




Mesin Penggerudian: Panduan Lengkap untuk Jenis, Pemilihan dan Penyelenggaraan
Hari ini, mesin penggerudian kekal sebagai salah satu alat kerja logam paling popular dalam bengkel pembuatan, pembinaan dan penyelenggaraan di seluruh dunia. Sama ada cuba menggerudi sekali melalui pendakap keluli atau menggali beribu-ribu laluan yang sama dalam kepala silinder, mengetahui kategori mesin penggerudian yang hendak digunakan memastikan ketepatan, daya pemprosesan dan kos setiap lubang yang munasabah. Maklumat berikut diambil daripada setiap kategori mesin penggerudian yang masih dalam pengeluaran aktif, menerangkan cara memilih antara kedua-duanya dan menerangkan rutin penyelenggaraan yang memastikan galas gelendong hidup lebih lama daripada yang dijangkakan oleh kebanyakan pengendali.
Spesifikasi Ringkas — Gambaran Keseluruhan Mesin Penggerudian
| Julat Kelajuan Spindle | 150 – 15,000 RPM (berubah mengikut jenis) |
| Julat Diameter Lubang | 3 mm – 200 mm+ (penggerudian langkah untuk yang lebih besar) |
| motor Power | 0.25 kW (bangku) – 7.5 kW (jejari) |
| Bahan Biasa | Keluli lembut, aluminium, besi tuang, kayu, plastik, komposit |
| Nilai Pasaran Global (2024) | $26 – $31 bilion |
| Piawaian Utama | ISO 73.100.30, ISO 20770-1, OSHA 29 CFR 1910.213 |
Apakah Mesin Penggerudian?
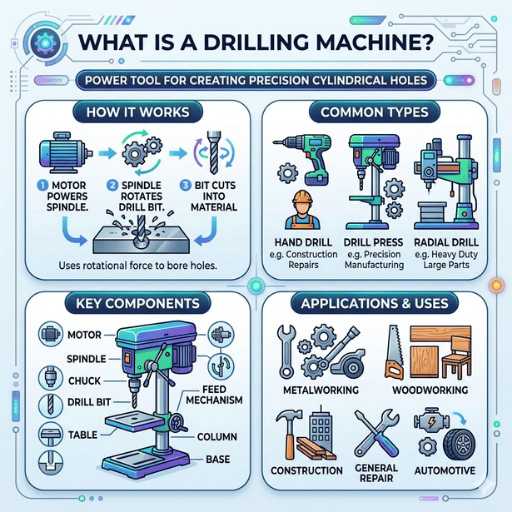
Mesin gerudi ialah pusat pemesinan yang (a) dikuasakan untuk memutarkan alat pemotong, biasanya gerudi putar, dan (b) cukup tegar untuk menggerakkan alat tersebut secara terkawal terhadap benda kerja pegun untuk mengisar lubang silinder dengan keratan rentas dan kedalaman lubang tertentu. Takrifan ini mengatakan ia boleh memberikan tiga keadaan yang tidak boleh dilakukan oleh gerudi tangan: kelajuan gelendong malar, pergerakan paksi terkawal dan penjajaran yang boleh dipercayai antara seruling gerudi dan permukaan kerja. Ketiga-tiga pembolehubah tersebut sahaja menentukan kualiti lubang yang dimesin, dari segi keserenjangan dengan permukaan kerja, dimensi lubang ketepatan dan kemasan di dalamnya.
Selain lubang penggerudian, proses penggerudian digunakan untuk operasi penalaan semula, penggerudian balas, penorehan, penempaan titik dan penenggelaman balas. Dari segi masa operasi, ia merupakan salah satu peralatan bengkel yang paling banyak digunakan; mesin gerudi bergerak pantas dari satu operasi ke operasi seterusnya.
Mesin gerudi menjejaki salasilahnya kepada mesin pengorek John Wilkinson, yang pertama kali dibina pada tahun 1770-an untuk menghasilkan laras meriam. Model ini diubah suai untuk menghasilkan silinder berdimensi yang betul untuk enjin omboh James Watt, menandakan permulaan mesin gerudi untuk digunakan di bengkel mesin moden. Konfigurasi lengan jejari muncul sekitar tahun 1861, dikreditkan kepada James Nasmyth, yang membolehkan gelendong mengakses setiap bahagian benda kerja yang dipasang secara pegun untuk satu siri operasi, tanpa mengamankan semula bahagian itu sendiri.
Syarikat-syarikat penyelidikan pasaran kini menganggarkan pasaran mesin gerudi antara $26 dan $31 bilion, sehingga 2024, dengan kadar peningkatan tahunan yang diunjurkan antara 4.9 dan 6 peratus sehingga 2032. Projek infrastruktur di Asia Pasifik memacu sebahagian daripada pertumbuhan ini, manakala inisiatif pemulihan Amerika Utara yang digandingkan dengan automasi progresif yang berterusan melalui kawalan CNC menjana sebahagian besar pertumbuhan dalam pasaran ini. Pembinaan mengambil bahagian terbesar daripada hasil, tetapi pengeluaran aeroangkasa dan peranti perubatan menukar nilai unit keuntungan.
Piawaian pengelasan untuk mesin penggerudian diterbitkan di bawah ISO 73.100.30 (peralatan perlombongan dan kuari: alat penggerudian) dan ISO 20770-1 (keselamatan alat mesin: mesin penggerudian). Spesifikasi ini merangkumi penarafan keserasian gelendong, pelepasan hingar dan elektromagnet yang mesti dipenuhi oleh semua jentera pemintalan sebelum sampai ke port pengguna.
Jenis-Jenis Mesin Gerudi

Cara mesin gerudi dibina bergantung pada kedudukan gelendongnya, saiz benda kerja yang dimaksudkan untuk digunakan, dan tahap automasi yang disepadukan ke dalam reka bentuk. Mesin gerudi bangku, mesin gerudi kolumnar (atau tiang), dan gerudi lengan jejari adalah antara nama biasa yang dilihat di kedai, tetapi sistem penamaan lengkap wujud dengan klasifikasi berdasarkan pembolehubah ini.
Berikut ialah jadual perbandingan untuk sepuluh jenis yang sedang dalam pengeluaran/jualan aktif pada masa ini. Julat harga adalah berdasarkan pemerhatian pasaran 2024 untuk peralatan baharu daripada pengeluar kelas pertengahan, dan harus dianggap sebagai indikatif dan bukannya sebut harga.
| Jenis | Diameter Lubang Maks. | Kelajuan Gelendong | motor Power | Harga Biasa (USD) | terbaik Untuk |
|---|---|---|---|---|---|
| Tekan Gerudi Bangku | 16 mm | 500 - 3,100 RPM | 0.25 - 0.75 kW | $ 150 - $ 800 | Bahagian kecil, prototaip, hobi |
| Mesin Gerudi Tiang (Lantai) | 32 mm | 150 - 2,500 RPM | 0.75 - 2.2 kW | $ 800 - $ 4,000 | Fabrikasi am, bahagian sederhana |
| Gerudi Lengan Radial | 75 mm | 40 - 2,000 RPM | 2.2 - 7.5 kW | $ 5,000 - $ 45,000 | Bahan kerja besar/berat, pembinaan kapal |
| Geng Drill | 25 mm setiap gelendong | 500 - 3,000 RPM | 0.5 kW × 4–6 kepala | $ 3,000 - $ 12,000 | Operasi berjujukan, pengeluaran berjalan |
| Gerudi Berbilang Spindle | 20 mm setiap gelendong | 600 - 4,000 RPM | 2.2 - 5.5 kW | $ 8,000 - $ 35,000 | Pengeluaran kelompok, corak bolt bebibir |
| Mesin Gerudi Magnet | 50 mm (pemotong anulus) | 250 - 750 RPM | 1.1 - 1.8 kW | $ 900 - $ 3,500 | Keluli struktur, kerja di tapak |
| Mesin Penggerudian CNC | 40 mm+ (bergantung pada alat) | 100 - 15,000 RPM | 3.7 - 7.5 kW | $ 25,000 - $ 200,000 + | Ketepatan volum tinggi, aeroangkasa |
| Penggerudian Lubang Dalam / Senjata Api | 3 - 50 mm | 1,000 - 8,000 RPM | 5.5 - 15 kW | $ 50,000 - $ 400,000 | Nisbah L/D >10:1, laras senapang, acuan |
| Mesin Gerudi Mudah Alih (Magnetik) | 35 mm | 350 - 750 RPM | 1.1 kW | $ 600 - $ 2,500 | Perkhidmatan lapangan, kerja paip |
| Pusat Penggerudian dan Penoreh | Gerudi 25 mm / pili M20 | 200 - 10,000 RPM | 3.7 - 5.5 kW | $ 18,000 - $ 80,000 | Penggerudian dan penorehan dalam satu persediaan |
Mesin gerudi bangku yang ringkas. Mesin gerudi bangku yang dipercayai di bengkel pembuatan kecil. Boleh dipasang pada meja kerja, mengendalikan pelbagai diameter lubang sehingga sekitar 16 mm. Model pacuan tali sawat mempunyai sistem takal langkah di mana tali sawat digerakkan dari satu takal ke takal yang lain untuk menukar kelajuan—ini agak membebankan jika anda kerap menukar kelajuan tetapi akan memberikan servis tanpa masalah secara mekanikal selama beberapa dekad. Versi kelajuan boleh ubah elektronik dengan kawalan kelajuan akan menghapuskan huffle tali sawat secara keseluruhannya tetapi memberikan premium 30—40%.
Mesin gerudi lantai kepala gear berkelajuan tetap. Bersaiz seperti mesin tekan bangku pada tiang yang lebih tinggi, mesin ini diboltkan ke lantai bengkel. Ketinggian tambahan bermakna benda kerja yang lebih besar daripada purata dimuatkan di antara meja dan gelendong. Pakej kepala gear memberikan tork yang malar tanpa mengira kelajuan gelendong yang anda pilih—penting semasa menggerudi lubang berdiameter besar dalam keluli. Bentuk ini ialah mesin gerudi arketipikal yang digunakan untuk menunjukkan keupayaan mesin dalam aplikasi perindustrian. Dalam katalog umum, perkataan mesin gerudi dan mesin penggerudian, yang bermaksud mesin yang digunakan untuk menghasilkan lubang, boleh ditukar ganti, tetapi yang pertama ialah istilah taksonomi yang menggambarkan satu subkategori yang kedua.
Gerudi lengan jejari tugas berat. Lengan boleh berputar di sekitar tiang menegaknya sehingga 180 darjah, dan boleh digerakkan masuk dan keluar. Ini bermakna garis tengah gelendong boleh mengakses mana-mana titik dalam jejari yang ketara tanpa kerja perlu digerakkan. Pembina keluli struktur, pembuat dandang dan pembina kapal menggunakan mesin jenis ini untuk benda kerja yang terlalu besar atau janggal untuk dipindahkan ke lantai bengkel. Memastikan lengan ketat pada galas tiang sebaik sahaja anda meletakkannya, adalah penting untuk menyelaraskan lokasi lubang kualiti dengan proses.
Gerudi geng berbilang spindel. Perhimpunan ini mempunyai beberapa spindel gerudi yang dipasang pada meja biasa. Benda kerja melalui antara spindel untuk melakukan pelbagai operasi. (Gerudi, rim, pili, sinki kaunter, dll.) tanpa menukar alat. Menjimatkan banyak masa pengeluaran, geng mencapai pengurangan masa kitaran 40—60% berbanding siri mesin tekan gerudi spindel tunggal apabila menggerudi bahagian yang sangat berulang.
Gerudi berbilang spindel. Mesin ini mempunyai semua spindel yang disuap pada satu masa. Ini bermakna berbilang lubang—biasanya lubang bolt pada bulatan bolt yang sama—boleh digerudi pada satu masa. Persediaan adalah perlahan, jadi ini hanya menjimatkan kos apabila saiz kelompok menghampiri dan melebihi 200 bahagian. Sebaiknya, bahagian-bahagian tersebut diapit, kerana sebarang celah pada rangkaian pemacu spindel akan menyebabkan ralat ketepatan kedudukan.
Mesin gerudi magnetik. Menggunakan permukaan pengapit berasaskan elektromagnet bersepadu untuk membawa mesin ke tempat kerja dan bukannya sebaliknya—berguna untuk persenjataan, komponen keluli struktur dan sebagainya, apabila kerja tidak dapat digerakkan. Menggunakan pemotong anulus (juga dipanggil gerudi teras), gerudi putar berongga, yang menghasilkan lubang berdiameter besar dengan tukul persediaan yang agak sedikit. Bagi mereka yang terlibat dalam kerja logam, gerudi kecil pengukir laser genggam untuk logam untuk menandakan kedudukan lubang sebelum penyelidikan merit penggerudian.
Mesin gerudi CNC. Kawalan berangka komputer menggantikan tangan pengendali pada tuil suapan dan kedudukan meja. Setiap mesin menjalankan program kod-G yang bergerak pantas ke setiap kedudukan lubang, terjun pada kadar dan kelajuan suapan yang diprogramkan, menarik balik dan mengulangi beratus-ratus atau beribu-ribu kedudukan tanpa input manusia.
Ciri yang lebih terkini pada Jentera CNC ialah penggabungan penukar alat, sistem probing dan penyejuk melalui spindle untuk operasi tanpa pengawasan.
Mesin penggerudian lubang dalam / meriam. Mesin penggerudian meriam menggunakan mata gerudi bibir tunggal dengan penyejuk dalaman yang bertiup ke hadapan yang membawa serpihan keluar dari permukaan pemotongan ke pintu keluar lubang. Walaupun penggerudian meriam pernah terhad kepada membuat laras senapang, ia juga digunakan untuk membuat lubang silinder hidraulik, litar penyejukan acuan atau sistem bahan api aeroangkasa.
Proses ini membolehkan nisbah melebihi 10:1.
Mesin gerudi mudah alih. Mesin mudah alih ringan berasaskan Mag, bebibir paip kegunaan lapangan, sambungan struktur, aplikasi pengubahsuaian tidak mungkin untuk memindahkan kerja ke bengkel. Kapasiti kurang daripada mesin tetap, satu kemestian untuk dimiliki di tapak.
Pusat Penggerudian & Penoreh. Mesin CNC yang direka terutamanya untuk operasi penggerudian dan penoreh berkelajuan tinggi, di mana kelajuan 40-60 meter/minit dan masa cip-ke-cip kurang daripada 2 saat boleh dicapai. Mesin-mesin ini sebenarnya merupakan kompromi antara mesin penggerudian khusus dan pusat pemesinan dari segi kos dan saiz mesin.
S: Apakah Empat Jenis Utama Penggerudian?
Lihat Jawapan
Dalam latihan pembuatan, empat jenis penggerudian utama yang paling kerap dibezakan ialah: (1) penggerudian standard atau konvensional (gerudi putar pada mesin gerudi), (2) penggerudian lubang dalam (panjang lubang lebih besar daripada 10x diameter), (3) penggerudian kawalan berangka terprogram (CNC), dan (4) penggerudian jejari (lengan ayun) untuk stok kerja yang besar. Sesetengah taksonomi menggantikan penggerudian senjata api sebagai jenis penggerudian lubang dalam yang keempat dan menambah penggerudian magnetik. Taksonomi dikawal sama ada oleh jenis mesin, geometri alat pemotong atau kekangan stok kerja.
Biasanya untuk klasifikasi kedai, ciri dominan adalah apa yang dimiliki seseorang: pengendali akhbar bangku mempertimbangkan "bangku vs. lantai", jurutera pengeluaran mempertimbangkan "manual vs. CNC".
Bahagian Utama dan Cara Ia Berfungsi

Semua mesin gerudi – sama ada gerudi atas meja, gerudi elektrik atau gerudi lengan jejari berdiri di atas lantai – menggunakan satu set subsistem berfungsi yang sama. Pengguna yang berpengetahuan boleh mengenali komponen yang memerlukan penyelenggaraan sebahagiannya kerana ia menyimpang daripada konfigurasi standard, dengan syarat seseorang mempunyai pemahaman yang menyeluruh tentang fungsi setiap subsistem dalam mesin. Perbezaan antara gerudi meja berharga 400 dolar dan model lantai bernilai $4,000 jarang sekali ditimbulkan oleh sebarang ciri tambahan, tetapi oleh ketegaran relatif setiap subsistem.
Sistem Drive
Motor. Motor aruhan fasa tunggal (0.25 – 1.5 kW, ¾ – 2 HP) digunakan untuk mengendalikan kebanyakan mesin gerudi bangku dan lantai. Mesin yang lebih besar (1.5 – 7.5 kW, 2-10 HP) menggunakan motor tiga fasa, yang boleh dipantau menggunakan VFD.
Motor dipasang pada bahagian atas belakang pemasangan kepala.
Transmisi. Sistem tali sawat dan takal yang menggunakan takal bertingkat memberikan langkah 4 – 12 kelajuan. Transmisi kepala bergear memberikan kelajuan 'bawah beban' yang berubah-ubah secara berterusan – penting dalam operasi penggerudian di mana kelajuan permukaan mestilah malar.
Dalam mesin gerudi CNC, motor servo digandingkan terus ke gelendong melalui tali sawat pemasaan atau pengurangan gear.
Perhimpunan Spindle dan Chuck
Spindle ialah aci keluli yang dikeraskan dan dikisar yang berpusing di dalam sepasang galas ketepatan (kebiasaannya galas bebola sentuhan sudut atau galas penggelek tirus). Setiap hujung perniagaan menerima chuck gerudi berkunci atau tanpa kunci (kapasiti sehingga 16 mm pada model bangku) atau sarung tirus Morse untuk memegang perkakas yang lebih besar. Larian keluar spindle - goyangan di hujungnya - hendaklah di bawah 0.02 mm jika mesin diselenggara dengan betul. Di atas tahap goyangan itu, ketepatan diameter lubang akan terjejas dan kelesuan mata gerudi akan terputus.
Pena bulu. Sarung berongga yang membawa gelendong boleh bergerak secara menegak di dalam kepala stok. Sistem rak dan pinion dengan hentian kedalaman menukar tarikan paksi pengendali pada pemegang suapan kepada pergerakan menegak terkawal. Sistem pemulangan spring menarik pena bulu kembali ke atas apabila pemegang tidak digenggam. Perjalanan pena bulu boleh serendah 50 mm pada dudukan bangku dan lebih 300 mm pada gerudi lengan jejari.
Pegangan Kerja dan Meja
Meja. Besi tuang, bergaris di bawah untuk kekuatan. Model lantai termasuk rak pelarasan ketinggian pada tiang, jadi gerudi boleh menyesuaikan diri dengan ketinggian kerja yang berbeza. Model jarak pertengahan termasuk keupayaan kepala condong hingga 45 untuk penggerudian bersudut.
Ragum. Mengapit benda kerja ke meja. Mesti dibaut melalui slot-T - percubaan memegang ragum dengan tangan akan mengakibatkan kecederaan yang paling serius. Bagi bahagian yang berbentuk tidak sekata, blok langkah, blok-V dan pengapit tali adalah alternatif.
Tambahan CNC
Mesin gerudi CNC juga akan merangkumi meja pacuan servo (berjalan dalam paksi XY), suapan bulu ayam yang boleh diprogramkan (paksi Z), penukar alat automatik dan pengawal (Fanuc, Siemens, Mitsubishi atau Haas adalah yang paling biasa). Pengawalnya menerima kod-G, juga boleh menerima program perbualan dan mengurus gelendong, penyejuk, kadar suapan dan alat. Pengekod pada paksi memberikan maklum balas kedudukan supaya dengan peralatan yang diselenggara dengan baik, kedudukan boleh diulang dalam lingkungan 0.005 mm.
📐 Nota Kejuruteraan — Pengiraan Kelajuan Spindle
Gunakan formula ini untuk mengira RPM gerudi:
RPM = (Kelajuan Pemotongan × 1000) / (π × Diameter Gerudi)
Contoh: menggerudi keluli lembut (kelajuan pemotongan 25 m/min) dengan gerudi putar HSS 1/2″ (12.7 mm):
Pusingan Pusingan (RPM) = (25 × 1000) / (3.1416 × 12.7) = 25,000 / 39.9 ≈ 627 Pusingan ...
Bundarkan kepada tetapan terdekat yang tersedia: 640 RPM pada susunan takal 12 kelajuan biasa.
Kadar Suapan: Suapan = RPM × Suapan setiap Putaran. Pada 640 RPM dengan suapan 0.15 mm/pusaran: 640 × 0.15 = kadar suapan paksi 96 mm/min.
Sumber: Buku Panduan Jentera, Edisi ke-31, Jadual 2a- Kelajuan dan Suapan untuk Penggerudian.
S: Apakah Peranan Spindle dalam Penggerudian?
Lihat Jawapan
Spindle ialah aci pusat putaran yang memegang kerja. Spindle juga memacu gerudi. Tork dari motor dihantar melalui spindle ke mata gerudi dan menyebabkan mata gerudi berputar. Spindle mesti mengekalkan garisan masuk lubang pada kedudukan yang konsisten berbanding dengan kerja lubang untuk dimensi dan kemasan permukaan yang tepat. Agar spindle dalam galas spindle berkualiti tinggi dapat diperoleh, larian keluar (sisihan menjauhi paksi spindle) tidak boleh lebih daripada 0.03mm. Apabila sisihan galas spindle melebihi 0.03mm larian keluar, jangka hayat mata gerudi berkurangan dengan ketara dan lubang gerudi boleh berliku-liku dari pusat untuk beberapa jarak.
Ahli mesin berpengalaman di forum Practical Machinist berkongsi helah pemusatan yang patut dicuba: turunkan mata gerudi ke benda kerja dengan gelendong berjalan secara terbalik (lawan arah jam untuk gerudi kanan). Mata gerudi akan terbenam ke tanda penebuk tengah tanpa memotong. Setelah berada di tengah, beralih kepada putaran ke hadapan dan mulakan penggerudian. Ini dapat mengurangkan pergerakan mesin pada mesin gerudi suapan tangan, terutamanya untuk lubang berdiameter melebihi 10 mm.
Cara Memilih Mesin Penggerudian yang Tepat
Memilih mesin gerudi bergantung kepada pemadanan kapasiti dengan keperluan — saiz benda kerja, spesifikasi lubang, jumlah pengeluaran dan ruang lantai yang tersedia. Daripada mengejar mesin terbesar dalam katalog, pilihlah mesin yang sesuai dengan beban kerja sebenar bengkel tanpa hanya duduk diam sepanjang hari.
Matriks Pemilihan 5 Faktor untuk Mesin Penggerudian
| Faktor | Akhbar Bench | Penekan Lantai | Lengan Radial | Gerudi CNC | Gerudi magnet |
|---|---|---|---|---|---|
| 1. Diameter Lubang Maks | 16 mm | 32 mm | 75 mm | 40 mm+ | 50 mm (anular) |
| 2. Had Berat Bahan Kerja | 25 kg | 150 kg | 2,000 kg+ | 500 kg | Tiada had (asas majalah) |
| 3. Ketepatan Kedudukan | ±0.5 mm (manual) | ±0.3 mm (manual) | ±0.2 mm (manual) | ±0.01 mm (servo) | ±0.5 mm (bergantung pada susun atur) |
| 4. Daya pemprosesan (lubang/jam) | 30 - 60 | 40 - 80 | 20 - 50 | 200 - 1,200 | 15 - 30 |
| 5. Ruang Lantai Diperlukan | 0.3 m² | 0.8 m² | 6 – 15 m² | 4 – 12 m² | Mudah alih (0 m²) |
Logik Keputusan dalam Amalan
JIKA diameter lubang maksimum ≤ 16 mm DAN saiz kelompok < 50 bahagian → mesin gerudi bangku.
JIKA diameter lubang ≤ 32 mm DAN benda kerja muat pada meja 300 × 300 mm → mesin gerudi lantai.
JIKA jisim bahan kerja melebihi 200 kg ATAU berbilang kedudukan penggerudian mesti diakses tanpa mengapit semula → gerudi lengan jejari.
JIKA saiz kelompok > 100 bahagian yang sama DAN toleransi ≤ ±0.05 mm → Mesin gerudi CNC.
JIKA benda kerja tidak boleh dipindahkan ke bengkel → mesin gerudi magnetik atau mesin gerudi mudah alih.
Senario: Sebuah kedai fabrikasi kecil mengeluarkan pendakap keluli untuk dipesan dalam kuantiti 10 – 30. Lubang di dalamnya ialah 8 – 12mm, mungkin satu siri lubang 20mm. Kuantiti tahunan: 3,000 pendakap. Mesin gerudi dengan kepala bergear dan slaid silang untuk mengapit bahagian-bahagiannya. Kepala bergear mengekalkan tork untuk lubang 20mm, dan slaid silang menjimatkan masa penentuan kedudukan. (Tidak mungkin kedai itu boleh mewajarkan pelaburan CNC untuk saiz volum ini..) pada tahap ini, harga mesin gerudi melebihi $1,500 – $3,000 – harga kemasukan ke CNC.
Satu kesilapan pemula: kuasa ke bawah yang terlalu banyak pada kelajuan tinggi, dengan nisbah suapan kepada kelajuan permukaan yang lemah. Semua penunjuk medan menunjukkan arah yang lain – tekanan ringan dengan kelajuan permukaan yang betul memberikan lubang yang bersih, kurang haba, jangka hayat mata gerudi yang lebih lama. Dorongan untuk menolak lebih kuat biasanya datang daripada mata gerudi yang kusam. Sebaliknya, dapatkan gerudi tajam bersaiz yang betul, dan ia akan memotong keluli lembut dengan usaha yang minimum. Pengguna forum praktikal mengesyorkan gerudi HSS yang tajam untuk menghasilkan cip lingkaran berterusan tunggal, walaupun habuk atau serpihan akan terbentuk jika anda mempunyai diameter atau kelajuan yang salah.
Sebelum Anda Beli: Senarai Semak 7 Perkara
- Kenal pasti saiz bahagian biasa yang terbesar, kemudian periksa saiz meja dan kedalaman leher anda dengan mengambil kira ruang pengapit.
- Kedua… ketahui bahan paling keras anda – keluli tahan karat atau titanium memerlukan kepala gear dengan tork tinggi dan kelajuan rendah.
- Ketiga…kira perubahan kelajuan gelendong anda setiap syif -> 10 perubahan/hari kedengaran seperti pemacu kelajuan boleh ubah.
- Keempat…periksa bekalan elektrik – fasa tunggal: kuasa maksimum 2.2 kw, 3 fasa 20+ kw.
- Kelima… anda memerlukan pemegang kerja serta mesin. Mesin gerudi ekonomi adalah ringkas – slot-T khusus yang anda beli adalah tambahan 20 – 30% lebih banyak.
- Akhir sekali, lihat saiz tirus gelendong (MT2 adalah perkara biasa untuk mesin tekan bangku, MT3 untuk seluruh bengkel, MT4 atau MT5 untuk gerudi lengan jejari). Anda perlu mempunyai perkakas jika anda mahukan mesin tersebut.
- Periksa pergerakan bulu ayam – salah satu masalah dengan penggerudian lubang dalam ialah mempunyai lubang yang cukup dalam untuk memuatkan suapan bulu ayam, jadi jika lubang terdalam anda melebihi kayuhan bulu ayam, anda perlu menurunkan meja pada separuh jalan potongan, yang akan mengurangkan ketepatan pada lubang tembus.
Satu kesilapan biasa ialah membeli gerudi lengan jejari yang besar untuk bengkel kecil. Gerudi lengan jejari 40 mm mempunyai berat 1,500 – 3,000 kg, mesti diletakkan di atas pad konkrit khusus (mahal), menggunakan kuasa tiga fasa (mahal), mempunyai kadar suapan maksimum 4 dalam sejam, dan kelajuan paling perlahannya terlalu pantas untuk mata gerudi berdiameter kecil. Jika 90% lubang berada dalam julat diameter 6 – 16 mm, maka gerudi lantai berkualiti baik pada harga satu persepuluh akan mengatasi gerudi lengan jejari dalam masa kitaran kerana masa persediaan lebih pendek dan suapan bulu ayam lebih pantas.
Aplikasi Merentas Industri

Mesin gerudi merupakan jenis gerudi yang paling biasa digunakan dalam setiap industri pembuatan dan pembinaan di dunia. Aplikasi penggerudian, perkakasan dan masa kitaran operasi adalah sangat berbeza untuk pembuat fabrikasi keluli struktur berbanding pengeluar litar bercetak. Lima industri yang ditunjukkan di bawah mempunyai tapak peralatan penggerudian terpasang terbesar di dunia.
| Industri | Jenis Mesin Dominan | Julat Lubang Biasa | Toleransi Diperlukan | Perkakas Utama |
|---|---|---|---|---|
| Fabrikasi Logam | Mesin gerudi lantai, Lengan jejari | 6 - 50 mm | ±0.1 – ±0.3 mm | Gerudi putar HSS, pemotong anulus |
| Pembinaan | Gerudi magnet, Tekan mudah alih | 12 - 40 mm | ± 0.5 mm | Pemotong anulus, bit TCT |
| Woodworking | Tekan gerudi bangku | 3 - 35 mm | ± 0.5 mm | Bit titik Brad, bit Forstner |
| Elektronik / PCB | Gerudi mikro CNC | 0.1 - 3 mm | ± 0.025 mm | Gerudi mikro karbida |
| Automotif | Gerudi CNC, Berbilang spindel, Gerudi pistol | 3 - 75 mm | ±0.01 – ±0.05 mm | Gerudi karbida, sisipan boleh indeks |
Fabrikasi Logam
Pembuat fabrikasi menggunakan mesin gerudi terbanyak berbanding mana-mana industri di dunia. Kebanyakan kedai fabrikasi tujuan umum mempunyai antara dua dan lima mesin gerudi; mesin tekan bangku kecil untuk bahagian bersaiz ringan hingga sederhana, mesin tekan lantai yang lebih besar untuk beberapa bahagian bersaiz sederhana, dan mungkin gerudi lengan jejari untuk kerja struktur dan plat yang berat dan besar. Syarikat-syarikat ini beroperasi dalam aliran kerja susun atur, penebuk tengah, gerudi, deburr yang mudah, tetapi bilangan bahagian yang banyak itu menambahkan sejumlah lubang. Sebuah kedai fabrikasi tujuan umum yang sibuk mungkin menggerudi antara 500 dan 2,000 lubang dengan semua mesin tekan gerudinya setiap hari. Banyak kedai memilih untuk menambah Pusat pemesinan CNC ke bengkel mereka untuk menambah mesin gerudi manual yang memerlukan tenaga kerja intensif pada bahagian yang bervolume tinggi dan bertoleransi tinggi.
Pembinaan dan Keluli Struktur
Pembinaan didominasi oleh gerudi magnet di tapak. Pekerja keluli mengapit mesin pada rasuk atau girder keluli, membuat lubang, dan beralih ke lubang seterusnya. Lebih menjimatkan untuk memotong lubang dengan pemotong anular berbanding gerudi putar kerana pemotong anular menyingkirkan jumlah bahan paling sedikit dengan satu potongan, menghasilkan haba paling sedikit dan menyebabkan tujahan paling sedikit. Satu pemotong anular akan memotong 50 – 80 lubang dalam keluli struktur sebelum perlu diasah semula, jumlah yang setanding dengan gerudi putar HSS tetapi kurang.
Pelantar penggerudian magnetik dan pemotong anulus mengatasi gergaji lubang konvensional dalam aplikasi yang sukar seperti kelengkapan paip besi mulur dengan purata 60 hingga 70 peratus. Jika anda memegangnya pada permukaan keluli dan bukannya menghayunkannya dengan alat genggam, mesin gerudi magnetik tidak akan bergerak-gerak, dan tapak magnetik memberikan ketegaran yang sangat diperlukan untuk penggerudian yang pantas dan tepat.
Woodworking
Tukang kayu bergantung pada mesin gerudi bangku untuk sambungan dowel, tanggam engsel dan penggerudian melalui lubang dalam pengeluaran perabot. Mata gerudi Forstner menghasilkan lubang berdasar rata yang diperlukan untuk engsel tersembunyi gaya Eropah, manakala mata gerudi brad memberikan kemasukan yang bersih ke dalam ira hujung kayu keras tanpa merayau. Tetapan kelajuan untuk kayu jauh lebih tinggi daripada logam — biasanya 1,500 hingga 3,000 RPM untuk kayu keras, berbanding 300 hingga 800 RPM untuk keluli. Tukang emas dan pekerja kraf juga menggunakan mesin gerudi bangku kecil untuk menggerudi manik pada bahan halus seperti cangkerang, tulang dan batu separa berharga.
Elektronik dan Pembuatan PCB
Mesin gerudi PCB ialah sistem penggerudian mikro terkawal CNC yang mampu menghasilkan lubang tembus antara 0.1 mm dan 25mm pada kelajuan gelendong 80,000 – 150,000 RPM. Mata gerudi mikro karbida ialah bahan habis pakai – seseorang boleh melalui 3,000 – 5,000 lubang dengan satu mata gerudi sebelum ditukar. Sudah tentu bukan industri di mana automasi boleh dikurangkan; kiraan 10,000+ lubang setiap PCB berbilang lapisan setiap papan adalah perkara biasa, begitu juga permintaan ketepatan kedudukan aras mikron.
Automotif
Pembuatan automotif menggunakan spektrum penuh perkakasan penggerudian. Blok enjin memerlukan penggerudian meriam untuk galeri minyak (nisbah panjang kepada diameter 20:1 atau lebih tinggi), penggerudian berbilang spindel untuk corak bolt dan penggerudian CNC untuk lubang silinder. Industri ini mempunyai keperluan automatik yang tinggi dalam bahagian mesin seperti kotak transmisi, angkup brek dan komponen suspensi. Kenderaan elektrik telah mengalihkan beberapa permintaan daripada penggerudian blok enjin tradisional kepada penggerudian dulang bateri dan perumah motor, tetapi jumlah lubang keseluruhan masih beberapa ribu setiap kenderaan. Pembekal Automotive Tier menggunakan mesin penanda laser pada alat ganti auto serentak dengan stesen penggerudian. Proses pembuatan berkaitan termasuk sejuk dan panas mesin penyemperitan untuk menghasilkan profil aluminium, dan mesin pemprosesan plastik untuk komponen dalaman kereta.
"Bengkel kerja bersaiz sederhana mempercepatkan perpindahan mereka kepada penggerudian CNC selepas 2020. Bengkel yang menangguhkan automasi menyaksikan tunggakan pesanan meningkat apabila masa penghantaran dilanjutkan. Ketersediaan buruh untuk penggerudian manual menjadi kesesakan yang berterusan — CNC menangani kedua-dua masalah secara serentak."
— Diadaptasi daripada Wawasan Pasaran Global, Analisis Pasaran Mesin Penggerudian, 2024
Mesin Penggerudian CNC: Ketepatan Bertemu Automasi
Mesin gerudi CNC menghapuskan kedudukan manual, tetapan kelajuan dan kawalan suapan. Operator memuatkan bahan kerja, memilih program dan menekan kitaran-mula. Dari ketika itu, pengawal menguruskan pertukaran alat, tanjakan kelajuan gelendong, kitaran tumbukan untuk lubang dalam dan penghantaran penyejuk. Untuk pengeluaran yang melebihi 100 lubang yang sama setiap hari, peningkatan produktiviti adalah besar. Tetapi pelaburan modal memerlukan analisis yang teliti — tidak semua bengkel mendapat manfaat daripada CNC.
✔ Kelebihan
- Ketepatan kedudukan ±0.01 mm (berbanding manual ±0.3 mm)
- Kebolehulangan merentasi 1,000+ bahagian dengan hanyutan sifar
- Operasi tanpa pengawasan dengan penukar alat automatik
- Penggerudian, penorehan, pengecoran semula dalam satu persediaan
- Daya pemprosesan 200 – 1,200 lubang/jam
- Rekod digital untuk kebolehkesanan kualiti
⚠ Had
- Kos penyertaan $25,000 – $200,000+ (10 – 50× manual)
- Memerlukan pengaturcara/operator terlatih
- Masa persediaan untuk kerja sekali sahaja melebihi manual
- Kos penyelenggaraan: pemacu servo, pengekod, papan kawalan
- Ruang lantai 4-12 m. berbanding 0.8 m. untuk mesin penekan lantai manual
- Keperluan kuasa: litar khusus tiga fasa
| metrik | Mesin Gerudi Lantai Manual | Mesin Penggerudian CNC |
|---|---|---|
| Toleransi kedudukan lubang | ±0.3 mm (pengendali mahir) | ±0.01 mm (maklum balas servo) |
| Masa persediaan (bahagian pertama) | 2 - 5 minit | 15 – 45 minit (program + jadual) |
| Masa kitaran setiap lubang | 8 - 15 saat | 2 - 5 saat |
| Perhatian operator | 100% (tangan di atas tuil suapan) | 10 – 20% (muat/buang sahaja) |
| Saiz kelompok pulang modal | 1 – 50 bahagian | 50 – 200+ bahagian (bergantung pada kerumitan) |
| Kos penyelenggaraan tahunan | $100 – $300 (tali pinggang, galas) | $1,500 – $5,000 (servo, pengekod, sistem penyejuk) |
ROI tidak selalunya bertambah baik dalam CNC. Apabila bengkel melakukan kurang daripada 100 lubang sehari dengan sedikit variasi (saiz yang sama, bahan yang sama), mesin tekan lantai manual dengan DRO dan ragum gelongsor silang selalunya boleh memberikan ROI yang lebih baik. Kos (mesin + DRO + ragum) menjadikannya $3,000 – $5,000, berbanding $25,000+ walaupun dalam gerudi CNC asas sehingga isipadu melebihi ~ 100 lubang/hari atau toleransi menurun di bawah 0.1 mm.
Senario: Pembuat logam bersaiz sederhana, 30 – 50 pesanan potong/bulan, 8 – 20 lubang/plat keluli (tebal 6-25 mm), 5 -200 bahagian/pesanan. Pihak pengurusan membandingkan Mesin gerudi CNC kepada mesin gerudi manual sedia ada. Analisis: pada 50 pesanan; 14 lubang/purata, 100 bahagian/purata = 70000 lubang/bulan, CNC membayar sendiri dalam 8-14 bulan menjimatkan masa untuk pengendali dan skrap dengan mengelakkan lubang yang salah kedudukan. Saiz kelompok kecil; kurang daripada 20 bahagian; penambahan masa persediaan CNC pada setiap pesanan menghapuskan kelebihan perbandingan; mesin gerudi manual dengan DRO mungkin pilihan terbaik sehingga isipadu dibayar.
Penanda Aras Prestasi Penggerudian CNC
| Toleransi Kedudukan | ±0.01 mm (dengan skala linear) |
| Kebolehulangan | ± 0.005 mm |
| Lintasan Pantas | 40 – 60 m/min (pusat penggerudian/penoreh) |
| Masa Cip-ke-Cip | 1.3 - 2.5 saat |
| kapasiti alatan | 12 – 30 alat (majalah ATC) |
Perspektif Kami tentang Teknologi Penggerudian
UDTECH membangunkan mesin CNC—bukan mesin gerudi. Artikel ini ditulis semata-mata kerana operasi penggerudian sangat biasa dalam pembuatan sehingga kemungkinan besar apabila mencari mesin gerudi, kedai akan mempertimbangkan pilihan CNC yang lain. Semua maklumat yang dibentangkan disalin dan dipetik daripada laman web pembekal, data pengeluar umum atau sumber lain; tiada promosi produk. Produk dihantar dengan rujukan kepada fungsi penggerudian CNC.
Amalan Terbaik Penyelenggaraan dan Keselamatan
Mesin gerudi yang diberikan penyelenggaraan mingguan/harian berjadual akan tahan lebih lama, kos pengendaliannya lebih rendah, dan akan memberikan hasil yang lebih tepat. Berapa banyak kosnya boleh mengejutkan. Sebagai contoh, satu set galas gelendong baharu untuk mesin gerudi model lantai berharga $80 – $200, manakala bilangan jam untuk menggantikan/merobohkan, menanggalkan yang lama, memasang yang baharu, menyusun semula gelendong, penjajaran semula – boleh menggunakan sebahagian besar wang itu…prestasi, keselamatan dan ketahanan datang dengan penyelenggaraan yang tidak menangguhkan. Tiada pengecualian kepada cadangan reka bentuk keselamatan dan pengawal; sebahagian daripada keselamatan bengkel adalah mengelakkan kisah-kisah seram.
| Jeda | Petugas | Butiran |
|---|---|---|
| harian | Bersihkan cip dan penyejuk | Keluarkan cip daripada slot-T meja dan kawasan bulu ayam; lap ke bawah lajur |
| harian | Periksa tahap penyejuk | Isi takungan penyejuk; periksa kepekatan dengan refraktometer (6 – 8%) |
| Setiap minggu | Melincirkan bulu ayam dan lajur | Sapukan minyak cara pada rak dan pinion bulu ayam; rak tiang minyak pada model lantai |
| Setiap minggu | Periksa ketegangan dan keadaan tali sawat | Periksa retakan, kaca atau keruntuhan; laraskan ketegangan mengikut spesifikasi pengeluar |
| Bulanan | Periksa larian gelendong | Penunjuk dail pada muncung gelendong; gantikan galas jika larian melebihi 0.03 mm |
| Bulanan | Periksa chuck gerudi | Periksa haus rahang, hanyutan konsentrisiti; gantikan jika jumlah larian yang ditunjukkan > 0.05 mm |
| suku tahunan | Trem meja | Sahkan ketertegak lurus meja dengan paksi gelendong dalam lingkungan 0.02 mm merentasi perjalanan penuh |
| suku tahunan | Gantikan penyejuk | Toskan, bersihkan takungan, isi semula dengan penyejuk baharu untuk mencegah pertumbuhan bakteria |
- Kepitkan semuanya. Jangan pegang kerja di atas meja mesin gerudi dengan tangan. Sebaik sahaja ia berputar, gerudi boleh menangkap bahagian dan memukulnya dengan daya yang cukup untuk mematahkan jari atau lebih teruk lagi.
- Pakai cermin mata keselamatan walaupun hanya gogal diperlukan (dewasa). Kerepek yang terbang ke sisi sudah cukup berbahaya tanpa serpihan panas tertiup keluar dari saluran ekzos atau tercampak ke dalam cawan orang lain. Garis panduan perlindungan mesin OSHA memerlukan pelindung sisi.
- Ikat rambut. Tanggalkan barang kemas yang longgar. Jangan pakai tali leher, atau kendalikan barang kemas yang tergantung, berhampiran gelendong yang sedang berjalan: pendedahan yang melilit sering menyebabkan cungkil mata dan episod melarikan diri.
- Gunakan pelindung chuck. Serpihan terbang sebesar benang sutera boleh dilambung oleh gelendong gerudi terbang yang cukup untuk mencederakan mata. Mekanisme OSHA/ANSI Z-87 untuk pemasangan ANSI dengan bentuk cangkerang merupakan keperluan separa tetapi serasi dari segi ekonomi untuk kebanyakan pemesinan tugas berat.
- Asingkan pengendali. Jangan capai cip aliran ke bawah, atau di antara mata gerudi yang terpasang sepenuhnya dan benda kerja pegun. Spindle tidak berhenti sehingga motor mati supaya momentum impak tinggi boleh disebarkan ke mana-mana pakaian atau bahagian yang longgar.
ISO 20770-1 “menekankan pengawal titik operasi” dan “pengawal penghadang” sebagai OSHA amalan terbaik dan tambahan pula memerlukan peranti kawalan dua tangan dan/atau pelindung penghadang yang dicetuskan; piawaian ini juga merangkumi operasi jarak jauh, hentian kecemasan, had hingar (biasanya < 85dBA pada titik operasi) dan keperluan keselamatan elektrik dalam pemasangan CNC.
Pengabaian bahan penyejuk merupakan punca utama kegagalan galas gelendong pramatang pada mesin gerudi pengeluaran: apabila paras bahan penyejuk menurun atau menjadi cair, suhu pemotongan meningkat, haba dipindahkan ke gelendong, dan gris galas merosot. Bengkel yang mengekalkan kepekatan bahan penyejuk antara 6 – 8% (diukur setiap minggu dengan refraktometer) mempunyai jangka hayat galas selama 5 – 8 tahun, berbeza dengan bengkel yang mengabaikan kepekatan bahan penyejuk, yang mengalami jangka hayat galas selama 1 – 3 tahun.
Masalah dan Penyelesaian Penggerudian Biasa
| Masalah | Mungkin Sebab | Penyelesaian |
|---|---|---|
| Lubang-lubang besar | Larian keluar gelendong > 0.03 mm atau panjang bibir yang tidak sama pada gerudi | Periksa/gantikan galas; kisar semula gerudi dengan tolok panjang bibir |
| Kerosakan mata gerudi | Kadar suapan yang berlebihan, mata bit yang kusam, atau pergerakan bahan kerja | Kurangkan suapan; asah atau gantikan mata bor; sahkan pengapitan |
| Tanda gemerincing di dalam lubang | Ketegaran atau RPM yang tidak mencukupi dalam julat resonans | Ketatkan semua gib; ubah RPM sebanyak ±15%; periksa ketegangan tali sawat |
| Lubang mengembara di luar pusat | Tiada penebuk tengah, tepi pahat yang tumpul, atau gelendong yang tidak sejajar | Sentiasa tebuk di tengah; gunakan gerudi titik dahulu untuk lubang > 6 mm |
| Burr berlebihan semasa keluar | Suapan tinggi semasa penembusan, tepi pemotongan yang kusam | Kurangkan suapan untuk kedalaman 2 mm terakhir; sokongan belakang dengan plat skrap |
Dua parameter geometri mempengaruhi kebolehpercayaan gerudi dengan ketara dan biasanya dilupakan semasa mengasah:
Sudut kelegaan bibir: Untuk gerudi putar HSS yang digunakan secara amnya, ini mestilah antara 9 dan 15. Kurang daripada 9 dan mata gerudi akan bergesel dan bukannya memotong, yang akan memanaskan dan mempercepatkan haus. Lebih daripada 15 dan tepi pemotong menjadi rapuh dan pecah di bawah daya suapan biasa. Pengisar alat dan pemotong profesional mengesahkan dimensi ini dengan tolok mata gerudi selepas setiap hantaran.
Peraturan penebuk titik: Untuk sebarang saiz gerudi yang melebihi diameter 6mm, sentiasa gunakan penebuk tengah atau gerudi tengah atau titik terlebih dahulu. Tepi pahat gerudi putar tidak memusatkan diri pada saiz yang lebih besar; mata gerudi akan berjalan sehingga ia menemui padanan yang ketat, selalunya jauh dari kedudukan yang diingini. Pengamal berpengalaman mendakwa kehilangan penebuk titik paling kerap disebut sebagai sebab lubang yang tidak tepat semasa menggerudi secara manual.
Senario: Sebuah bengkel penyelenggaraan mendapati purata jangka hayat gerudi hanya 2-3 hari dan bukannya 2 minggu. Satu siasatan menunjukkan bahawa tiada pembersihan atau penyingkiran minyak daripada takungan penyejuk selama lebih 6 bulan; pencemaran bakteria telah mengurangkan kestabilan emulsi pelincir secara drastik sebanyak 40 – 50%. Selepas menyalirkan dan membersihkan takungan, mengisi semula dengan penyejuk baharu pada kepekatan 7%, dan menggantikan bit kusam sedia ada, jangka hayat alat kembali normal. Kos penyelesaian: Penyejuk bernilai $120, 2 jam kerja. Kos mengabaikan: Mata gerudi yang rosak bernilai $800/bulan. Jika mempertimbangkan proses untuk pembersihan permukaan selepas penggerudian, pertimbangkan penggunaan teknologi pembersihan laser untuk membuang cecair pemotong dan serpihan dari permukaan tanpa sisa kimia.
Soalan Lazim Mengenai Mesin Penggerudian

S: Apakah tiga jenis mesin gerudi?
Lihat Jawapan
Tiga kategori mesin gerudi dipaparkan dalam kebanyakan literatur bengkel: mesin gerudi bangku (kecil dan dipasang pada meja kerja, kapasiti 16mm), mesin gerudi tiang atau lantai (tiang besar, kapasiti 32mm), dan gerudi lengan jejari (mesin lengan ayun untuk benda kerja berat, kapasiti 75mm). Kumpulan ini muncul di kebanyakan kurikulum vokasional dan menyumbang kira-kira 80% mesin di kedai fabrikasi perkhidmatan am biasa.
S: Bagaimanakah mesin gerudi berfungsi?
Lihat Jawapan
Motor memutarkan gelendong melalui pemacu gear atau tali sawat. Operator (atau program komputer) memasukkan bit berputar ke dalam bahan di sepanjang paksi gelendong. Tepi pemotong bit memotong bahan, dan seruling heliks menarik serpihan ke atas dan keluar dari lubang.
S: Apakah operasi yang boleh dilakukan menggunakan mesin gerudi?
Lihat Jawapan
Selain penggerudian mudah, mesin penggerudian boleh melakukan reaming (lubang yang diperbesarkan kepada saiz yang tepat dengan kemasan permukaan yang licin), counterboring (lubang yang diperbesarkan dan berdasar rata untuk kepala bolt), countersinking (penenggelaman udara pada lubang bersudut untuk skru kepala rata), tapping (proses di mana pili yang dipegang pada gelendong memotong ulir dalaman), spot-facing (operasi di mana permukaan rata dimesin di sekeliling lubang pada tuangan kasar), dan boring (membesarkan lubang sedia ada dengan bar boring titik tunggal untuk kerja toleransi rapat). Semua operasi ini lebih tepat dengan gelendong tegar dan suapan terkawal berbanding dengan gerudi tangan.
S: Bagaimanakah kekerasan bahan mempengaruhi parameter penggerudian?
Lihat Jawapan
Pemesinan perkakas perlu dilakukan dengan lebih perlahan untuk bahan yang lebih keras dan memerlukan tekanan suapan yang lebih tinggi. Keluli lembut (120 – 180 HB) biasanya akan menggerudi pada kelajuan permukaan sekitar 25 m/min, manakala penggerudian keluli tahan karat (200 – 280 HB) mengurangkan kelajuan permukaan kepada 10 – 15 m/min. Keluli alat yang dikeraskan (45+ HRC) mungkin memerlukan penggunaan perkakas karbida pada 5 – 8 m/min, menggunakan penahan kerja tegar dan penyejuk banjir.
S: Apakah bahan yang boleh diproses menggunakan mesin gerudi?
Lihat Jawapan
Di bengkel mesin, mesin gerudi digunakan terutamanya untuk: logam (besi, timah, besi tuang, aluminium, gangsa), kayu, plastik, komposit (serat karbon, serat kaca), seramik (kilang akhir bersalut berlian) dan batu. Peralatan dan parameter dipilih bergantung pada bahan.
Mencari Automasi CNC untuk Operasi Penggerudian Anda?
UDTECH menawarkan peralatan CNC untuk ketepatan kerja logam dalam penggerudian, penggilingan, pemesinan berbilang paksi.
Rujukan & Sumber
- eTool Pengawal Mesin: Operasi Penggerudian — Pentadbiran Keselamatan dan Kesihatan Pekerjaan AS (OSHA)
- ISO 20770-1: Keselamatan Alat Mesin — Mesin Penggerudian — Pertubuhan Antarabangsa untuk Standardisasi
- ISO 73.100.30: Pengelasan Alat Penggerudian — Pertubuhan Antarabangsa untuk Standardisasi
- Saiz Pasaran & Analisis Industri Mesin Penggerudian — Wawasan Pasaran Global, 2024
- Buku Panduan Mesin, Edisi ke-31 — Mesin Cetak Perindustrian (jadual kelajuan/suapan, spesifikasi geometri gerudi)
Artikel yang berkaitan
Disemak oleh pasukan kejuruteraan UDTECH yang mempunyai pengalaman luas dalam semua aspek peralatan perkakas CNC dan pemesinan jitu.



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


