



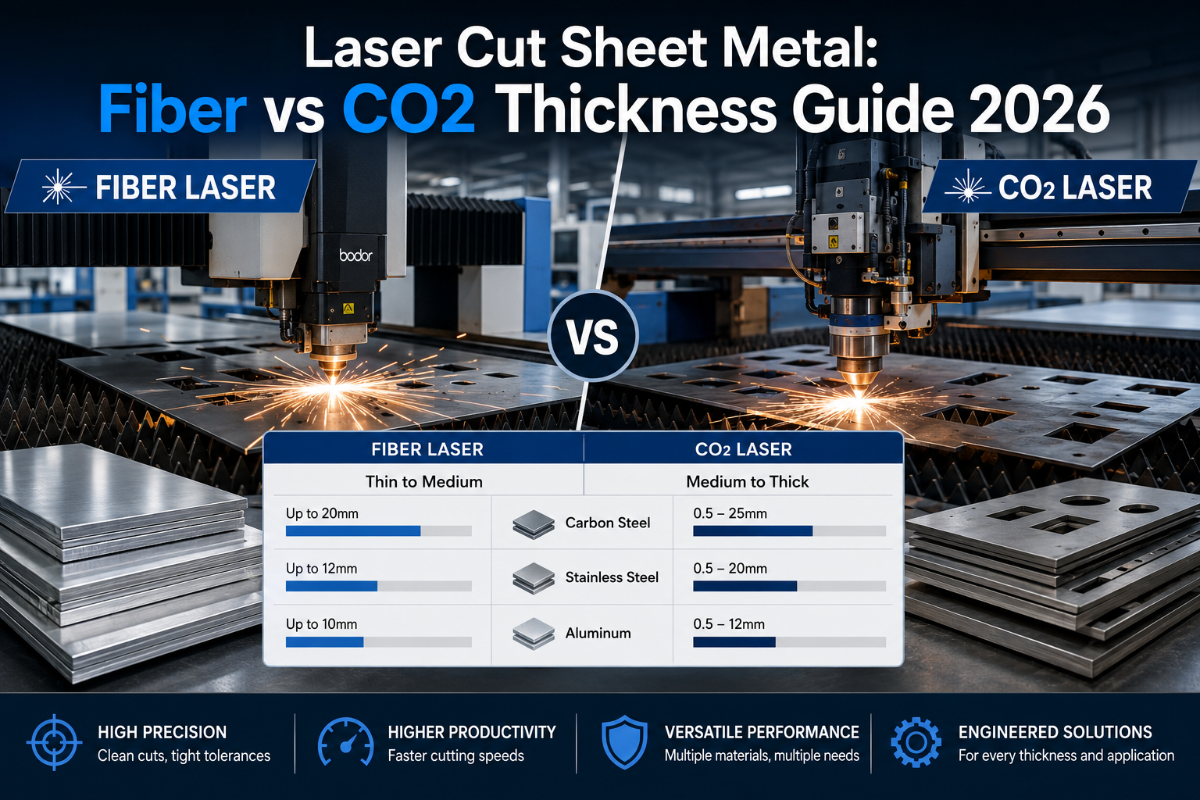
Cara Memotong Logam Lembaran Laser: Ketebalan, Ketepatan dan Pemilihan Serat vs CO2
Jika anda memotong kepingan logam dengan laser pada skala perindustrian, keputusan gentian vs CO2 akan muncul di tiga lokasi: ketebalan yang boleh anda potong, kebersihan tepi yang terhasil, dan jumlah bil elektrik yang akan dibelanjakan setiap bulan. Logam: dalam semua aspek, gentian mengatasi CO2. Lebih dalam: anda memutuskan antara 5 mm & 25 mm dengan watt. Lebih dalam lagi: berbanding plasma/jet air, laser mempunyai tahap produk pengecutan ketebalan hirisan yang tepat iaitu 0.05 mm berbanding plasma 0.50.1 mm dengan kelebihan plat tebal pada 25+ mm.
Mari kita teliti fizik panjang gelombang yang menjadikan gentian alat yang tepat untuk logam, matriks watt-lawan-ketebalan yang ditanyakan oleh setiap pembeli, gred kualiti tepi ISO 9013, keputusan gas bantuan sebenar, matriks keputusan laser-lawan-plasma-lawan-jet air dan cara memilih mesin pemotong laser gentian untuk bengkel pengeluaran dan bukannya bangku hobi.
Spesifikasi Ringkas: Pemotongan Laser Logam Lembaran
| Terbaik untuk keluli nipis/SS (≤6 mm) | Serat 1–3 kW, bantuan N₂ |
| Terbaik untuk keluli lembut tebal (10–25 mm) | Serat 6–15 kW, bantuan O₂ |
| CO2 yang boleh digunakan pada logam | Ya, tetapi tidak ekonomik berbanding gentian selepas 2020 |
| Lebar kerf biasa | 0.1-0.3 mm |
| Toleransi kedudukan tipikal | ±0.05 hingga ±0.15 mm |
| Penanda aras kualiti tepi | ISO 9013: 2017 darjah 1–2 |
| Gas bantuan biasa | N₂ (bersih), O₂ (kelajuan keluli), udara termampat (Al nipis) |
Bagaimana Pemotongan Laser Logam Lembaran Sebenarnya Berfungsi
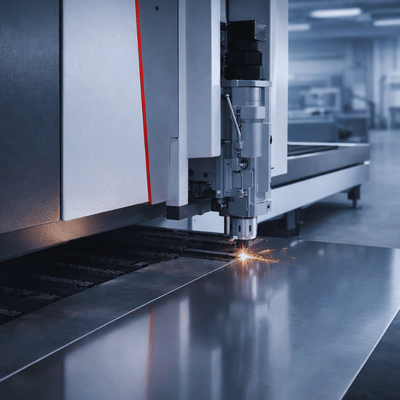
Pemotongan laser pada kepingan logam berfungsi dengan menyerap tenaga fotonik pekat ke dalam tompok kecil sehingga logam cair atau mengewap lebih cepat daripada yang dapat mengalirkan haba, sementara jet gas bantuan sepaksi meniup bahan cair keluar dari garpu. Apa yang anda lihat sebagai potongan bersih sebenarnya adalah lajur lebur-dan-tiup terkawal yang berlaku pada kelajuan antara 1 dan 50 meter seminit bergantung pada kuasa dan ketebalan.
Empat keluarga proses merangkumi kebanyakan kerja pengeluaran. Pemotongan gabungan menggunakan nitrogen lengai untuk mengusir logam cair tanpa mengoksidakan tepinya, meninggalkan permukaan bersih yang tidak memerlukan kerja semula. Pemotongan api menggunakan oksigen sebagai bantuan reaktif yang membakar keluli secara eksoterma — lebih pantas, tetapi dengan lapisan oksida di tepinya. Pemotongan sublimasi melonjakkan logam terus dari pepejal ke wap, digunakan pada logam pantulan nipis atau untuk perincian yang sangat halus. Pemotongan jarak jauh menggunakan optik pengimbasan berkelajuan tinggi untuk menghiris helaian yang sangat nipis tanpa bantuan gas gaya sentuhan langsung.
Apakah pemotongan laser dalam kepingan logam?
Kebanyakan kedai perindustrian memotong kepingan logam mereka dalam skala berikut: satu atau lebih mesin di mana mesin CNC memfokuskan pancaran tenaga laser kelas kW ke bawah kepada fokus sub-mm, mencairkan lajur logam bahagian demi bahagian dan meniup lajur cair keluar dari garpu dengan jet gas bantuan sepaksi, dipotong-potong di sepanjang laluan yang dipancarkan daripada CAD. Hasilnya ialah bahagian logam yang dipotong tepat yang jatuh keluar dari kepingan dengan tepi yang cukup rata untuk digunakan tanpa pemesinan, kebolehulangan dimensi dalam ±0.1 mm dan hampir tiada daya mekanikal pada bahan kerja — walaupun kepingan nipis atau halus kekal rata.
Laser Serat vs Laser CO2: Mana Yang Lebih Baik Memotong Logam Lembaran?
Dalam pemasangan pemotongan keluli baharu, gentian optik hampir universal. Perubahan berlaku sekitar antara tahun 2015 hingga 2020, dan sehingga tahun 2025, kebanyakan sistem CO2 legasi di pasaran telah diperoleh oleh kedai-kedai yang menyerahkan sistem gentian kepada lebih ramai vendor dan skala pengeluaran yang lebih rendah dalam keluli atau pemotongan akrilik dan kayu untuk papan tanda.
| Faktor | Laser gentian | Laser CO2 |
|---|---|---|
| Gelombang | 1064 nm (hampir-IR) | 10.6 µm (IR-jauh) |
| Kecekapan palam dinding | ~30–40 peratus | ~10–15 peratus |
| Terbaik pada logam nipis (≤3 mm) | 3× lebih pantas daripada CO2 | Diterima |
| Terbaik pada keluli tebal (≥15 mm) | Serat berkuasa tinggi mengejar | Tepi sedikit dalam beberapa kes |
| Logam pemantul (Al, Cu, loyang) | Ya, dengan optik anti-pantulan | Sukar dipotong sehingga bersih |
| Beban penyelenggaraan | Rendah (tiada cermin, tiada campuran gas) | Tinggi (penjajaran cermin + gas) |
| Kos modal | Lebih tinggi di hadapan | Lebih rendah di hadapan |
“Peraturan 80 Peratus: untuk aplikasi yang mana lebih daripada 80 peratus kerja adalah keluli atau logam lain, sistem gentian adalah pilihan terbaik. Tambahan pula, perbelanjaan syif yang lebih tinggi: 3-4 kali lebih cekap daripada bil elektrik yang akan merangkumi keseluruhan harga pembelian dalam tempoh dua hingga tiga tahun operasi syif tunggal.”
— Jurutera fabrikasi industri, integrasi bengkel gentian laser
Bolehkah laser CO2 memotong kepingan logam?
Ya, tertakluk kepada kaveat. Laser CO2 pada 4-6 kW dengan bantuan oksigen memotong keluli lembut kepada sekitar 20 mm, dan berfungsi dengan baik dengan keluli tahan karat, katakan 12-15 mm. Apa yang tidak berfungsi dengan baik ialah logam pemantul; aluminium, loyang, kuprum, pada 10.6 µm tidak menyerap dengan baik dan memerlukan optik khas atau penggilapan sekunder. Mesin CO2 40 W hingga 150 W penggemar tidak memotong kepingan logam dalam erti kata pengeluaran; ia mengukir logam bersalut atau menandakan anodized, tetapi itu berbeza.
Kapasiti Ketebalan: Seberapa Tebalkah Laser Boleh Memotong?
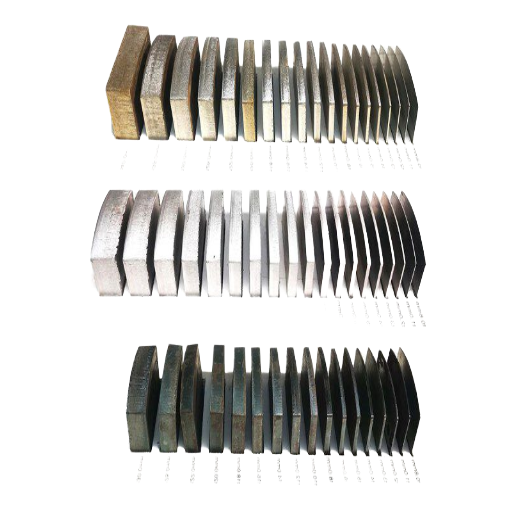
Skala untuk kapasiti ketebalan laser gentian secara kasarnya dengan watt, dan logam sebenar membuat perbezaan yang besar. Jadual di bawah meringkaskan ketebalan maksimum tipikal mengikut kuasa dan bahan – siling praktikal daripada mesin pengeluaran dan bukannya had bawah teori.
| Kuasa gentian | Keluli lembut | Tahan | aluminium | Loyang / Cu |
|---|---|---|---|---|
| 1 kW | 5 mm | 3 mm | 2 mm | 1.5 mm |
| 3 kW | 12 mm | 8 mm | 6 mm | 4 mm |
| 6 kW | 20 mm | 14 mm | 12 mm | 8 mm |
| 12 kW | 30 mm | 25 mm | 25 mm | 15 mm |
| 15 kW | 40 mm | 30 mm | 30 mm | 20 mm |
Berapa tebal logam boleh dipotong oleh laser?
Laser gentian pengeluaran memotong kira-kira 40-50 mm keluli lembut pada hujung tinggi dengan 15-20 kW, tetapi melebihi 25 mm ekonomi secara amnya mengutamakan plasma atau jet air. Laser merosakkan kerja kepingan nipis yang pantas di bawah kira-kira 6 mm dan penggelek stim setiap proses lain untuk tepi dan kelajuan. Logam reflektif tekan lebih rendah, secara relatifnya, kuprum jarang bertahan melebihi katakan 15-20 mm walaupun pada kuasa tinggi, kerana panjang gelombang masih memantul.
Bolehkah laser 40W memotong kepingan logam?
Tidak, bukan dalam apa jua segi pengeluaran. Laser 40 W ialah pengukir CO2 gred hobi. Ia menandakan helaian bersalut, mengukir aluminium anodis, tetapi tidak akan menembusi helaian mentah. Pemotongan logam lembaran bernilai tinggi bermula daripada kira-kira 1 k W (1,000W) kuasa gentian dan bergantung dari situ. Terdapat jurang 25, bukan peratusan, antara pengukir HV51 40 W dan pemotong pengeluaran 1k W.
Ketepatan dan Toleransi: Apa Sebenarnya Maksud ±0.05 mm
Toleransi pemotongan laser adalah lebih baik daripada toleransi pemotongan mekanikal. Toleransi fabrikasi standard berada pada 0.127 mm (0.005 inci), dan fabrikasi premium mencapai 0.076 mm (0.003 inci) atau lebih baik pada sistem gentian terbaik. Kerf – lebar bahan yang dicairkan oleh laser – gugusan antara 0.1 dan 0.3 mm bergantung pada kuasa dan gas bantuan, faktor tiga lebih sempit daripada jet air dan sepuluh kali lebih sempit daripada plasma.
Kualiti tepi dikawal oleh ISO 9013: 2017, piawaian antarabangsa untuk pemotongan haba. ISO 9013 mentakrifkan empat gred kualiti pada dua paksi utama: toleransi ketertegak lurus dan ketinggian purata profil permukaan. Gred 1 adalah yang paling bersih, sesuai untuk kimpalan langsung tanpa persediaan; gred 4 adalah yang paling kasar, biasa pada plat pemotongan api. Laser gentian pengeluaran secara konsisten memberikan gred 1–2 pada keluli nipis dan keluli tahan karat, dengan gred 2–3 pada plat yang lebih tebal.
Apakah toleransi untuk kepingan logam potongan laser?
Industri standard ialah 0.127 mm (0.005 inci) pada ciri rata, dalam aplikasi umum. Pembuatan premium berprestasi pada 0.076 mm (0.003 inci). Lubang sisipan perkakasan menjalankan purata +0.076 mm/−0.000 mm dalam pembuatan untuk diletakkan dengan betul. Sebagai rujukan, plasma berprestasi pada 0.5 – 1 mm dan air berprestasi pada 0.1 – 0.2 mm. Bagi bahagian yang memerlukan toleransi sub-0.1 mm, pascapemesinan adalah satu-satunya pilihan jika laser gentian tidak tersedia.
Keserasian Logam: Keluli, Keluli Tahan Karat, Aluminium, Loyang, Kuprum

Semua logam lembaran biasa akan memotong laser gentian, tetapi gas bantuan dan tingkap parameter berbeza dengan ketara bergantung pada aloi. Berikut adalah titik permulaan biasa untuk gred logam biasa.
- ✔
Keluli lembut (keluli karbon) — bahan yang paling mudah. Bantuan oksigen mempercepatkan pemotongan melalui tindak balas eksotermik. Tepi akan mempunyai lapisan oksida nipis yang perlu dibersihkan jika bahagian tersebut akan dikimpal atau dicat secara kritikal. - ✔
Keluli tahan karat — bantuan nitrogen adalah wajib untuk tepi yang bersih dan bebas oksida. Gred 304 dan 316 dipotong seperti yang dijangka; keluli tahan karat dupleks mengambil suapan yang sedikit lebih perlahan. - ✔
aluminium — memantul pada tolok nipis dan di bawah 1 kW. Dengan 3 kW dan ke atas, gentian memotong aluminium dengan bersih. Bantuan udara termampat berfungsi untuk kepingan nipis; nitrogen untuk tepi yang lebih bersih pada kepingan tebal. - ✔
Loyang dan tembaga — logam biasa yang paling memantulkan cahaya. Kepala gentian moden termasuk optik anti-pantulan yang dinilai khusus untuk aloi ini. Pemotongan yang produktif bermula sekitar 3 kW dengan maklum balas anti-pantulan yang ditentukan pengeluar. - ✔
Keluli bergalvani — memotong dengan baik, tetapi salutan zink akan mengewap menjadi asap. Pengudaraan ekzos tempatan tidak boleh dirundingkan setiap Panduan bahaya laser OSHA.
Laser vs Plasma vs Waterjet: Bila Perlu Memilih Yang Mana
Terdapat tiga proses pemotongan terma/lelas utama di lantai bengkel fabrikasi logam lembaran. Setiap satu dioptimumkan pada tempoh proses tertentu, dan memilih proses yang tidak sesuai boleh menyebabkan peralatan atau bahagian yang tidak digunakan sepenuhnya atau memerlukan kerja semula.
| Faktor | Laser | Plasma | Jet air |
|---|---|---|---|
| Ketebalan praktikal | 0.5-25 mm | 3-50 mm | 0.5-200 mm |
| Toleransi | ±0.05 hingga ±0.15 mm | ±0.5 hingga ±1.0 mm | ±0.1 hingga ±0.2 mm |
| Lebar kerf | 0.1-0.3 mm | 1.0-3.0 mm | 0.5-1.5 mm |
| Zon terjejas haba | kecil | Lebih besar, najis biasa | Tiada |
| Kelajuan (keluli nipis ≤6 mm) | Paling laju | Cepat | Memperlahankan |
| Kelajuan (plat tebal ≥25 mm) | Perlahan / tidak praktikal | Paling laju | Sederhana |
| Terbaik untuk bukan logam | CO2 sahaja | Tidak | Ya (sebarang bahan) |
Panduan Keputusan
- Laser gentian 6mm logam lembaran dengan ciri halus atau toleransi ketat.
- Kualiti tepi tidak kritikal apabila memotong plasma plat 25-50 mm.
- Jet air sesuai untuk komponen sensitif tekanan, aloi eksotik dan sebarang kerja yang terherot akibat haba.
- Laser gentian berkuasa tinggi adalah terpantas untuk kerja yang berbeza daripada plat 6-25 mm.
Untuk kedai yang menilai yang baharu peralatan pemotongan laser untuk pengeluaran, persoalannya jarang sekali gentian atau tidak — ia adalah kelas watt yang sepadan dengan jadual.
Tetapan Kuasa, Kelajuan dan Bantuan Gas
Laser gentian dikawal oleh tiga parameter utama: kuasa, kadar suapan dan tekanan gas, yang merupakan pembolehubah yang ditala untuk setiap aloi dan ketebalan. Berikut ialah garis dasar. Pengendali kedai mengekalkan pustaka parameter untuk setiap laser gentian yang konsisten dengan aloi dan tolok; nilai di sini adalah lalai biasa untuk gentian 6 kW pada logam lembaran biasa.
| Bahan | Ketebalan | Mempercepatkan | Gas bantu |
|---|---|---|---|
| Keluli lembut | 3 mm | 7 m / min | O₂ @ 0.6–1.0 bar |
| Keluli lembut | 12 mm | 1.6 m / min | O₂ @ 0.4–0.6 bar |
| Tahan karat 304 | 3 mm | 5 m / min | N₂ @ 12–15 bar |
| Aluminium 5052 (juga dieja aluminium 5052) | 3 mm | 9 m / min | N₂ @ 16–20 bar |
| Brass | 2 mm | 4 m / min | N₂ @ 18 bar |
📐 Nota Kejuruteraan
Pilih bantuan oksigen untuk keluli lembut kerana ia mempercepatkan pemotongan sebanyak 30 hingga 50 peratus melalui tindak balas eksotermik, menerima tepi yang kaya dengan oksida. Pilih nitrogen untuk keluli tahan karat dan aluminium di mana kebersihan tepi penting dan anda tidak mampu membeli lapisan kebiruan atau filem oksida. Udara termampat adalah alternatif yang murah untuk aluminium nipis pada mesin berkuasa rendah, tetapi ia menghasilkan lapisan oksida yang kelihatan yang mesti dibersihkan untuk menggalakkan lekatan cat.
Bagaimana untuk memotong logam lembaran dengan laser?
Aliran kerja pada sel gentian pengeluaran ialah: import fail DXF atau STEP ke dalam perisian penyarang; benarkan program menyusun komponen untuk memaksimumkan kecekapan bahan; pilih profil parameter yang sepadan dengan aloi dan tolok; tebuk; potong; keluarkan komponen; buang gerinda jika perlu. Memotong logo keluli 1mm dengan gentian 6 kW mengambil masa kurang daripada 30 saat. Memotong pendakap keluli lembut 20mm memerlukan kira-kira 90 saat. Pengeluaran tolok rendah dihadkan oleh masa pemuatan dan pemunggahan bahan, bukan masa pemotongan, itulah sebabnya automasi cepat Berbaloi dalam pembuatan volum.
Ekonomi Pengeluaran: Kos setiap Bahagian dan Daya pemprosesan
Struktur kos untuk kepingan logam potongan laser termasuk: kos jentera sejam, purata masa operasi setiap bahagian dan perbelanjaan bahan. Kadar industri biasa untuk operasi laser gentian adalah antara USD 80 dan 180 sejam, bergantung pada lokasi, tahap kuasa dan kemudahan. Menggunakan sistem 6 k W untuk memotong 60 pendakap keluli 1 mm sejam pada kadar USD 120/jam menghasilkan kos USD 2.00 untuk potongan setiap bahagian sebelum mempertimbangkan bahan dan pemprosesan sekunder.
Bagi prototaip dan pengeluaran bervolum rendah, perkhidmatan seperti OSH Cut dan SendCutSend mewakili strategi penetapan harga yang agresif kerana algoritma penyarang mereka cenderung untuk menyatukan banyak bahagian pelanggan ke dalam satu helaian. Titik pulang modal di mana pembuatan dalaman menjadi lebih murah daripada penyumberan luar biasanya sekitar 50-500 salinan setiap reka bentuk, bergantung pada bentuknya. Selepas ambang itu, pengeluaran dalaman adalah lebih kos efektif setiap helai, dalam tempoh masa yang lebih singkat dan dengan semakan reka bentuk yang lebih fleksibel.
Cara Memilih Mesin Pemotongan Laser Serat Logam Lembaran
Lima kriteria merangkumi keputusan pemotongan. Watt, sampul kerja, automasi, penyejukan dan vendor menyokong semua perkara, tetapi hanya satu yang merupakan prasyarat mandatori untuk daya pemprosesan yang mampan.
Senarai Semak Pemilihan Pengeluaran Lima Kriteria
- Sampul surat watt. 1-3kW untuk bengkel prototaip generik yang mengelak daripada penghalusan; 6-8kW untuk bengkel produktiviti yang sensitif terhadap harga dan proses, 12-15kW atau lebih untuk OEM pengeluaran plat tebal.
- Saiz kerja dan laluan. Helaian kecil/format 1500-3000 mm (510 kaki), sederhana 2000-6000 mm (620 kaki), pengeluaran fail besar/seni bina 2500-9000 mm (810 kaki).
- Tahap automasi. Pemunggah/penyortir automatik dan menara kepingan mengurangkan tenaga kerja dengan ketara pada operasi volum tinggi. Pengeluaran tiga syif pengendali tunggal yang ekonomik boleh dicapai melebihi 8 kW dengan automasi.
- Penyejukan dan gas. Laser gentian 3k+ memerlukan penyejuk. Pertimbangan pembekal gas kontrak (O atau N), kadar mungkin menentukan keuntungan kerja.
- Sokongan alat ganti dan rantaian bekalan. Mesin baharu yang paling murah hari ini adalah yang paling mahal sepanjang hayat tiga tahun jika kanta kolimasi, muncung atau modul gentian ditangguhkan selama tiga bulan dan bukannya seminggu.
| Peringkat kelantangan | Mesin yang dicadangkan | Mengapa |
|---|---|---|
| Kedai prototaip (<500 alat ganti/bulan) | Serat 1–3 kW, beban manual | Modal rendah, latihan mudah |
| Kedai kerja (500–5,000/bulan) | Pengubah gentian + palet 6–8 kW | Daya pemprosesan ditambah fleksibiliti logam campuran |
| Pengeluaran OEM (5,000+/bulan) | Automasi gentian + menara 12–15 kW | Mampu padam lampu, kos rendah setiap bahagian |
Kunci kepada peringkat pengeluaran mesin pemotong laser gentian perindustrian Pembelian adalah saluran paip alat ganti yang memiliki watt utama. Adakah perbezaan kos dolar sebanyak 12 kW vs 10 kW akan bertukar menjadi perbezaan hasil lebih daripada $100 dalam sebulan untuk pelanggan yang saluran paip alat gantinya sedang menunggu alat ganti?
Pemotongan Laser Logam Lembaran pada tahun 2026
Dua trend yang menaik taraf pasaran laser gentian pada tahun 2026 adalah: pertumbuhan struktur tahun ke tahun dalam permintaan untuk kepingan logam potongan laser; dan peningkatan watt, daripada peringkat 8 kepada 12 kW yang hanya premium pada tahun 2022 kepada peringkat arus perdana 12-15 kW dengan kapasiti 20-30 kW yang baru muncul.
Menurut Laporan Pasaran Mesin Pemotongan Laser Mordor Intelligence 2026, pasaran global diunjurkan berkembang daripada USD 7.14 bilion pada tahun 2025 kepada USD 7.82 bilion pada tahun 2026, mencecah USD 12.34 bilion menjelang 2031 pada kira-kira 9.5 peratus CAGR. Antara pertumbuhan itu, bahagian laser gentian semakin meningkat berbanding CO2.
Jika kapasiti pengeluaran 2026 adalah sebahagian daripada rancangan, pesanan modal yang dibuat pada suku kedua adalah realistik untuk tiba tepat pada masanya untuk permulaan S4. Pesanan pada suku ketiga tidak akan siap untuk sambutan Krismas. Masa tunggu OEM untuk laser gentian 12 k W+ adalah antara enam hingga sembilan bulan untuk pembinaan baharu.
Soalan Lazim

S: Bolehkah laser CO2 memotong kepingan logam dalam pengeluaran?
Lihat Jawapan
S: Seberapa tebal logam yang boleh dipotong dengan laser?
Lihat Jawapan
S: Apakah toleransi untuk kepingan logam potongan laser?
Lihat Jawapan
S: Logam lembaran potongan laser vs plasma CNC — yang manakah lebih baik?
Lihat Jawapan
S: Adakah anda perlu memotong laser daripada fail CAD?
Lihat Jawapan
S: Berapakah kos setiap bahagian untuk pengeluaran?
Lihat Jawapan
Artikel yang berkaitan
- Mesin pemotong laser gentian industri untuk jumlah pengeluaran
- Cara menentukan mesin pemotong laser gentian untuk bengkel kerja campuran tinggi
- Penjelasan tentang gred kualiti tepi ISO 9013 untuk pembeli
- Laser vs plasma vs jet air: matriks keputusan fabrikasi
Rujukan & Sumber
- ISO 9013:2017 Pemotongan haba — Pengelasan pemotongan haba — Pertubuhan Antarabangsa untuk Standardisasi
- Pemotongan laser – Wikipedia (rujukan proses dan sejarah)
- Bahaya Laser — Pentadbiran Keselamatan dan Kesihatan Pekerjaan AS
- Laporan Pasaran Mesin Pemotongan Laser 2026-2031 – Mordor Intelligence
- Pemotongan Plasma vs Pemotongan Laser – Rujukan teknikal Hypertherm
Pasukan Di Sebalik Laporan Ini
Panduan ini mensintesis toleransi pemotongan haba ISO 9013:2017, helaian parameter pengeluar laser gentian merentasi julat 1 kW hingga 15 kW, data volum carian meliputi April hingga September 2025 untuk kluster kata kunci sekitar kepingan logam potongan laser dan unjuran pasaran Mordor Intelligence untuk 2026-2031. Matriks ketebalan dan nilai toleransi mewakili amalan di tingkat pengeluaran dengan kedua-dua sistem gentian dan CO2. Pengguna dinasihatkan untuk menyemak keputusan terhadap spesifikasi jentera mereka sendiri dan melakukan ujian pemotongan sebelum memulakan pengeluaran.



![Apakah Sifat, Kegunaan & Panduan Kitar Semula Plastik ABS [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


