



Jenis-jenis Mesin CNC: Panduan Lengkap untuk Setiap Kategori Mesin CNC
Spesifikasi Pantas
| Jenis yang Diliputi | 10 kategori mesin CNC utama |
| Paling biasa | Pusat Pemesinan/Pengilangan CNC (VMC) |
| Julat A×is | 2-a×is hingga 5-a×is (dan seterusnya) |
| Toleransi | ±0.001″ – ±0.005″ (bergantung pada proses) |
| Bahan | Logam, plastik, kayu, komposit, seramik |
| Julat Harga | $2,000 (hobi desktop) – $500,000+ (pengeluaran 5 paksi) |
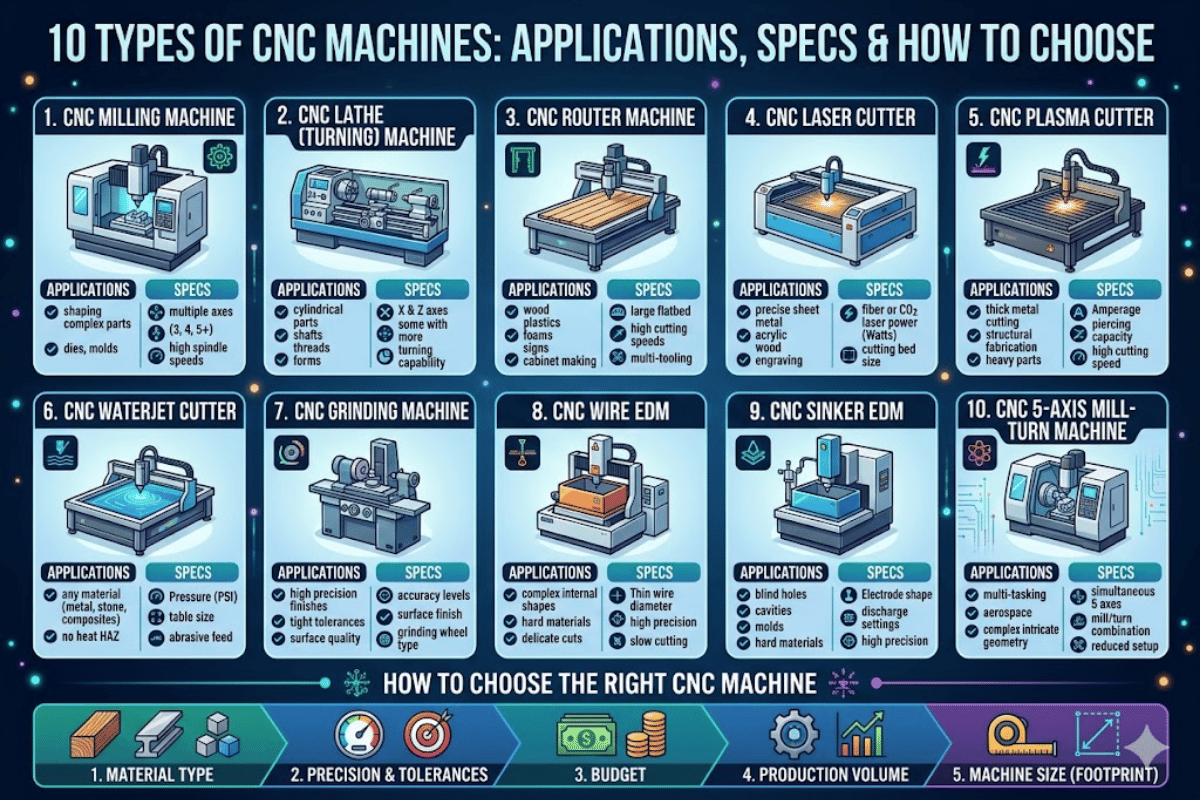
Mengetahui tentang pelbagai jenis mesin CNC yang terdapat di pasaran hari ini adalah langkah pertama ke arah memilih yang sesuai untuk sebarang projek. Memulakan bengkel prototaip atau barisan pengeluaran alat ganti bervolum tinggi atau bengkel fabrikasi tersuai semuanya mempunyai satu persamaan—mesin yang anda pilih; memacu toleransi, masa kitaran dan kos setiap komponennya. Secara purata, pasaran jentera CNC di seluruh dunia bernilai $74.82 bilion pada tahun 2025 dan pasaran ini terus berkembang apabila lebih banyak sektor industri berusaha untuk mengautomasikan proses pemesinan mereka.
Panduan ini mengetengahkan 10 perkara yang berbeza Mesin CNC pengelasan, membandingkan spesifikasi mereka dengan data sebenar dan memberi anda pilihan "titik permulaan" tentang cara memadankan spesifikasi mesin dengan permintaan anda.
Apakah Mesin CNC dan Bagaimana Ia Berfungsi?
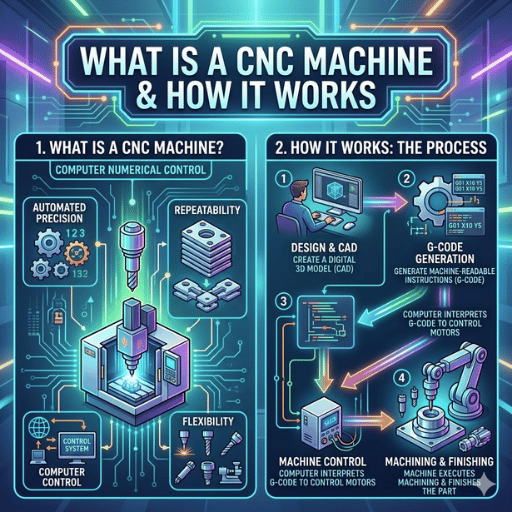
CNC mengambil namanya daripada Kawalan Berangka Komputer. Ia hanyalah sistem di mana komputer yang murah membaca program dalam bentuk kod-G dan kod-M dan kemudian mentafsir arahan tersebut kepada gerakan fizikal semua bahagian yang diperlukan seperti alat pemotong hujung, gelendong dan meja kerja. Program itu sendiri ialah fail komputer yang contohnya membolehkan alat membuat gerakan interpolasi merentasi paksi-x dan/atau sepanjang paksi-y untuk menghasilkan hasil fizikal yang lengkap.
Peningkatan kawalan komputer mentakrifkan mesin CNC hari ini. Keupayaan asal untuk menterjemah data fizikal telah dibangunkan daripada program kawalan berangka (NC) di MIT pada tahun 1950-an. Hari ini, unit CNC di lantai bengkel pembuatan moden menggunakan mikropemproses yang menginterpolasi lengkung, mengimbangi haus alat dan menjalankan laluan gerakan berbilang paksi secara serentak.
Untuk mengetahui cara mesin CNC berfungsi, seseorang mesti terlebih dahulu memahami kebolehulangan. Mesin tangan yang berpengalaman boleh mengekalkan 0.005″ pada hari yang baik. Kilang CNC yang berjalan dalam tetingkap dimensi mampu mengekalkan toleransi pukulan demi pukulan, syif demi syif, tanpa meletihkan.
Kebolehpercayaan jenis itulah yang menjadikan CNC dikenali kerana banyak digunakan dalam industri aeroangkasa, peranti perubatan, automotif dan elektronik.
Jadi apakah maksudnya ini untuk lantai kedai anda?
Ini bermakna jenis mesin yang anda pilih menentukan betapa ketatnya anda boleh memegang dimensi, seberapa cepat anda boleh mengitar bahagian, dan berapa banyak pengalaman pengendali yang diperlukan – silinder, pusat pemesinan umum atau pengisaran ketepatan tinggi. Industri CNC mematuhi piawaian seluruh dunia – ISO 2768 menetapkan keupayaan mesin umum yang boleh diandalkan oleh jurutera reka bentuk, dan ASME Y14.5 merangkumi bahasa GD&T yang dipersetujui.
📐 Nota Kejuruteraan
Toleransi CNC standard mengikut proses – penggilingan 0.001″ – 0.005″, pusingan 0.0005″ – 0.003″, pengisaran 0.0001″ – 0.0005″, edm 0.0002″ – 0.005″. Ini adalah julat yang boleh dicapai., keadaannya adalah mesin, lekapan dan suhu udara ambien.
Malah veteran dalam perdagangan jurumesin boleh merosakkan mesin, merosakkan mesin skrap dan memusnahkan pemotong – sistem kawalan CNC mengurangkan, tetapi tidak pernah menghapuskan sepenuhnya, ralat input pengendali dalam persediaan dan pengaturcaraan. Mesin hanya melakukan apa sahaja yang diperintahkan oleh program, yang bermaksud anda perlu melakukannya dengan betul pada kali pertama.
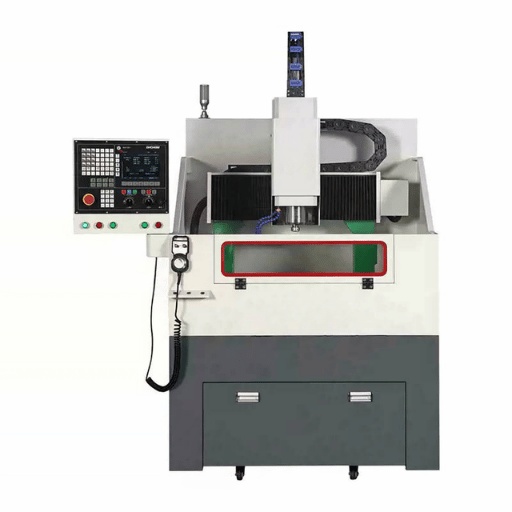
Mesin Pengilangan CNC

Kilang CNC - Kilang CNC ialah kilang yang boleh memotong menggunakan pemotong berputar yang boleh beroperasi dalam pelbagai paksi. Kilang CNC ialah tulang belakang dunia pembuatan. Sama ada bengkel kerja kecil atau pembekal aeroangkasa peringkat 1, kilang CNC mungkin masih mempunyai tempat di bengkel tersebut.
Kilang CNC boleh melakukan pengilangan muka, pengilangan slot, pengilangan poket, pengkonturan dan penggerudian.
Dua konfigurasi: Pusat Pemesinan Menegak (VMC) dan Pusat Pemesinan Mendatar (HMC) adalah yang paling biasa. Orientasi gelendong alat menentukan pemindahan cip, akses penyejuk pada potongan dan jenis lekapan yang hendak digunakan. Mari kita lihat nombor-nombornya:
| Ciri | VMC (Menegak) | HMC (Mendatar) |
|---|---|---|
| Kelajuan Gelendong | 8,000–12,000 RPM | 6,000–15,000 RPM |
| Saiz Meja | 500×250mm – 1,500×700mm | 400×400mm – 800×800mm (palet) |
| Toleransi Biasa | ±0.001″–±0.003″ | ±0.0005″–±0.002″ |
| Julat Harga | $ $ 30,000- 150,000 | $80,000–$500,000+ |
| terbaik Untuk | Kerja tujuan umum, prototaip | Pengeluaran volum tinggi, lekapan batu nisan |
Pembekal automotif peringkat 1 yang memesin perumah transmisi aluminium memilih HMC berbanding VMC. Lekapan batu nisan paksi ke-4 mengurangkan 4 bahagian setiap kitaran, mengurangkan kos setiap bahagian sebanyak 38% dan masa kitaran daripada 22 minit kepada 14 minit. Keputusan itu meliputi kos pembelian mesin dalam masa kurang daripada 2 tahun.
"Bagi 80% operasi bengkel kerja, VMC 3 paksi yang baik adalah mesin pertama yang betul. Anda hanya beralih ke HMC apabila volum anda membayar untuk penukar palet dan alat ganti anda sebenarnya memerlukan aliran cip mendatar. HMC hanyalah masa bengkel terbiar yang terlalu mahal dan dibina secara berlebihan."
— Jurutera Pembuatan Kanan, Pembekal Automotif Tahap-1
Apakah Jenis Mesin CNC Yang Paling Biasa Digunakan?
Mesin pengilangan CNC, terutamanya mesin VMC, merupakan mesin CNC yang paling biasa dipasang pada masa kini. Ia mendominasi Pengilangan CNC kerja di bengkel kerja, pembuatan kontrak dan pengeluaran dalaman korporat secara langsung. Ini kerana VMC 3 paksi boleh memproses kebanyakan borang pada kos peringkat permulaan yang minimum.
Perbezaan harga yang besar dapat dijelaskan oleh tahap kecekapan kawalan paksi yang berbeza. Pengilangan CNC 3-paksi akan menelan belanja sekitar $40/jam untuk pelanggan. Kos pengilangan 5-paksi serentak akan berkisar antara $150/jam hingga lebih $300/jam bergantung pada bahan dan bentuk. Untuk mengelakkan pembaziran yang mahal dalam operasi pembuatan lubang 5-paksi, jurulatih bengkel memberi tekanan kepada pengendali mahir untuk memperuntukkan operasi 5-paksi pada bahagian yang diperlukan.
Mesin Penggerudi CNC
Mesin khusus ialah mesin gerudi CNC seperti mesin penggilingan yang boleh menggerudi tetapi mesin penggilingan tidak cekap untuk tujuan ini. Jika anda perlu membuat beribu-ribu lubang yang sama seperti pembuatan PCB, kepingan tiub penukar haba atau rangka keluli, mesin gerudi CNC khusus boleh melakukannya dengan cepat dan juga menjimatkan kos.
Sesetengah mesin gerudi CNC menggunakan kepala berbilang gelendong untuk melakukan empat, lapan, malah enam belas lubang setiap kali, tetapi bengkel terpaksa mengorbankan fleksibiliti kontur dan potongan poket kerana ia hanya boleh membuat satu bentuk lubang tertentu.
G83 – kitaran penggerudian cucuk. Jika kedalaman lubang anda lebih besar daripada tiga kali ganda diameter gerudi, gunakan kitaran penggerudian cucuk. Tarik balik gerudi sepenuhnya berulang kali untuk membersihkan serpihan, elakkan serpihan daripada terkumpul di sekeliling gerudi dan tekankan beban. Tingkatkan tarikan balik kepada 1mm untuk aluminium, sesetengah serpihan hanya berserabut dan terkumpul dengan sangat agresif.
📐 Nota Kejuruteraan
Kelas Toleransi Sederhana Nofitih-m untuk pengilangan CNC: 0.1mm untuk benda kerja dengan dimensi 6-30mm dan 0.2mm untuk benda kerja dengan dimensi 30-120mm dan tiada toleransi ketat yang dinyatakan pada lukisan yang tersedia.
Pusat Pelarik dan Pusing CNC
Mesin pelarik CNC memutarkan stok bar terhadap alat pemotong pegun atau alat pemotong yang dipacu (hidup). Mana-mana bahagian yang mempunyai simetri putaran seperti aci, sesendal, skru, bebibir boleh dimesin dengan sempurna. Semua mesin pelarik pada masa kini dikawal oleh CNC kerana laluan alat pengaturcaraan yang tinggi yang dapat mengurangkan kemahiran dan ralat kedudukan yang disebabkan oleh operasi pelarik manual. Bahan kerja ditetapkan di sepanjang paksi tengah manakala alat hanya boleh bergerak di sepanjang bentuk bergerak dalam X dan Z dan setelah diprogramkan, boleh menghasilkan bentuk yang kompleks secara automatik. Mesin pemutar CNC baharu ini juga mengintegrasikan alat hidup atau pengilangan spindel pacu dan paksi C dalam turet, yang mengambil garisan antara pelarik dan pengilangan.
Pilihan paling penting anda dalam pemesinan CNC adalah konvensional berbanding jenis Swiss. Pelarik konvensional menyokong kerja dengan cara tradisional. Bahagian-bahagiannya diapit dalam chuck atau collet dan boleh menampung diameter yang besar, walaupun ini mengehadkan nisbah panjang kepada diameter anda. Jenis Swiss menyuapkan stok bar melalui sesendal panduan, menyokong bahagian tersebut betul-betul di titik pemotongan. Reka bentuk ini membolehkan bahagian yang sangat panjang dan tahap konsentrisiti mikron pada diameter kecil.
| Ciri | Pelarik CNC Konvensional | Pelarik CNC Jenis Swiss |
|---|---|---|
| Diameter Bahagian | Sehingga 600mm+ | Biasanya ≤32mm |
| Nisbah Panjang-ke-Diameter | Hingga 10:1 | Sehingga 20:1 atau lebih tinggi |
| Kepekatan | ± 0.005mm | ± 0.002mm |
| Aplikasi Terbaik | Aci, bebibir, silinder besar | Skru perubatan, komponen jam tangan, pin |
| Julat Harga | $ $ 15,000- 60,000 | $ $ 80,000- 250,000 |
Pengendali mesin pelarik Switzerland sering mengenal pasti pelarasan sesendal panduan sebagai pembolehubah utama yang mempengaruhi konsentrisiti sub-mikron pada skru tulang perubatan. Jika anda tidak menangani kedudukan sesendal panduan, kecemerlangan pengaturcaraan tidak akan memberi kesan kepada larian keluar.
Melaksanakan chuck 3-rahang semasa memesin bahagian berdinding nipis (dinding lebih nipis daripada 2mm). Menggunakan daya pengapit yang sama pada chuck 3-rahang menyebabkan ubah bentuk apabila bahagian tersebut kembali bergoyang semasa dilepaskan, yang membawa kepada varians dimensi. Untuk mengelakkan masalah ini, sama ada gunakan chuck collet atau mesin rahang lembut tersuai agar sesuai dengan diameter luar bahagian anda yang telah siap.
Mesin Penghala CNC

Penghala CNC sangat serupa dengan kilang CNC kecuali ia direka bentuk untuk menjalankan bahan yang lebih lembut dan pelbagai keadaan pemotongan. Walaupun kilang dibina cukup tegar untuk memotong keluli, penghala CNC mengorbankan ketegaran untuk kawasan kerja yang besar dan kelajuan traverse yang tinggi pada bahan yang lebih lembut: kayu, MDF, akrilik, busa, panel komposit dan aluminium lembut.
Apabila membandingkan kilang CNC dan penghala CNC, pertimbangkan faktor-faktor ini: dengan bahan yang lebih lembut daripada aluminium dan kedalaman Z tidak lebih daripada 100mm, a Penghala CNC adalah pilihan yang lebih murah dalam hampir semua kes. Semua yang lain lebih sesuai untuk kilang.
✔ Kelebihan
- Kawasan pemotongan yang besar (4×8 kaki atau lebih besar)
- Kelajuan merentasi tinggi: 500–1,500 IPM
- Harga lebih rendah: $3,000 (komputer meja) – $100,000+ (perindustrian)
- Pilihan berbilang kepala untuk pemotongan lembaran bersarang
- Meja vakum memegang barang lembaran tanpa pengapit
⚠ Had
- Kurang tegar berbanding kilang, tidak sesuai untuk pemesinan logam keras.
- Bingkai gaya gantry terpesong di bawah beban pemotongan berat
- Toleransi biasanya ±0.005″–±0.010″ (lebih lebar daripada kilang)
- Pengekstrakan habuk adalah wajib untuk kerja kayu dan komposit
- Alat cepat haus apabila dikendalikan melebihi keadaan bahan yang direka bentuk untuknya.
Getaran merupakan kelemahan utama penghala CNC ketika cuba memotong bahan yang lebih keras. Sesi dubur dalam pemotongan keluli pada penghala telah menyatakan kehausan alat yang cepat dalam beberapa minit sahaja, serta kualiti permukaan yang buruk dan ketidakstabilan dimensi. Jisim besar dan tork agresif yang diperlukan untuk mengisar keluli adalah melebihi apa yang boleh disediakan oleh mesin ini dengan andal.
Mesin Pemotong Plasma CNC

Pemotong plasma CNC melibatkan arka plasma yang dimulakan secara elektrik – mencapai suhu setinggi 40,000F (22,200C) – mencairkan dan mendorong jet halaju tinggi melalui logam pengalir elektrik. Ini adalah proses utama untuk memotong kepingan logam dan plat sehingga 50mm tebal – mencapai kelajuan pemotongan lebih 200 inci seminit dalam gred keluli nipis.
Pemotong plasma CNC mengintegrasikan obor plasma halaju tinggi dengan gantry yang dijejaki gerakan sambil menggunakan perisian CAM untuk menjana arahan suapan. Walaupun proses ini agak tidak rumit: import DXF, pilih parameter proses, potong – kejelasan itu menjadikan plasma teknologi pemotongan haba paling mudah yang tersedia untuk kedai fabrikasi bersaiz kecil hingga sederhana.
- Nitrogen — keluli tahan karat. Tepi yang bersih dan bebas oksida.
- Udara termampat – keluli lembut. Pilihan paling murah, membentuk lapisan oksida yang sedikit.
- Campuran argon-hidrogen – aluminium. Membantu mencegah kotoran terkumpul pada aluminium.
Gas khusus bahan merupakan faktor dominan yang mengawal kualiti mata potong selepas tetapan amperaj dan halaju.
📐 Nota Kejuruteraan
Lebar potongan plasma: 0.06″-0.15″, bergantung pada amperaj dan ketebalan bahan. Kedalaman zon yang terjejas haba biasanya antara 0.5-1.5mm, yang menjadi ketara jika proses sekunder anda melibatkan kimpalan atau pengerasan berhampiran permukaan potongan. Harga: $12,000-$300,000.
Mesin Pemotong Laser CNC

Pemotong laser CNC menggunakan laser yang menghantar pancaran cahaya pekat yang boleh digunakan untuk memanaskan, mengewap atau memecahkan bahan secara terma di sepanjang laluan pemotongan yang diprogramkan. Dua jenis utama ialah laser gas karbon dioksida dan gentian (keadaan pepejal). Keputusan anda tentang jenis yang hendak digunakan bergantung terutamanya pada apa yang anda potong dan seberapa pantas anda ingin potong.
Panjang gelombang di mana laser CO2 beroperasi ialah 10.6 m, panjang gelombang di mana bahan bukan logam yang biasa ditemui (kayu, akrilik, fabrik, kaca) diserap. Panjang gelombang laser yang dipancarkan oleh laser gentian ialah 1.06 m, panjang gelombang di mana logam menyerap dengan lebih mudah. Perbezaan fizik ini adalah sebab bagi keseluruhan perpecahan pasaran.
| Ciri | CO2 Laser | Serat Laser |
|---|---|---|
| Gelombang | 10.6 μm | 1.06 μm |
| Bahan Terbaik | Bukan logam, akrilik tebal, kayu | Logam, kepingan nipis |
| Kelajuan Pemotongan (keluli 1mm) | ~3 m/min | ~8 m/min |
| Julat Kuasa | 20W–6kW | 500W–30kW+ |
| Kecekapan Elektrik | 10-15% | 30-40% |
| penyelenggaraan | Lebih tinggi (cermin, pengisian semula gas) | Lebih rendah (keadaan pepejal, tiada laluan gas) |
| Julat Harga | $ $ 5,000- 80,000 | $15,000–$300,000+ |
Statistik Pasaran menunjukkan dengan jelas. Bahagian laser gentian telah berkembang daripada bawah 15% rekod sistem laser perindustrian pada tahun 2010 kepada 50%+ pada tahun 2020. Secara global, pasaran mesin pemotong laser telah mencecah 6.85 bilion USD (2025) dan berkembang pada CAGR 8.5%.
Serat sedang mengkanibalisasikan CO2 untuk pasaran pemotongan logam; CO2 mengekalkan kedudukannya untuk aplikasi bukan logam disebabkan oleh fizik penyerapan.
Penggantian laser CO2 dengan laser gentian merupakan trend utama dalam pasaran industri sepanjang tahun 2010-an. Menjelang tahun 2020, lebih 50% daripada semua hasil sistem laser perindustrian datangnya daripada laser gentian.
— Perundingan Optech, Analisis Pasaran Laser
Pelbagai proses memberikan pilihan gentian dan CO2 untuk kedai yang boleh menghantar logam dan bukan logam. Tetapi laser gentian berkuasa tinggi (12kW+) kini mampu memotong plat yang lebih tebal berbanding sebelum ini yang memerlukan pemotongan CO2, yang sekali lagi mengubah ekonomi. Ingin tahu tentang kisah yang lebih besar?
Periksa kesan alam sekitar pemotongan laser atau bagaimana untuk melakukannya penandaan laser berputar sebahagian. Atau lihat Plastik Pengukir Laser jika penandaan bukan logam adalah penting.
Mesin Nyahcas Elektrik CNC (EDM)

Pemesinan nyahcas elektrik dicapai dengan menyediakan satu siri percikan api elektrik yang pantas dan terkawal untuk menghilangkan bahan daripada kerja. Tiada daya pemotongan yang terlibat dalam proses EDM; tiada kerja mekanikal pada bahan dilakukan; sebaliknya fenomena hakisan terma berlaku oleh setiap percikan api. Oleh itu, EDM adalah satu-satunya proses pemesinan bahan yang berkemampuan dengan kekerasan 60+ HRC atau lebih besar daripada itu atau nisbah aspek kedalaman aspek kepada lebar yang luar biasa yang tidak dapat dihasilkan oleh pemotong berputar.
Terdapat dua jenis Edm, Wayar dan Sinker. Wayar EDM menggunakan dawai loyang nipis atau molibdenum (diameter 0.1-0.3mm) yang disalurkan melalui benda kerja, seolah-olah memotong kerja pada gergaji pita tetapi pada ketepatan geometri yang mustahil dengan gergaji pita. Sinker EDM menggunakan elektrod berbentuk (klasiknya grafit atau tembaga) untuk terjun ke dalam benda kerja, menghasilkan rongga, poket buta dan bentuk tiga dimensi yang rumit.
| Ciri | Wayar EDM | EDM Tenggelam |
|---|---|---|
| Proses | Dawai nipis menghakis potongan tembus | Elektrod berbentuk tenggelam ke dalam bahan kerja |
| kemasan permukaan | Ra 0.1–0.8 µm | Ra 0.2–1.6 µm |
| Ketepatan | ± 0.002mm | ± 0.005mm |
| Bahagian Pasaran (2024) | 48% daripada pasaran EDM | ~35% daripada pasaran EDM |
| Aplikasi Terbaik | Potongan tembus, acuan penyemperitan, alat setem | Kaviti, ciri buta, teras acuan |
| Julat Harga | $ $ 50,000- 250,000 | $ $ 30,000- 150,000 |
Satu penemuan yang mencurigakan: kira-kira 25% daripada bahagian pasaran untuk pembuatan acuan sahaja; walau bagaimanapun, kebanyakan orang tidak tahu bahawa ia berada dalam led. EDM tanpa wayar mempunyai bahagian pasaran terbesar sebanyak 48%, yang diperoleh daripada permintaan pasaran alat setem automotif dan aeroangkasa. Jumlah pasaran EDM telah mencapai $3.3 bilion pada tahun 2024 dengan kadar pertumbuhan kompaun tahunan sebanyak 5.2% hingga 2034.
Sebuah kedai acuan terpaksa mengisar rongga rusuk dalam (lebar 0.5mm, dalam 30mm) dalam H13 yang dikeraskan hingga 58 HRC. Pengisaran CNC tidak akan mengurangkan nisbah kedalaman:lebar 60:1. Wayar EDM digunakan untuk memotongnya dalam satu laluan (ketepatan 0.002mm), menjimatkan operasi bangku sekunder yang mahal dengan menambah 8 jam/gelendong pada setiap acuan.
EDM bukan "hanya untuk bahan eksotik". Kebanyakan kerja EDM dijalankan pada keluli alat harian, H13 D2 S7 A2 dan sebagainya yang kebetulan telah dirawat haba terlalu keras untuk diproses oleh kilang hujung karbida. Sebarang bahan konduktif boleh di-EDM dengan dawai, tanpa mengira kekerasannya.
Mesin pengisar CNC
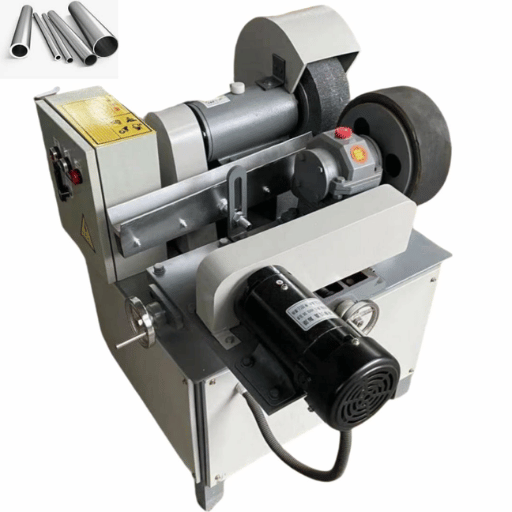
Sebaik sahaja keperluan toleransi kurang daripada 0.001″ dan spesifikasi kemasan permukaan memerlukan nilai Ra kurang daripada 0.2 m, anda telah memasuki bidang pengisaran. Pusat pengisaran CNC menggunakan roda kasar berputar – bukan alat pemotong – untuk mengisar sejumlah kecil logam dengan ketepatan yang luar biasa.
Tiga jenis utama mempunyai geometri yang berbeza:
- Pengisar permukaan – menghasilkan permukaan rata dengan kerataan kurang daripada 0.005mm melebihi 300mm
- Pengisar silinder – mengisar permukaan OD dan ID dengan kebulatan 0.002mm (dibahagikan lagi kepada pengisaran OD dan ID)
- Pengisar tanpa tengah – proses silinder isipadu tinggi – menjalankan pin, aci dan penggelek dalam kelompok tanpa memusatkan setiap bahagian secara individu
📐 Nota Kejuruteraan
Pengisaran CNC menghalang toleransi 0.0001″ (0.0025mm) dan kemasan permukaan Ra 0.05-0.2 m. Pilihan kasar biasa: aluminium oksida untuk pengisaran keluli biasa, CBN (boron nitrida padu untuk keluli keras melebihi 50 HRC, roda berlian untuk bahan karbida dan seramik. Julat harga: $5,000-$50,000+ bergantung pada saiz dan tahap automasi.
Pengisaran hampir selalu merupakan operasi sekunder. Komponen digiling kasar di atas pengisar atau mesin bubut terlebih dahulu, kemudian dirawat haba sehingga mencapai kekerasan yang ditetapkan terlebih dahulu, kemudian disiapkan dalam pengisar sehingga mencapai bentuk dan dimensi akhir. Tetapi penyingkiran stok semasa proses biasanya hanya 0.1-0.5mm, bertujuan untuk menangani herotan rawatan haba dan menghasilkan kualiti permukaan akhir yang sangat licin.
Mesin Pemotong Waterjet CNC

Pemotong jet air CNC menggunakan jet air 60,000-90,000 PSI (4,100-6,200 bar) yang dipancut melalui orifis kecil yang kadangkala (atau kerap) ditambah dengan zarah garnet yang kasar. Hampir semua bahan boleh dipotong melalui proses ini – logam, batu, kaca, seramik, komposit, getah – tanpa menghasilkan sebarang haba di kawasan potongan. Terdapat sifar HAZ. Tiada herotan haba, tiada perubahan pada kekerasan pada tepi potongan.
Waterjet boleh memotong keluli setebal 12 inci (300mm) atau lebih, namun kelajuan pemotongan menurun secara mendadak mengikut ketebalan. Jangkakan kelajuan pemotongan kira-kira 5-10 IPM dengan waterjet kasar untuk keluli lembut 1 inci. Proses ini paling sesuai untuk memotong stok tebal, walaupun sedikit lebih perlahan daripada pemotongan plasma atau laser pada logam lembaran 18GA. Kelebihannya termasuk fleksibiliti bahan dan keupayaan untuk menghasilkan tepi yang jelas dan tajam.
✔ Kelebihan
- Tiada Zon Terjejas Haba — sifar herotan haba
- Memotong sebarang bahan (logam, batu, kaca, komposit)
- Tiada asap toksik atau bahaya khusus bahan
- Kualiti tepi Ra 3.2-6.3 m boleh dicapai dengan bahan pelelas yang sangat halus pada kelajuan silang yang perlahan
- Tiada haus alat dalam erti kata tradisional
⚠ Had
- Perlahan pada logam tebal berbanding plasma
- Penggunaan garnet kasar yang tinggi ($0.20–$0.40/lb)
- Pengendalian air dan bahan kasar terpakai diperlukan
- Tirus pada potongan tebal (0.1 tipikal, dipadankan dengan pemacu kepala 5 paksi)
- Harga: $50,000–$200,000
Sebarang sisa kasar garnet selepas proses tersebut menjadi sisa industri di kebanyakan kawasan. Haus dan lusuh pada tangki jet air memerlukan pembekal memakai peralatan pernafasan (P100 atau yang serupa) semasa memeriksa bahagian dalam tangki. Debu garnet halus yang disedut boleh menyebabkan silicosis. Semak dengan pihak berkuasa tempatan mengenai pelupusan yang betul; sesetengah kawasan menerimanya sebagai sisa yang diperlukan lesen.
Satu lagi kepalsuan: “jet air meninggalkan tepi yang compang-camping.” Tetapan kualiti Q-5 (parameter paling perlahan, nilai lebar paling perlahan 0) yang (sangat) berkualiti tinggi akan menghasilkan kemasan permukaan Ra 3.2 m atau lebih baik – sebaik kemasan penggilingan sederhana. Amalan tepi compang-camping merupakan salah tanggapan yang dibangunkan daripada kedai pengeluaran volum tinggi yang hanya menggunakan tetapan Q1 (terpantas). Kelajuan dan kemasan adalah parameter yang boleh dilaraskan.
Mesin CNC Berbilang Paksi: Penjelasan 3-Paksi, 4-Paksi dan 5-Paksi
Berapa banyak paksi yang dimiliki oleh mesin CNC juga penting. Mesin 5 paksi menawarkan lebih banyak kebebasan pada alat dan bahan kerja berbanding mesin 3 paksi. Kurang lekapan dan kurang perubahan ralat semasa proses.
Tetapi ia juga bermakna mesin CNC yang lebih mahal dan pengaturcaraan yang sukar, kadar setiap jam yang lebih tinggi.
| Ciri | 3-Paksi | 4-Paksi | 5-Paksi |
|---|---|---|---|
| Paksi | X DAN Z | X, Y, Z + A (putaran) | X, Y, Z + A + B/C |
| Persediaan Diperlukan | Berbilang (bahagian terbalik) | Lebih sedikit (pengindeksan putar) | Persediaan tunggal |
| Bahagian Kerumitan | Ciri-ciri prismatik, 2.5D | Putaran + prismatik | Bentuk bebas, potongan bawah |
| Kadar Setiap Jam | $40–$75/jam | $75–$150/jam | $150–$325/jam |
| Kos Mesin | $ $ 50,000- 150,000 | $ $ 80,000- 250,000 | $150,000–$500,000+ |
| Industri Khas | Pengilang am, prototaip | Automotif, ukiran | Aeroangkasa, perubatan, acuan |
Petua Tim: 80% bahagian prisma adalah yang terbaik dan termurah dimesin pada mesin 3 paksi. Kekalkan 5 pada lengkung bentuk bebas sebenar, potongan bawah yang dalam atau di mana persediaan yang lebih sedikit menjadikan premium 3-5x dalam kadar sejam berbaloi. Jika anda membeli 5 hanya kerana ia lebih mahal, anda akan cepat menghabiskan penjimatan dengan memberikan kerja yang boleh dilakukan pada 3VMC@1/4 kos sejam.
Sebuah syarikat implan ortopedik telah berubah daripada pemesinan 3 paksi (6 persediaan setiap komponen lutut) kepada pemesinan serentak 5 paksi (1 persediaan) dengan peralatan yang sama. Masa pemasangan dihapuskan, masa setiap kelompok untuk persediaan dikurangkan daripada 4.5 kepada 0.75 jam. Skrap yang melebihi 8% jatuh kepada kurang daripada 1%. ROI 18 bulan untuk mesin $350,000 telah dicapai dalam masa 11 bulan.
Berapa Banyak Mesin CNC Berbeza yang Ada?
Ia mudah dikira. Mengikut aplikasi utamanya – pengilangan, pemusingan, penghalaan, plasma, laser, EDM, pengisaran, jet air dan mungkin juga sub-prinsipalnya – seseorang boleh menemui sekurang-kurangnya 10 kategori serius (yang saya sebutkan dalam panduan ini). Mengikut bilangan paksi gerakan, spektrumnya meliputi daripada mesin pelarik 2 paksi ringan hingga mesin Swiss 12 paksi yang dimuatkan sepenuhnya dengan gelendong berkembar dan pertukaran lajur berganda.
Menurut sistem kawalan, terdapat banyak petanda evolusi seperti pengeluar utama – Fanuc, Siemens, Heidenhain, Mitsubishi, Mazak. Ia adalah senarai percubaan yang gagal tanpa henti. Adakah anda ingin melihat keluarga peralatan berciri CNC yang berdekatan, lihatlah sekilas mesin penyemperitan.
Cara Memilih Mesin CNC yang Tepat untuk Aplikasi Anda
Apakah Faktor-faktor yang Perlu Dipertimbangkan Semasa Memilih Mesin CNC?
Lima perkara yang perlu dilakukan. Lakukan ini dengan baik, dan mesin yang salah hampir mustahil untuk dipilih:
- Jenis & kekerasan bahan - aluminium yang lebih lembut diterjemahkan melalui mesin dengan lebih baik daripada keluli alat D2 yang dikeraskan. Bahan anda akan menghapuskan beberapa kemungkinan sebelum anda bermula.
- Kerumitan geometri sebahagian—bentuk prisma mudah vs. bentuk kontur bentuk bebas vs. bentuk kepingan/plat (nombor paksi dan jenis mesin).
- Toleransi et requirments pour la finition. 0,010″ tidak penting, kerana 0,0005″ memerlukan peralatan Istimewa dan maîtrise du processus.
- Volum – prototaip tunggal, atau 10,000 unit/bulan. Volum mempengaruhi tahap automasi yang diperlukan dan justifikasi pelaburan dalam mesin yang mahal.
- Bajet - perbelanjaan modal dan kos operasi (cth. perkakas, bahan habis pakai, kemahiran pengendali dan ruang lantai).
Untuk menunjukkan bagaimana faktor-faktor ini berkaitan dengan cadangan mesin, kami telah menyenaraikan matriks pemilihan di bawah:
| Kelas Bahan | Geometri Mudah | Kerumitan Sederhana | Kompleks / Bentuk Bebas |
|---|---|---|---|
| Lembut (<200 HB) | Penghala CNC ($3K–$100K) | Kilang CNC 3-Paksi ($50K–$150K) | Kilang CNC 5-Paksi ($150K–$500K+) |
| Sederhana (200–400 HB) | Pelarik CNC ($15K–$60K) | Kilang 3-Paksi atau Kilang Pusing | Kilang 5-Paksi ($150K–$500K+) |
| Keras (>400 HB) | Pengisaran CNC ($5K–$50K) | EDM ($30K–$250K) | Kombo Kilang 5-Paksi + EDM |
| Lembaran / Pinggan | Plasma ($12K–$300K) | Laser ($5K–$300K) | Jet Air ($50K–$200K) |
Pengurus bengkel kami yang berpengalaman dan praktikal sering mengulas: "Pengedarlah yang membuat perbezaan" – sokongan servis dan ketersediaan alat ganti sama pentingnya dengan helaian spesifikasi mesin. Mesin yang sangat baik daripada pengedar tanpa servis tambahan di kawasan anda akan menyebabkan anda kehilangan masa henti berbanding penjimatan pada tanda harga.
Adakah anda bersedia untuk menyediakan perkhidmatan kepada aplikasi anda dengan memilih mesin? Layari laman web kami pangkalan data mesin CNC dengan spesifikasi secara terperinci mengikut setiap kategori. Untuk alatan dan sumber kerja logam yang lain, lihat artikel kami tentang ukiran laser pada permukaan logam rata.
UD Machine mereka bentuk dan memasarkan peralatan CNC. Untuk spesifikasi jentera CNC, harga dan maklumat pasaran lain, sumber kami adalah penerbitan perdagangan bebas (dirujuk dalam bahagian Rujukan). Matriks pemasaran kami adalah berdasarkan nasihat umum daripada Persatuan Aksesori Alat Mesin – aplikasi khusus anda mungkin memerlukan sesuatu yang lain. Kami mengesyorkan setiap pembeli meminta ujian potongan sampel pada bahan yang mereka ingin mesin sebelum membuat keputusan pembelian muktamad.
Soalan Lazim

S: Apakah 5 jenis mesin CNC yang biasa?
Lihat Jawapan
S: Apakah 7 jenis asas peralatan mesin?
Lihat Jawapan
S: Adakah jenis bahan mempengaruhi pemilihan mesin CNC?
Lihat Jawapan
S: Berapakah kos mesin CNC?
Lihat Jawapan
S: Bolehkah mesin CNC memproses kedua-dua logam dan plastik?
Lihat Jawapan
S: Apakah mesin CNC yang paling tepat?
Lihat Jawapan
S: Mengapakah mesin CNC penting dalam pembuatan moden?
Lihat Jawapan
Cari Mesin CNC yang Tepat untuk Operasi Anda
Layari spesifikasi, sebut harga permintaan dan bandingkan merentasi semua 10 kategori yang dibincangkan dalam panduan ini.
Mengenai Panduan Mesin CNC Ini
Panduan ini menggambarkan 10 jenis sistem CNC, dengan data toleransi yang diambil daripada ISO 2768, ASME Y14.5 dan helaian data pengilang. Data pasaran oleh Mordor Intelligence (pasaran CNC), Fortune Business Insights (pemotongan laser), GM Insights (EDM) dan Optech Consulting (penerimaan laser gentian). Julat harga adalah berdasarkan harga peralatan baharu 2025-2026 ke Pasaran Amerika Utara dan Antarabangsa, nilai mungkin berbeza-beza bergantung pada konfigurasi, peniaga dan rantau. Setiap contoh senario disusun daripada penggunaan industri biasa yang didokumenkan.
Rujukan & Sumber
- Saiz Pasaran dan Bahagian Industri Mesin CNC — Perisikan Mordor
- Panduan Toleransi Pemesinan CNC — Protolabs
- ISO 2768 — Toleransi Umum untuk Dimensi Linear dan Sudut — ISO
- Pendimensian dan Toleransi (GD&T) — ASME Y14.5
- Sistem Laser Perindustrian Hasil — Data Pasaran — Perundingan Optech
- Saiz Industri Mesin Pemotongan Laser dan Ramalan Pasaran — Wawasan Perniagaan Fortune
- Laporan Pasaran untuk Mesin Pelepasan Elektrik (EDM) — Wawasan GM
- Pasaran EDM — Segmen dan Aplikasi Industri — Penyelidikan Industri
Artikel yang berkaitan
Komen oleh pasukan kejuruteraan UD Machine – pakar dalam jentera dan automasi CNC perindustrian.



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


