa faktor yang memerlukan penalaan yang sesuai untuk meminimumkan tegasan tegangan dan mencapai ketepatan dimensi yang dikehendaki termasuk sudut die, panjang tanah dan jejari fillet.
Pemilihan Bahan: Untuk tujuan itu, adalah intuitif bahawa sifat mekanikal bahan dan kemulurannya sangat mempengaruhi ubah bentuk bahan dan faktor tegangan semasa lukisan dan penyemperitan. Pemilihan bahan boleh dilaksanakan mengenai beberapa parameter yang termasuk kekuatan, pemanjangan serta tingkah laku pengerasan kerja.
Rawatan Haba: Oleh itu, teknik lain dicadangkan untuk mengurangkan jumlah ubah bentuk serta memperbaiki sifat mekanikal logam. Sebagai contoh, rawatan penyepuhlindapan atau pelepasan tekanan secara berkesan melegakan tegasan sisa dan meningkatkan kemuluran bahan yang seterusnya mengurangkan kemungkinan ubah bentuk dan kegagalan tegangan.
Penyelenggaraan Die: Pemeriksaan dan pembaikan acuan yang tepat pada masanya dan rutin adalah penting untuk ketepatan dimensi dan untuk mengehadkan kebimbangan ubah bentuk. Jika permukaan cetakan mempunyai sebarang haus dan lusuh atau kerosakan, ia perlu dibetulkan segera untuk menjamin keseragaman dalam kualiti barangan yang dihasilkan.
Dengan menilai dan menggunakan teknik ini dengan bijak, pengilang boleh menyelesaikan isu ubah bentuk dan tegangan dengan berkesan dalam reka bentuk dan fabrikasi komponen logam dengan metrologi dan sifat mekanikal yang dipertingkatkan.
Menguruskan Keseragaman Billet dan Keratan Rentas
Dalam pembuatan, mengekalkan kualiti dan ketekalan fungsi produk siap memerlukan pengurusan bilet dan keseragaman keratan rentas yang berkesan. Beberapa isu timbul semasa seseorang berusaha ke arah ini. Yang pertama melibatkan jenis bahan bilet. Komposisi kimia bahan yang mempunyai sifat mekanikal yang diperlukan termasuk ciri kekuatan, pemanjangan dan pengerasan kerja harus digunakan. Selain itu, suhu bersama-sama dengan kadar penyejukan yang digunakan dalam tuangan proses pembuatan bolt berbentuk C mesti dikawal untuk mengelakkan dimensi keratan rentas yang berbeza.
Sebaliknya, parameter teknikal yang perlu dipertimbangkan untuk mengurus keseragaman dwilogam dan keratan rentas mungkin termasuk:
Komposisi logam: Pastikan bi-logam yang difabrikasi memenuhi sifat mekanikal yang diperlukan.
Suhu tuangan: Pastikan suhu adalah seragam merentasi radiator tuang semasa tuangan supaya tiada perbezaan terma merentas keratan rentasnya.
Masa untuk menyejukkan sistem: Kurangkan masa ini untuk menyejukkan komponen secukupnya dan elakkan menyebabkan kerosakan/perubahan pada keratan rentas akibat tekanan dalaman.
Bilet dan selempang. ketebalan glaukoma. Memanjang – panjang – unsur pukal mendatar, ketinggian: Bahagian ini memantau dan mengawal dimensi dwilogam untuk memastikan profil optimumnya dikekalkan.
Langkah-langkah kawalan: Langkah pembetulan dan pencegahan perlu dilaksanakan untuk meminimumkan kes perubahan dimensi atau komposisi dwilogam.
Berdasarkan faktor-faktor yang diserlahkan dan faktor-faktor yang dinyatakan, pengeluar boleh mengawal keseragaman bilet dan keratan rentas untuk menghasilkan komponen logam ketepatan yang dimensi dan sifat mekanikalnya adalah pada standard yang tinggi.
Memperbaik Kemasan Permukaan dalam Pembuatan
Untuk mencapai kemasan permukaan yang lebih baik, pengetahuan tentang penentu kemasan permukaan akhir adalah asas. Setelah menggunakan 3 tapak web teratas yang dipaparkan di Google.com, saya telah menyusun amalan terbaik berikut.
Pertama, pengilang perlu mencari Parameter Pengilangan Paling Sesuai: Ini merujuk kepada parameter yang dioptimumkan untuk proses pemotongan seperti kelajuan pemotongan, kadar suapan dan geometri alat. Mendapatkan kompromi yang betul antara kualiti kemasan permukaan dan penyingkiran bahan adalah penting.
Kedua, Beberapa Amalan Pelinciran Berkesan: Pelinciran pada permukaan mesin hendaklah dilakukan dengan betul untuk mengurangkan jumlah haba dan geseran yang dihasilkan; dengan itu, kekasaran permukaan mesin berkurangan dengan ketara. Jenis pelincir yang akan digunakan hendaklah dipilih dengan betul. Juga, ini harus digunakan secara konsisten.
Ketiga, Gearing dan Abrasive Perlu Diperbaiki: Dengan menggunakan alat moden dan pelelas yang mempunyai geometri dan salutan yang unggul, penambahbaikan dalam kemasan boleh dicapai. Menjejaki perkembangan dalam teknologi perkakas perlu dilakukan.
Keempat, Getaran Harus Dikawal: Jeragat permukaan, yang boleh merendahkan kualiti, boleh dibantu dengan mengoptimumkan jumlah ketegaran, redaman dan kestabilan elemen mesin untuk mengawal getaran mesin.
Kelima, Teknik Pasca Pemprosesan Perlu Digunakan: Teknik pasca pemprosesan lain seperti penggilap, penggilap elektro, dan pelaksanaan kimia harus digunakan untuk mencapai permukaan yang lebih halus.
Teknik-teknik yang diterangkan di bahagian mereka membolehkan pengilang menambah baik kemasan permukaan dan oleh itu menghasilkan komponen yang lebih berkualiti dengan penampilan yang lebih baik.
Rujukan
Rintangan dan kekonduksian elektrik
Pengeluar Wire & Cable Extruder Terbaik di China
Soalan-soalan yang kerap ditanya (FAQ)
S: Apakah lukisan wayar?
A: Lukisan wayar ialah proses kerja logam yang digunakan untuk mengurangkan keratan rentas wayar dengan menarik wayar melalui satu dadu atau siri dadu. Ini ialah proses kerja sejuk yang menghasilkan wayar dengan profil keratan rentas yang berterusan.
S: Bagaimanakah proses penyemperitan berbeza daripada lukisan?
J: Penyemperitan dan lukisan adalah kedua-dua proses pembentukan, tetapi kaedahnya berbeza. Dalam penyemperitan, bahan ditolak melalui dadu untuk membentuk bentuk yang diingini, manakala lukisan melibatkan menarik bahan melalui dadu. Penyemperitan boleh dilakukan pada suhu panas atau sejuk, manakala lukisan biasanya merupakan proses kerja sejuk.
S: Bolehkah anda menerangkan peranan mandrel dalam lukisan tiub?
J: Dalam lukisan tiub, mandrel digunakan untuk menyokong diameter dalam tiub dan memastikan ia mengekalkan bentuk yang diingini semasa ia dilukis melalui dadu. Ini membantu mencapai ketepatan dalam ketebalan dan keseragaman tiub keluli.
S: Apakah yang dimaksudkan dengan 'penyemperitan hadapan'?
A: Penyemperitan ke hadapan ialah satu proses di mana bahan ditolak ke arah yang sama seperti pembukaan die. Ia berbeza dengan penyemperitan ke belakang, di mana bahan mengalir ke arah yang bertentangan dengan pergerakan ram.
S: Mengapakah lukisan wayar dianggap sebagai proses kerja sejuk?
A: Lukisan wayar dianggap sebagai proses kerja sejuk kerana ia dilakukan pada atau berhampiran suhu bilik. Proses ini menguatkan bahan melalui pengerasan terikan, kerana logam ditarik melalui dadu tanpa penggunaan haba.
S: Apakah jenis bahan yang boleh digunakan dalam proses penyemperitan dan lukisan?
J: Pelbagai logam boleh digunakan dalam proses penyemperitan dan lukisan, termasuk aluminium, tembaga, keluli dan loyang. Pilihan bahan bergantung pada sifat yang dikehendaki dan aplikasi produk akhir.
S: Bagaimanakah mesin lukisan berfungsi?
A: Mesin lukisan berfungsi dengan menarik wayar melalui dadu untuk mengurangkan diameternya dan mengubah profil keratan rentasnya. Mesin mengenakan ketegangan pada wayar, menariknya melalui satu siri die, setiap satunya lebih kecil, untuk mencapai dimensi yang diingini.
S: Apakah kepentingan 'lukisan panas'?
J: Lukisan panas merujuk kepada proses di mana bahan dipanaskan sebelum dilukis melalui dadu. Ini boleh mengurangkan daya yang diperlukan untuk membentuk bahan dan meningkatkan kemuluran, membolehkan ubah bentuk yang lebih besar tanpa pecah.
S: Bagaimanakah penyemperitan dan lukisan sejuk digunakan bersama?
A: Penyemperitan dan lukisan sejuk boleh dilakukan mengikut urutan untuk mencapai bentuk dan saiz tertentu. Pertama, penyemperitan digunakan untuk mencipta bentuk asas, dan kemudian lukisan sejuk memperhalusi lagi dimensi dan kemasan permukaan produk.



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


