



Plexiglass Pemotongan Laser: Panduan Lengkap untuk Tetapan, Kualiti Tepi dan Pemilihan Peralatan
Tidak kira sama ada anda memanggilnya Plexiglas, Lucite atau Perspex, anda boleh memotong plexiglass dengan laser lebih pantas, lebih bersih dan lebih tepat berbanding hampir semua plastik lain di lantai kedai fabrikasi. Masalahnya ialah hampir setiap ralat tuangan vs. penyemperitan, penipuan pengendalian wasap dan refleks "gunakan lebih banyak bantuan udara" daripada pemotongan logam akan memusnahkan sifatnya sendiri – kejelasan optik – yang menjadikan bahan tersebut berharga. Panduan ini menghimpunkan fizik panjang gelombang, data keselamatan gred OSHA, tetapan bengkel sebenar dan helah kualiti tepi yang berlawanan dengan intuisi yang jarang diliputi oleh SERP yang sarat dengan perdagangan di satu tempat.
Spesifikasi Ringkas: Plexiglass Pemotongan Laser Sepintas Lalu
Spesifikasi Pantas
| Jenis laser terbaik | CO₂ pada 10.6 μm (10,640 nm) — tiub kaca tertutup atau RF-excited |
| Helaian yang disyorkan | Akrilik tuang (PMMA) untuk potongan yang jelas; diekstrusi untuk projek bajet |
| Ketebalan praktikal | 1.5 mm hingga 25 mm dalam satu laluan pada sistem 60–150 W |
| Tetapan penghidup (60 W pada acuan 6 mm) | 12 mm/s, kuasa 80%, fokus 3 mm ke dalam kepingan, muncung bantuan udara 1.5–2.5 mm dihidupkan rendah |
| Lebar kerf biasa | 0.1–0.3 mm — mengimbangi geometri CAD dengan separuh kerf untuk padanan tekan |
| Had pendedahan asap | OSHA PEL 100 ppm metil metakrilat (TWA 8 jam) — pengekstrakan aktif diperlukan |
| JANGAN sekali-kali memotong | PVC (melepaskan gas HCl), polikarbonat (api + jelaga), ABS (kesan sianida) |
Apakah Plexiglass dan Mengapa Jenis Bahan Penting untuk Pemotongan Laser

Plexiglas ialah nama jenama; polimer di bawah setiap helaian Plexiglas, Lucite, Perspex dan Akrilit adalah sama: poli(metil metakrilat) — PMMA, formula (C₅H₈O₂)ₙ, CAS 9011-14-7. Tiga label jenama tetapi satu kimia. Satu fakta itu menjawab soalan yang muncul dalam setiap hasil carian: “Apakah perbezaan antara PLEXIGLAS dan akrilik?” Dalam praktiknya, tiada – perbezaannya terletak di hilir, dalam proses pembuatan yang digunakan untuk menukarkan pelet PMMA menjadi helaian.
PMMA penting untuk pemotongan laser kerana tiga sifat yang boleh diukur. Pertama, suhu peralihan kacanya adalah kira-kira 105°C untuk PMMA ataktik, dengan gred komersial berjalan pada 85–165°C, menurut data bahan yang diterbitkan pada Halaman rujukan PMMA. Tg yang rendah itu bermakna zon potongan cair dan mengalir semula hampir serta-merta, menghasilkan tepi berkilat yang menjadikan akrilik unik secara visual. Kedua, ketumpatan ialah 1.17–1.20 g/cm³ — kira-kira separuh berat kaca setara, itulah sebabnya paparan, papan tanda dan pelindung mesin bertukar kepada PMMA beberapa dekad yang lalu. Ketiga, penghantaran cahaya nampak mencapai 92% pada ketebalan 3 mm, tetapi kepingan yang sama menyerap dengan kuat dalam inframerah jauh. Asimetri itulah sebabnya laser CO₂ 10.6 μm memotong plexiglass dengan bersih manakala laser diod 450 nm melaluinya terus.
Mengetahui Kimia polimer PMMA Di sebalik nama jenama mengubah cara anda menentukan sesuatu kerja. Keputusan yang menyusul — tuangan vs tersemperit, CO₂ vs diod, tetapan, kualiti tepi, keselamatan – semua aliran daripada polimer, bukan tanda dagangan pada filem pelindung.
Akrilik Tuangan vs Akrilik Terekstrusi: Pilihan Kritikal untuk Pemotongan Laser
Kedua-dua jenis ini adalah PMMA, tetapi ia bertindak berbeza di bawah pancaran laser kerana cara rantai polimer terbentuk. Akrilik tuangan dituang di antara dua acuan kaca rata dan dipolimerkan secara perlahan-lahan selama beberapa jam atau hari. Hasilnya: taburan berat molekul yang lebih tinggi dan lebih luas – berjuta-juta g/mol – dan rangkaian rantai panjang itu cair kembali dengan bersih ke dalam permukaan yang digilap api apabila laser memotong. Akrilik yang diekstrusi dipaksa melalui acuan yang dipanaskan dalam panjang yang berterusan. Rantai adalah lebih pendek dan lebih seragam (sekitar 150,000 g/mol), jadi apabila kepingan yang diekstrusi bertemu dengan pancaran yang sama, ia cenderung untuk melembutkan, berubah bentuk sedikit dan meninggalkan tepi yang lebih sejuk.
Dalam praktiknya, perbandingan yang paling diutamakan oleh pembuat fabrikasi: kualiti tepi, kejelasan ukiran, kos dan konsistensi.
| Hartanah | Akrilik Tuangan (GS) | Akrilik Tersemperit (XT) |
|---|---|---|
| Pembuatan | Sel-tuang antara plat kaca | Penyemperitan berterusan melalui acuan |
| berat molekul | >1,000,000 g/mol | ~150,000 g/mol |
| Tepi potongan laser | Jernih kristal, digilap api | Sedikit berkabut, riak sekali-sekala |
| Kemasan terukir | Kontras putih berkabut yang terang | Kurang kontras, boleh cair dan bukannya wap |
| Tetapan frekuensi (CO₂) | 5,000–20,000 Hz boleh diterima | ≤5,000 Hz untuk mengelakkan leburan balik |
| Keseragaman ketebalan | ±10% merentasi helaian | ±5% (lebih ketat — kelebihan penyemperitan) |
| kos | Harga rujukan | ~30–50% lebih rendah |
Peraturan Tuangan Dahulu: Jika tepi yang dipotong akan kelihatan – panel paparan, papan tanda runcit, huruf bercahaya, paip ringan – nyatakan tuangan setiap masa. Hanya beralih kepada extruded apabila tepi akan tersembunyi, bajet terhad atau anda benar-benar mahukan rupa ukiran berkabut. 1 pilihan itu akan menghalang lebih banyak kerja semula pada projek akrilik anda daripada apa-apa sahaja yang anda tentukan.
Pembekal di Eropah biasanya menandakan pelakon sebagai GS dan diekstrusi sebagai XT, jadi helaian berlabel “Plexiglas XT” diekstrusi tanpa mengira jenama pada kertas penutup. Sentiasa semak kod gred pada sijil kilang sebelum memetik sebut harga untuk kerja kejelasan optik.
Jenis Laser Yang Mana Boleh Memotong Plexiglass? CO₂ vs Serat vs Diod
Adakah laser akrilik boleh dipotong? Itu soalan yang sukar difahami kerana ia bergantung sepenuhnya pada panjang gelombang laser. PMMA kelihatan lutsinar kepada kebanyakan cahaya yang boleh dilihat dan hampir inframerah, manakala spektrum inframerah jauh disekat sepenuhnya. Sama ada pancaran laser ditukar menjadi haba di dalam kepingan atau menembusinya bergantung sepenuhnya pada panjang gelombangnya dan pekali penyerapan molar pada panjang gelombang tersebut.
An kajian penyerapan optik diindeks di PubMed mengukur pekali penyerapan PMMA pukal pada panjang gelombang CO₂ 10.6 μm pada α ≈ 502 cm⁻¹ — cukup tinggi sehingga hampir semua tenaga pancaran ditangkap dalam beberapa mikron pertama zon potongan. Sebagai perbandingan, plastik yang sama akan menghantar kira-kira 92% foton yang kelihatan pada ketebalan 3 mm, oleh itu mengapa kepingan yang nampaknya lutsinar kelihatan seperti panel kaca dalam cahaya mentol pendarfluor dan hanya enggan memotong di bawah laser diod biru.
| Jenis Laser | Gelombang | Tingkah Laku PMMA | Keputusan |
|---|---|---|---|
| CO₂ (dimeteraikan atau RF) | 10.6 μm | Penyerapan kuat (α ≈ 502 cm⁻¹), pengewapan bersih | ✔ Terbaik — jernih dan berwarna sehingga 25 mm |
| Serat | 1.06 μm | Pancaran memancar dengan penyerapan yang minimum; haba berakhir pada kanta, bukan kerja | ✘ Elakkan — risiko kerosakan optik |
| Diod (biru) | 450 nm | PMMA jernih menghantar ~92%; gred legap/hitam menyerap di permukaan | ⚠ Legap sahaja, perlahan, berbilang laluan |
| Diod (hibrid bantuan IR) | ~1064 nm + boleh dilihat | Isu ketelusan gaya gentian yang sama pada PMMA jernih | ✘ Bukan untuk pemotongan yang jelas |
Mengapa Laser Diod Tidak Boleh Memotong Akrilik Lutsinar?
Laser diod biru beroperasi hampir 450 nm, jauh dalam spektrum yang boleh dilihat di mana akrilik dihasilkan untuk menjadi lutsinar yang ideal. Hanya apabila cahaya laser diserap, barulah kita ditukar menjadi tenaga haba. Pengamal r/lasercutting secara rutin melaporkan diod biru 10 W dan 20 W gagal menggaru akrilik jernih pada sebarang kombinasi kelajuan dan kiraan lulus, kemudian berjaya serta-merta apabila ia bertukar dalam a Perbandingan CO₂ berbanding diod mesin gred. Penyelesaian untuk persediaan hobi adalah dengan menutup bahagian belakang helaian dengan cat hitam kusam atau kad korban supaya pancaran mempunyai tempat untuk menyimpan tenaganya — tetapi itu menambah langkah pembersihan dan jarang menghasilkan tepi berkualiti optik yang mewajarkan pemilihan PMMA.
Bolehkah Laser Serat Memotong Plexiglass?
Laser gentian beroperasi pada 1.06 μm dan direka bentuk untuk logam, di mana pekali penyerapan adalah baik. PMMA pada 1.06 μm menghantar sebahagian besar tenaga insiden dan apa yang berinteraksi cenderung berbuat demikian pada kedalaman yang tidak terkawal kerana tiada lapisan penyerapan permukaan. Hasil yang realistik ialah potongan separuh dengan rongga dalaman cair, jalur asap dan risiko sebenar memfokuskan pancaran yang tidak diserap pada kanta pelindung kepala pemotong — mod kegagalan yang mahal. Untuk kerja akrilik, tentukan mesin CO₂ seperti yang dibina di sekitar sistem laser CO₂ perindustrian daripada menggunakan semula pemotong gentian.
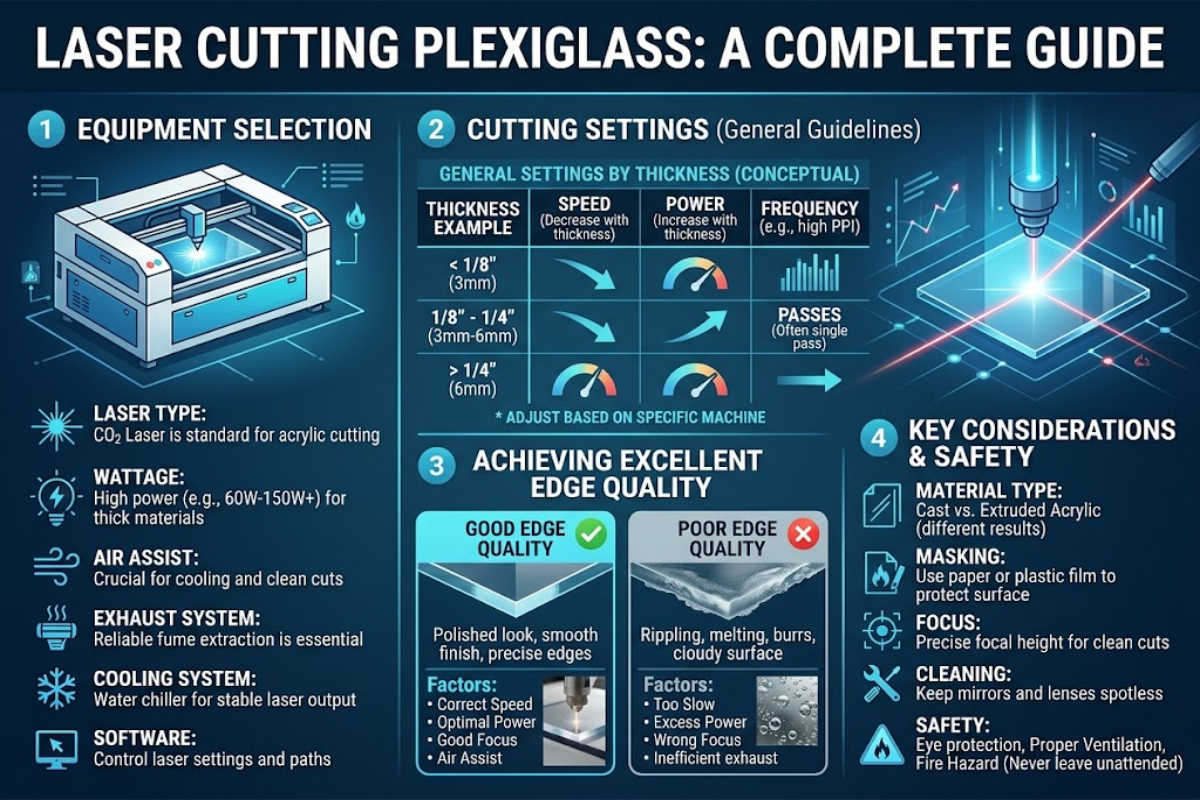
Tetapan Pemotongan Laser: Kuasa, Kelajuan dan Fokus mengikut Ketebalan
Watt tiub dan ketebalan kepingan menentukan sampul kerja; kelajuan dan fokus memperhalusi hasilnya. Kuasa laser 10 W kepada 1mm akrilik adalah peraturan praktikal yang baik yang diambil daripada panduan pengilang – Trotec, Epilog, OMTech, xTool – untuk potongan laluan tunggal, dan bermakna tiub 60 W sesuai digunakan pada tuangan 6 mm dan tiub 100 W sesuai digunakan pada 10 mm. Nilai di bawah adalah titik permulaan; setiap mesin, kanta dan kelompok kepingan akan mengalihkannya sedikit. Jalankan grid ujian pendek pada skrap sebelum memulakan pengeluaran.
| Ketebalan | Tiub 40 W | Tiub 60 W | Tiub 100 W | Tiub 150 W |
|---|---|---|---|---|
| Tuangan 3 mm | 25 mm/s, 80%, 1 hantaran | 35 mm/s, 65%, 1 hantaran | 55 mm/s, 50%, 1 hantaran | 80 mm/s, 40%, 1 hantaran |
| Tuangan 6 mm | 8 mm/s, 95%, 1 hantaran | 12 mm/s, 80%, 1 hantaran | 25 mm/s, 65%, 1 hantaran | 40 mm/s, 55%, 1 hantaran |
| Tuangan 10 mm | 3 mm/s, 100% (dua laluan) | 6 mm/s, 95%, 1 hantaran | 12 mm/s, 80%, 1 hantaran | 20 mm/s, 70%, 1 hantaran |
| Tuangan 12 mm | Tidak digalakkan | 3 mm/s, 100% (dua laluan) | 8 mm/s, 90%, 1 hantaran | 15 mm/s, 75%, 1 hantaran |
| Tuangan 19 mm | Tidak digalakkan | Tidak digalakkan | 3 mm/s, 100%, dua laluan | 6 mm/s, 95%, 1 hantaran |
| Tuangan 25 mm | Tidak digalakkan | Tidak digalakkan | Dua hantaran, perlahan | 3 mm/s, 100%, 1 hantaran |
Tiga parameter penting sama seperti nilai helaian di atas. Tetapkan kedalaman fokus kira-kira separuh kedalaman ke dalam helaian – pada 6 mm, iaitu 3 mm di bawah permukaan atas, bukan di atas permukaan – supaya pinggang rasuk berada di tengah-tengah potongan dan kerf kekal selari. Pilih kanta panjang fokus yang betul untuk ketebalannya; seorang jurutera aplikasi kanan Trotec menunjukkan pada r/lasercutting bahawa stok 19 mm dan lebih tebal mendapat manfaat daripada kanta fokus 2.5 inci atau 4 inci dan bukannya 1.5 inci lalai, jika tidak, rasuk akan menyimpang sebelum ia mengenai bahagian bawah potongan. Dan pada parameter frekuensi, panduan teknikal OMTech untuk PMMA tuangan bertolak ansur dengan 5,000-20,000 Hz, manakala yang diekstrusi harus kekal pada atau di bawah 5,000 Hz untuk mengelakkan pertindihan denyutan semula.
📐 Nota Kejuruteraan — Pampasan KerfGari CO₂ yang diukur pada PMMA tuangan berada dalam jalur 0.10-0.30 mm bergantung pada watt tiub, panjang fokus kanta dan tekanan bantuan. Untuk sambungan saling mengunci, lebar slot dan padanan snap, imbangi geometri CAD dengan separuh gari dalam laluan alat; untuk kepingan yang hanya perlu dijatuhkan, dimensi nominal kosong biasanya baik. Sentiasa potong sampel ujian 5 mm dan ukur dengan angkup sebelum menjalankan kelompok pengeluaran – laluan alat yang sama pada tiub kaca 60 W berbanding tiub teruja RF 60 W boleh mengalihkan gari sebanyak 0.05 mm.
Cara Memotong Akrilik Laser Tanpa Mencairkannya
Tepi cair pada plexiglass adalah masalah pengurusan haba, bukan masalah kuasa. Urutan penyelesaian: turunkan tekanan gas bantuan (atau matikan sepenuhnya – lihat bahagian seterusnya), tetapkan fokus ke dalam helaian dan bukannya di atas, dan pilih satu hantaran kuasa tinggi dan bukannya beberapa hantaran perlahan yang memanaskan semula dinding kerf. Jika helaian masih cair, puncanya biasanya kanta kotor atau laluan pancaran yang tidak sepadan yang membuang tenaga di luar paksi; bersihkan optik dengan alkohol isopropil pada kapas bebas habuk dan jalankan pemeriksaan penjajaran sebelum meningkatkan watt.
Mencapai Tepi Digilap Api: Buku Panduan Kualiti Tepi Berlawanan Intuitif

Bahagian terbaik memotong plexiglass pada laser CO₂: tepi potong menggilap dirinya sendiri secara percuma. PMMA pada dinding kerf mencair, tegangan permukaan mengalirkannya semula, dan permukaan yang terdedah menyejuk menjadi kemasan berkilat yang mensimulasikan penggilapan api – selagi prosesnya ditetapkan untuk tidak merosakkan kemasan tersebut. Kebanyakan aduan kualiti tepi di lantai pengeluaran datang daripada satu kesilapan: merawat akrilik seperti kepingan logam.
"Bantuan udara sepatutnya minimum kerana ia akan cenderung untuk membekukan tepinya."
— Laser Dave, jurutera aplikasi di Trotec, telah mengemukakan nasihatnya di r/lasercutting
Fakta itu menjelaskan mengapa SERP sering kali penuh dengan aduan seperti "Saya mengikuti arahan dan tepi saya berwarna putih dan kerinting". Bantuan udara bertekanan tinggi menyejukkan dinding kerf dengan begitu pantas sehingga tegangan permukaan polimer (secara literalnya molekul hidrokarbon) tidak dapat mengalir dan melicinkan permukaan sebelum ia membeku menjadi jaring kekasaran mikro seperti ais. Dalam logam boleh kimpal—iaitu obor tiup yang meniup lebih banyak oksigen atau nitrogen pada 6-15 bar untuk menyapu sanga panas keluar dari lopak—kadar aliran itu adalah kritikal.
Dalam PMMA halimunan, ia bersifat merosakkan. Rejim tiga keadaan standard sekarang ialah 0-1.5 bar kurang untuk pengilat api yang tidak menentu, 1.5-2.5 bar saliran asap dalam-tahan tanpa pengorbanan permukaan, 2.5-4 bar hanya pada stok tersemperit dan berpigmen di mana tepinya sudah terjejas.
- Tentukan akrilik tuangan yang diekstrusi akan sentiasa membeku pada dinding potong tidak kira apa tetapannya.
- Tetapkan kedalaman fokus kepada kira-kira l/2 ketebalan helaian dan bukan pada permukaan.
- Jalankan bantuan udara MATI atau pada tahap minimum yang masih membersihkan asap daripada kanta
- Tanggalkan penutup kertas pada permukaan bawah. Pastikan penutup kertas di bahagian atas untuk tujuan pengendalian.
- Potong dalam satu hantaran kuasa tinggi; lebih daripada 1 hantaran memanaskan semula kerf dan menghilangkan kilauan
- Jalankan meja yang menghadap ke bawah atau meja yang menghadap belakang; jangan tiup ekzos ke atas tempat kerja.
- Kepit bahagian sekurang-kurangnya 2-3 mm dari pengapit untuk mengelakkan pemutihan akibat tekanan mekanikal.
Tujuh peraturan ini menukarkan potongan laser tetapan lalai kepada tepi siap yang tidak memerlukan obor penggilap api. Perbezaan antara bahagian dalam kotak dan bahagian di atas bangku.
Keselamatan: Asap, Kebakaran, dan Mengapa Anda Tidak Boleh Memotong PVC atau Polikarbonat
Asap daripada pemotongan laser plexiglass tidak menyenangkan tetapi dicirikan dengan baik, had pendedahan wujud, dan kawalan adalah mudah — dengan syarat bahan yang salah tidak pernah sampai ke dasar. Isu keselamatan yang lebih besar bukanlah PMMA itu sendiri, tetapi kepingan yang serupa yang disalah anggap sebagai PMMA.
Apabila PMMA dipotong menggunakan laser, polimer tersebut akan ternyahpolimer secara terbalik kepada monomer tersebut, iaitu metil metakrilat (MMA), serta karbon dioksida, wap air, karbon monoksida dan surih formaldehid. Helaian data kimia OSHA untuk metil metakrilat mencadangkan had pendedahan yang dibenarkan (PEL) sebanyak 100 ppm yang dipuratakan sepanjang syif lapan jam, dan Panduan Poket NIOSH untuk Bahaya Kimia mempunyai had pendedahan yang disyorkan (REL) yang sama iaitu 100ppm. Persidangan Ahli Kebersihan Industri Kerajaan Amerika (ACGIH) adalah lebih ketat, menetapkan nilai had ambang 50 ppm dengan had pendedahan jangka pendek 100 ppm.
Kabinet tertutup dengan pengekstrakan aktif pada halaju muka 3-5 m/saat ke dalam timbunan HEPA-tambah-karbon-teraktif adalah jauh di bawah ketiga-tiga angka semasa isipadu pemotongan biasa.
- PVC dan vinil — melepaskan gas hidrogen klorida (HCl) dan klorin; menghakis tiub laser dan saluran ekzos pada potongan pertama, kemudian meracuni pengendali
- Polikarbonat (PC) — api dengan kuat, meninggalkan jelaga hitam, dan jarang menembusi dengan bersih kerana ia menyerap dengan buruk pada 10.6 μm
- ABS — membebaskan kesan hidrogen sianida dan karbonil aromatik
- Komposit serat karbon — melepaskan zarah grafit yang boleh disedut dan menguraikan matriks karbon menjadi hasil sampingan yang berbahaya
- Kayu yang dirawat, pengikat MDF, fabrik bersalut vinil — anggap pengikat berklorin atau formaldehid sehingga helaian data keselamatan menyatakan sebaliknya
Pemeriksaan bahan masuk pantas yang digunakan oleh bengkel: pegang potongan kecil pada besi pemateri panas dan hidu asapnya. PMMA berbau sedikit manis, seperti gam kapal terbang model. PVC berbau seperti kolam renang berklorin dan asapnya tajam. Polikarbonat berbau seperti rambut terbakar. Campuran akrilik-vs-PVC kekal sebagai kesilapan paling mahal dalam industri laser — lihat senarai rujukan ud-machine.com bahan tidak pernah dipotong laser dan perbandingan teknikal bagi sifat polikarbonat untuk konteks selanjutnya.
Dalam dunia peralatan, setiap pemotong laser CO₂ yang mampu menghiris akrilik ialah sistem Kelas 4 setiap ANSI Z136.1-2022, yang memerlukan kandang saling berkunci, penghadang pancaran dan Pegawai Keselamatan Laser yang ditetapkan untuk penggunaan perindustrian. A yang dinyatakan dengan betul pemilihan pengekstrak asap mengendalikan kedua-dua partikulat dan MMA dalam satu susunan — kesilapan biasa ialah saiz kabinet yang terlalu kecil, yang membolehkan wap berstrata di atas kerja dan meningkatkan pendedahan pengendali walaupun kerja saluran disediakan. Ambil perhatian bahawa kawalan pendedahan berubah; sahkan semakan semasa mana-mana piawaian dengan badan penerbit sebelum kelulusan pematuhan akhir.
Laser vs Gergaji, Penghala dan Kilang CNC: Memilih Kaedah Pemotongan yang Tepat
Jadi pemotongan laser selalunya merupakan jawapan yang tepat dan tidak selalunya – ini bergantung pada perincian geometri, keketatan, tepi siap yang diperlukan dan beban kerja. Toleransi dan kemasan sisi pengeluar selalunya diperoleh daripada panduan perbandingan yang boleh menghasilkan skema yang mudah digunakan.
| kaedah | Kualiti Tepi | Toleransi Biasa | Terbaik untuk |
|---|---|---|---|
| laser CO₂ | Digilap api pada acuan | ± 0.10 mm | Bentuk kompleks, lubang, perincian, bahagian kelompok ≤25 mm tebal |
| Penghala CNC (bit seruling-O) | Tepi mesin yang bersih | ± 0.50 mm | Stok lebih tebal (25 mm+), lubang yang ditoreh, panel besar |
| Gergaji meja dengan bilah plastik | Tepi mesin lurus | ± 1.00 mm | Potongan koyakan lurus pada kepingan tegar |
| Kilang CNC (menegak) | Kemasan berperkakas (bunyi gemerincing yang kelihatan) | ± 0.05 mm | Poket, benang, bahagian akrilik struktur |
| Skor dan snap | Kasar, sering terkelupas | ± 2.00 mm | DIY sekali sahaja ≤5 mm, tiada perincian diperlukan |
Peraturan praktikal: sebarang ciri kurang daripada 3 mm, melengkung, atau menunggu tepi yang kelihatan tidak digilap akan dihantar ke laser. Mana-mana bahagian yang setebal 25 mm atau lebih, berstruktur, memerlukan lubang yang ditoreh, atau bahagian mudah boleh dihantar ke penghala atau kilang – apabila kelompok mencapai sekitar 50 bahagian yang sama pada acuan 6 mm, laser menjadi lebih murah setiap keping berbanding alternatif skor-dan-snap atau penghalaan — di atas itu, panduan bahan yang boleh dipotong laser terpakai dan sistem CO₂ membayar balik dengan cepat.
Aplikasi Dunia Sebenar: Papan Tanda, Paparan, Prototaip & Bahagian Tersuai
Aplikasi memacu spesifikasi helaian, bukan sebaliknya. Ini memberi anda lima kumpulan untuk memotong aplikasi paling popular pada tahun 2026 dengan laser.
- Papan tanda runcit & seni bina: 3mm-6mm tuangan jernih/berwarna, di mana tepi yang boleh dilihat perlu kekal berkilat permukaan – ketepatan dimensi yang lebih dekat adalah lebih rendah daripada kemasan berkilat.
- Paparan tempat jualan & pembungkusan barang paparan: acuan 5mm-10mm di mana penggunaan pemasangan snap-fit; CAD perlu mengimbangi jarak laser goresan untuk kesesuaian terbaik.
- Kandang prototaip makmal dan persekitaran perubatan: 3mm-6mm lutsinar, dengan toleransi yang lebih dekat untuk padanan tingkap di atas instrumen, di mana jenis tuangan lebih diingini untuk kemampuan bahan kimia.
- Tingkap pelindung dan pemeriksaan peralatan: PMMA diubah suai hentaman 6mm-12 mm, di mana juruteknik memerlukan garis pandangan ke dalam peralatan berbahaya.
- Produk & hiasan yang diperibadikan: 1.5 mm-3.0mm dalam susunan warna (berbilang lapisan paparan), penemuan terbesar dalam laporan trend 2026.
Satu contoh mudah: sebuah kedai papan tanda serantau berhampiran Atlanta telah menggantikan penghala CNC penjenamaan semula restoran 200 keping dengan laser CO₂ 100 W. Masa pemotongan setiap keping telah menurun daripada 14 minit kepada sekitar 4 minit, tepi yang digilap api telah menggantikan langkah penggilapan pasca proses hasil daripada tepi laser tuangan yang digilap secara intrinsik, dan kadar sekerap pada laluan pemotongan yang sama telah menurun daripada 18% kepada di bawah 6%. Membawa pemotongan akrilik secara dalaman dan bukannya penyumberan luar telah membayar laser dalam tempoh 11 bulan untuk satu portfolio pelanggan.
Tinjauan Industri: Ke Mana Hala Tuju Pemotongan Laser Akrilik Menjelang 2030
Tiga nombor berkaitan untuk perancangan peralatan sepanjang lima tahun akan datang datang daripada sumber perdagangan dan penganalisis pasaran. Setiap satu diterbitkan oleh industri (Tahap 3) dan bukannya jabatan kerajaan, jadi gunakannya sebagai anggaran hala tuju dan bukannya anggaran yang tepat.
Tiga perubahan khusus sedang berlaku melalui data tersebut. Pertama: Tiub CO₂ yang diuja RF menggantikan tiub kaca yang diuja DC pada kuasa tinggi pada peralatan berskala pengeluaran berdasarkan kecekapan palam dinding +40% dan kira-kira +dua kali ganda jangka hayat tiub – relevan untuk mana-mana kedai yang beroperasi lebih daripada 20 jam seminggu. Kedua: pertumbuhan import potongan laser tersuai (papan tanda acara khas, anugerah, hiasan seni) sedang mengalihkan permintaan kepada sistem Kelas-1 yang ditunjukkan oleh Kotak atau Greebless yang lebih kecil daripada peralatan perindustrian Kelas-4 yang lebih berkuasa dan terbuka – menjadikan piawaian keselamatan laser ANSI Z136.1 lebih mudah untuk pembinaan, dan dikurangkan kepada pengendali perniagaan kecil. Ketiga: pembeli mesra alam sedang mencari campuran akrilik dan bio-PMMA kandungan kitar semula; konvensyen pemotongan pada bahan ini agak berbeza daripada acuan dara, jadi perancangan pengeluaran untuk tahun 2026 harus merangkumi bajet kelayakan bahan yang sederhana. Jika anda merancang peralatan untuk tahun 2026 dan pada masa hadapan, jadualkan pemotongan ujian pada sekurang-kurangnya satu gred bio-PMMA dan semak hasil pengekstrak menggunakan panduan ACGIH terkini – kedua-duanya akan tahan lebih lama daripada peralatan pemprosesan itu sendiri.
Soalan Lazim

S: Bolehkah plexiglass dipotong dengan laser?
Lihat Jawapan
S: Adakah akrilik potongan laser selamat untuk makanan?
Lihat Jawapan
S: Patutkah saya menanggalkan penutup sebelum pemotongan laser?
Lihat Jawapan
S: Apakah elaun kerf yang perlu saya reka bentuk?
Lihat Jawapan
S: Bolehkah laser diod 10 W memotong plexiglass?
Lihat Jawapan
S: Berapa lama masa yang diperlukan untuk memotong kepingan akrilik biasa?
Lihat Jawapan
Bawa Pemotongan Akrilik ke Dalam Rumah
Jika kos penyumberan luar berulang meningkat atau masa tunggu merosot, laser CO₂ yang tertutup membayar balik dengan cepat ke atas penjenamaan, paparan dan kerja prototaip. UDTECH menghasilkan sistem laser CNC bersaiz untuk barisan pengeluaran perindustrian hinggalah ke kedai profesional kecil yang memotong beberapa ratus bahagian sebulan.
Mengenai Analisis Ini
Panduan ini menggabungkan jadual tetapan, julat kerf dan panduan maklum balas bantuan udara daripada kertas teknikal pengeluar (Trotec, OMTech, xTool), data penyerapan PMMA yang disemak oleh rakan sebaya yang diterbitkan di PubMed dan sistem tindak balas pengguna yang diambil daripada r/pemotongan laser antara 2023 dan 2026. Data pendedahan OSHA, NIOSH dan ACGIH dipetik perkataan demi perkataan daripada sumber kerajaan yang tersedia. Tetapan akan berbeza bagi setiap mesin – sentiasa jalankan kupon penentukuran pada bahan helaian sebenar sebelum memulakan pengeluaran. Semakan serupa dijalankan oleh pasukan kejuruteraan UDTECH.
Rujukan & Sumber
- Helaian Data Kimia OSHA — Metil Metakrilat (PEL 100 ppm) — Pentadbiran Keselamatan dan Kesihatan Pekerjaan AS
- Panduan Poket NIOSH untuk Bahaya Kimia — Metil Metakrilat — Pusat Kawalan dan Pencegahan Penyakit
- Ringkasan Bahaya Metil Metakrilat — ACGIH TLV 50 ppm — Jabatan Kesihatan New Jersey, Program Hak untuk Mengetahui
- Pekali Penyerapan Optik PMMA pada Panjang Gelombang Laser CO₂ 10.6 μm — Pengindeksan yang disemak oleh rakan sebaya PubMed
- Poli(metil metakrilat) — Rujukan Bahan - Wikipedia
- ANSI Z136.1-2022 — Penggunaan Laser yang Selamat — Institut Piawaian Kebangsaan Amerika
- Manual Teknikal OSHA — Bahagian III, Bab 6: Bahaya Laser — Jabatan Buruh AS
- Pasaran Mesin Pemotongan Laser 2026–2035 (CAGR 7.6%) — Ramalan industri Wawasan Pasaran Global
Artikel yang berkaitan
- 15 pengeluar mesin pemotong laser CO2 teratas pada tahun 2025 — senarai pendek peralatan untuk kerja akrilik dalaman
- Laser gentian vs CO2 — panjang gelombang, bahan, kos — mengapa CO₂ kekal sebagai jawapan untuk plastik
- Panduan bahan boleh potong laser yang lengkap — rujukan silang untuk projek bahan campuran
- Sifat metil metakrilat (PMMA) — keserasian di sebalik nama jenama
- Pemilihan pengekstrak asap untuk kabinet laser — saiz untuk operasi yang mematuhi OSHA
- Cara memilih watt laser untuk menanda, mengukir dan memotong — peraturan kuasa-ketebalan merentasi bahan



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


